You might also like
- Polymer-Based Bearing Materials The Role of Fillers and Fibre ReinforcementDocument7 pagesPolymer-Based Bearing Materials The Role of Fillers and Fibre Reinforcementlessard1620No ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Grebe - Capacitor Switching and Its Impact On Power Quality Draft Paper 0000 PDFDocument7 pagesGrebe - Capacitor Switching and Its Impact On Power Quality Draft Paper 0000 PDFrmendozaing100% (1)
- Continuous Casting TheoryDocument12 pagesContinuous Casting Theoryyash_ganatra100% (1)
- Strain Based Evaluation of Dents in Pressurized PipesDocument6 pagesStrain Based Evaluation of Dents in Pressurized Pipesmaziar60No ratings yet
- ISO-4406-1987 Potencia HidrahulicaDocument8 pagesISO-4406-1987 Potencia HidrahulicahenriquezmaNo ratings yet
- Application of Composites For Centrifugal PumpsDocument4 pagesApplication of Composites For Centrifugal Pumpsravide76No ratings yet
- Failure Analysis of Sheared Shaft of A Brine Recycle Pump...Document12 pagesFailure Analysis of Sheared Shaft of A Brine Recycle Pump...Pd RarNo ratings yet
- Agitator FailureDocument7 pagesAgitator FailureMark G CaragayNo ratings yet
- Analysis of Steam Turbine Blade Failure LOW PRESSURE TURBINEDocument7 pagesAnalysis of Steam Turbine Blade Failure LOW PRESSURE TURBINEpoojaNo ratings yet
- Journal of Failure AnalysisDocument2 pagesJournal of Failure Analysismuki10No ratings yet
- Everflow Turbine Leaflet 1Document2 pagesEverflow Turbine Leaflet 1Bidyapati BiswalNo ratings yet
- Evaluation of Tilting Pad Thrust BearingsDocument10 pagesEvaluation of Tilting Pad Thrust BearingsChristopher Garcia0% (1)
- Solid Particle Erosion and Mechanical DamageDocument5 pagesSolid Particle Erosion and Mechanical DamageCarlos ToscanoNo ratings yet
- Micro Hardness Tester Manual Book HVD-1000AP MPDocument38 pagesMicro Hardness Tester Manual Book HVD-1000AP MPDaisy HeNo ratings yet
- ME 498 - 6 - Nanoindentation and NanoscratchDocument23 pagesME 498 - 6 - Nanoindentation and NanoscratchTt OwnsqqNo ratings yet
- Submitted By:: Sopal Gayatri Sanjay. - Coupling Types & ApplicationDocument15 pagesSubmitted By:: Sopal Gayatri Sanjay. - Coupling Types & ApplicationB.AishwaryaNo ratings yet
- Flatlapping Polishing-Lamplan 2016 Indep-Mdef PDFDocument64 pagesFlatlapping Polishing-Lamplan 2016 Indep-Mdef PDFGowtham VishvakarmaNo ratings yet
- Aerospace Materials Assignment 1 Titanium Metal and It's Application in Aerospace IndustryDocument7 pagesAerospace Materials Assignment 1 Titanium Metal and It's Application in Aerospace IndustryBilal MalikNo ratings yet
- Spur Gears-Lewis FormulaDocument1 pageSpur Gears-Lewis FormulaDedi Kartiwa100% (1)
- Materials Selection For Seawater PumpsDocument8 pagesMaterials Selection For Seawater PumpsIjabiNo ratings yet
- Materials Selection Project PDFDocument14 pagesMaterials Selection Project PDFeddunbarNo ratings yet
- Thermal Expansion of BoilersDocument5 pagesThermal Expansion of BoilersThusitha DalpathaduNo ratings yet
- Working Principle of DC MotorDocument6 pagesWorking Principle of DC MotorMosabNo ratings yet
- Mechanical Seal ProblemsDocument5 pagesMechanical Seal Problemschazz29hkNo ratings yet
- Thrust BearingDocument5 pagesThrust BearinghardaniNo ratings yet
- CERAMIC BALL BEARING SeminarDocument21 pagesCERAMIC BALL BEARING SeminarSachin Kadwadkar50% (4)
- Bearings - Training Course 2002Document30 pagesBearings - Training Course 2002Gerhard OellrichNo ratings yet
- Bearing Current in VFD Fed MotorDocument24 pagesBearing Current in VFD Fed Motormarn-in2501No ratings yet
- The Importance of Stator Core Loss Testing Before and After Burn-Off ProcessDocument2 pagesThe Importance of Stator Core Loss Testing Before and After Burn-Off Processjoseonofre26No ratings yet
- Fatigue and Brittle Fracture of Carbon Steel Process PipelineDocument10 pagesFatigue and Brittle Fracture of Carbon Steel Process PipelineEsteban Matias RodriguezNo ratings yet
- Introduction To Reliability EngineeringDocument61 pagesIntroduction To Reliability EngineeringAlvin RamsaranNo ratings yet
- ABB-DMI Type DC Machines Operating and Maintenance InstructionsDocument48 pagesABB-DMI Type DC Machines Operating and Maintenance InstructionsElafanNo ratings yet
- Data SAF2205 04Document8 pagesData SAF2205 04il_yoo_1No ratings yet
- Titanium AlloysDocument3 pagesTitanium Alloyswsjouri2510No ratings yet
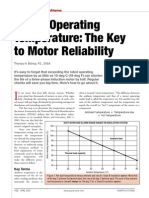
- Lower Operating Temperature: The Key To Motor Reliability: Practice + OperationsDocument3 pagesLower Operating Temperature: The Key To Motor Reliability: Practice + OperationsmkumarnNo ratings yet
