You might also like
- Iso 7189 1983Document9 pagesIso 7189 1983Tamal Tanu RoyNo ratings yet
- ISO 7189 - PreviewDocument1 pageISO 7189 - PreviewTamal Tanu RoyNo ratings yet
- Crisis in SteelDocument44 pagesCrisis in SteelTamal Tanu RoyNo ratings yet
- Top 3 Reason To Halt ConveyorDocument3 pagesTop 3 Reason To Halt ConveyorTamal Tanu RoyNo ratings yet
- 3-0 BOF SteelmakingDocument7 pages3-0 BOF SteelmakingTamal Tanu RoyNo ratings yet
- Zero Speed Switch - Electro SensorsDocument4 pagesZero Speed Switch - Electro SensorsTamal Tanu RoyNo ratings yet
- Conveyors: Perma Lubrication Systems ForDocument6 pagesConveyors: Perma Lubrication Systems ForTamal Tanu RoyNo ratings yet
- Pit Portable Conveyor Users ManualDocument159 pagesPit Portable Conveyor Users ManualTamal Tanu RoyNo ratings yet
- Synergy Shuttle ConveyorDocument5 pagesSynergy Shuttle ConveyorTamal Tanu RoyNo ratings yet
- Design Using Structural Fire StandardsDocument6 pagesDesign Using Structural Fire StandardsTamal Tanu RoyNo ratings yet
- Bibby Turboflex Torque Limiting Overload Protection: Installation Instructions & Setting ManualDocument4 pagesBibby Turboflex Torque Limiting Overload Protection: Installation Instructions & Setting ManualTamal Tanu RoyNo ratings yet
- Conveyor Installation and Maintenance ManualDocument20 pagesConveyor Installation and Maintenance ManualTamal Tanu RoyNo ratings yet
- Conveyors & Accessories Catalogue: Only FromDocument12 pagesConveyors & Accessories Catalogue: Only FromTamal Tanu RoyNo ratings yet
- Conveyor Systems Maintenance Manual XS, XL, XM, XH, XK, XBDocument43 pagesConveyor Systems Maintenance Manual XS, XL, XM, XH, XK, XBTamal Tanu RoyNo ratings yet
- Belt Tear Switch - SAI Control SystemDocument3 pagesBelt Tear Switch - SAI Control SystemTamal Tanu RoyNo ratings yet
- Hydraulic Direct Drives Offer Unbeatable Conveyor ProductivityDocument2 pagesHydraulic Direct Drives Offer Unbeatable Conveyor ProductivityTamal Tanu RoyNo ratings yet
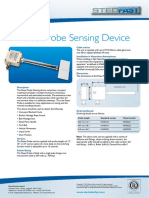
- SF - Pease Probe Sensing Device 1Document2 pagesSF - Pease Probe Sensing Device 1Tamal Tanu RoyNo ratings yet
- Belt Scraper - Internal: ApplicationDocument2 pagesBelt Scraper - Internal: ApplicationTamal Tanu RoyNo ratings yet
- Troughed Pulley Conveyors: PrintDocument4 pagesTroughed Pulley Conveyors: PrintTamal Tanu RoyNo ratings yet
- 2 Features and Benefits of Rulmeca Motorized PulleysDocument1 page2 Features and Benefits of Rulmeca Motorized PulleysTamal Tanu RoyNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Inverse of One-To-One FunctionDocument4 pagesInverse of One-To-One FunctionKathFaye EdaNo ratings yet
- Study The Effect of Postharvest Heat Treatment On Infestation Rate of Fruit Date Palm (Phoenix Dactylifera L.) Cultivars Grown in AlgeriaDocument4 pagesStudy The Effect of Postharvest Heat Treatment On Infestation Rate of Fruit Date Palm (Phoenix Dactylifera L.) Cultivars Grown in AlgeriaJournal of Nutritional Science and Healthy DietNo ratings yet
- Eldritch HighDocument39 pagesEldritch Highteam_moNo ratings yet
- Piriformis Syndrome: Hardi Adiyatma, Shahdevi Nandar KusumaDocument6 pagesPiriformis Syndrome: Hardi Adiyatma, Shahdevi Nandar Kusumaismael wandikboNo ratings yet
- 18 Ray Optics Revision Notes QuizrrDocument108 pages18 Ray Optics Revision Notes Quizrraafaf.sdfddfaNo ratings yet
- Elements of Romanticism in The Poetry of W. B. Yeats: Romantic InfluencesDocument8 pagesElements of Romanticism in The Poetry of W. B. Yeats: Romantic InfluencesSadman Shaid SaadNo ratings yet
- FYP ProposalDocument11 pagesFYP ProposalArslan SamNo ratings yet
- Industrial Artificial Intelligence For Industry 4.0-Based Manufacturing SystemsDocument5 pagesIndustrial Artificial Intelligence For Industry 4.0-Based Manufacturing SystemsMuhammad HaziqNo ratings yet
- MarbiehistoryDocument6 pagesMarbiehistoryMarbie DalanginNo ratings yet
- Harmonics PatternsDocument4 pagesHarmonics PatternsIzzadAfif1990No ratings yet
- JKJKJDocument3 pagesJKJKJjosecarlosvjNo ratings yet
- Arbor APS STT Unit 01 Design Basics 25 Jan2018Document31 pagesArbor APS STT Unit 01 Design Basics 25 Jan2018masterlinh2008No ratings yet
- Logic NotesDocument19 pagesLogic NotesCielo PulmaNo ratings yet
- Biomedical Engineering Handbook Revised 5 2015Document37 pagesBiomedical Engineering Handbook Revised 5 2015Teja GuttiNo ratings yet
- Tesla Coil ProjectDocument8 pagesTesla Coil ProjectShivam singhNo ratings yet
- 300 PSI CTS (MP-1115) Operation Manual Rev1.3Document18 pages300 PSI CTS (MP-1115) Operation Manual Rev1.3Juan Manuel VizosoNo ratings yet
- The Acceptability of Rubber Tree Sap (A As An Alternative Roof SealantDocument7 pagesThe Acceptability of Rubber Tree Sap (A As An Alternative Roof SealantHannilyn Caldeo100% (2)
- Recipes From The Perfect Scoop by David LebovitzDocument10 pagesRecipes From The Perfect Scoop by David LebovitzThe Recipe Club100% (7)
- Twilight PrincessDocument49 pagesTwilight PrincessHikari DiegoNo ratings yet
- 外贸专业术语Document13 pages外贸专业术语邱建华No ratings yet
- Sustainable Events Guide May 30 2012 FINAL PDFDocument118 pagesSustainable Events Guide May 30 2012 FINAL PDFInter 4DMNo ratings yet
- Standard Cost EstimateDocument21 pagesStandard Cost EstimateMOORTHYNo ratings yet
- Therapeutic Nutrition: Khien S. Sasi, RN, ManDocument33 pagesTherapeutic Nutrition: Khien S. Sasi, RN, ManKhien Sasi100% (4)
- Esteem 1999 2000 1.3L 1.6LDocument45 pagesEsteem 1999 2000 1.3L 1.6LArnold Hernández CarvajalNo ratings yet
- The Passion For Cacti and Other Succulents: June 2017Document140 pagesThe Passion For Cacti and Other Succulents: June 2017golf2010No ratings yet
- Electricity NotesDocument35 pagesElectricity Notesapi-277818647No ratings yet
- 2015 Nos-Dcp National Oil Spill Disaster Contingency PlanDocument62 pages2015 Nos-Dcp National Oil Spill Disaster Contingency PlanVaishnavi Jayakumar100% (1)
- 9 5 - 358 362 PDFDocument5 pages9 5 - 358 362 PDFمالك مناصرةNo ratings yet
- Niir Integrated Organic Farming Handbook PDFDocument13 pagesNiir Integrated Organic Farming Handbook PDFNatalieNo ratings yet
- Fines Reduction Project at Wendling Bowser QuarryDocument2 pagesFines Reduction Project at Wendling Bowser QuarryMarcos Antonio ParoliniNo ratings yet