- Steam Turbine BasicsDocument22 pagesSteam Turbine BasicsSumit ChaurasiaNo ratings yet
- Review of Tilting Pad Lubrication TheoryDocument24 pagesReview of Tilting Pad Lubrication Theoryhimadri.banerji60No ratings yet
- Thermal Analysis of MaterialsDocument17 pagesThermal Analysis of MaterialsHamzahSardar100% (1)
- A Hardness-Based Creep Rupture Model For NewDocument15 pagesA Hardness-Based Creep Rupture Model For NewzhangxingzydNo ratings yet
- 10 Commandments Gear FailureDocument1 page10 Commandments Gear Failurerashm006ranjan100% (1)
- Sump Pump Selection Final ReportDocument19 pagesSump Pump Selection Final ReportEngr Saad Bin SarfrazNo ratings yet
- 1466 CH Bieudron 423-Pelton-Runners enDocument12 pages1466 CH Bieudron 423-Pelton-Runners enFolpoNo ratings yet
- Pole Placement by State Feedback in DC Motor by MatlabDocument13 pagesPole Placement by State Feedback in DC Motor by MatlabJason JonesNo ratings yet
- (2ed86710 3b4f 4bc1 8799 504c7406e82a) Fasteners, Gaskets, Seals and SealantsDocument47 pages(2ed86710 3b4f 4bc1 8799 504c7406e82a) Fasteners, Gaskets, Seals and SealantsajmainNo ratings yet
- P178Document9 pagesP178keepmoshingNo ratings yet
- Effect of Metallurgy On Pygas Fouling PDFDocument6 pagesEffect of Metallurgy On Pygas Fouling PDFstreamtNo ratings yet
- CERAMIC BALL BEARING SeminarDocument22 pagesCERAMIC BALL BEARING Seminartamam82No ratings yet
- Unit 4steamturbine 160705174835Document48 pagesUnit 4steamturbine 160705174835Ruby ShajiNo ratings yet
- Bearing Fits PDFDocument9 pagesBearing Fits PDFMujahidin AhmadNo ratings yet
- Flowcheck Guide To Pumps PDFDocument3 pagesFlowcheck Guide To Pumps PDFashrefrasliNo ratings yet
- A Novel Switched Reluctance Motor With C-Core StatorsDocument8 pagesA Novel Switched Reluctance Motor With C-Core Statorsapi-26587237No ratings yet
- Mechanical Failure ModesDocument28 pagesMechanical Failure ModesSankara Rao67% (3)
- Pump Repair and Restoration GuidelinesDocument3 pagesPump Repair and Restoration GuidelinescuprotecNo ratings yet
- Corrosion Rate Calculation PDFDocument10 pagesCorrosion Rate Calculation PDFcometNo ratings yet
- Steam Turbine Diaphragm Repair StrategyDocument8 pagesSteam Turbine Diaphragm Repair StrategyEliyanto E BudiartoNo ratings yet
- Pump Motor TripDocument4 pagesPump Motor TripKamal UddinNo ratings yet
- Type SCR 25W Sizes 18 To 52 - EngDocument2 pagesType SCR 25W Sizes 18 To 52 - EngKUNALJAY100% (1)
- Failure Analysis of A Coupled Shaft From A Shredder: Luis.g.reis@tecnico - Ulisboa.ptDocument12 pagesFailure Analysis of A Coupled Shaft From A Shredder: Luis.g.reis@tecnico - Ulisboa.ptMulugetaNo ratings yet
- ChemistryDocument83 pagesChemistryEnzo ValendinoNo ratings yet
- AOP605 Complementary Enhancement Mode Field Effect TransistorDocument7 pagesAOP605 Complementary Enhancement Mode Field Effect TransistorfrancicciusNo ratings yet
- Fire Alarm Design PDFDocument19 pagesFire Alarm Design PDFzafar.ucNo ratings yet
- REE Questionaire 2009 Philippines PDFDocument80 pagesREE Questionaire 2009 Philippines PDFAlfie xyzNo ratings yet
- Catalog ClintDocument217 pagesCatalog ClintmelodyNo ratings yet
- Tram Rail en Es FR deDocument6 pagesTram Rail en Es FR deJoel100% (1)
- Omid Beik PHD ThesisDocument333 pagesOmid Beik PHD ThesisMuhammad Sohaib ShahidNo ratings yet
- Electrical Component LocatorDocument8 pagesElectrical Component Locatoromar menciasNo ratings yet
- Dangerous Goods Panel (DGP) : Working PaperDocument50 pagesDangerous Goods Panel (DGP) : Working PaperexpairtiseNo ratings yet
- E.M.C. QuestionsDocument38 pagesE.M.C. QuestionsJoshnewfound67% (3)
- LEFORT Antoine These Memoire VFDocument135 pagesLEFORT Antoine These Memoire VFLy Huynh PhanNo ratings yet
- Financial Reports March 2012Document246 pagesFinancial Reports March 2012adil1983adilNo ratings yet
- 2015 Subsea 7 Annual ReportDocument104 pages2015 Subsea 7 Annual ReportDebbie CollettNo ratings yet
- Electrolux RM 4400Document10 pagesElectrolux RM 4400LorenzoCapochiani100% (1)
- PDF DC Address by BeeDocument1 pagePDF DC Address by BeePranabesh MallickNo ratings yet
- ClassiCool 12K To 72K - R410A - IOM - tcm478-51424Document88 pagesClassiCool 12K To 72K - R410A - IOM - tcm478-51424Dessouki SamakNo ratings yet
- PolyplexDocument27 pagesPolyplexkunalkakkadNo ratings yet
- Selection of Diesel GeneratorDocument3 pagesSelection of Diesel GeneratordankorankoNo ratings yet
- Syllabus EE 525Document2 pagesSyllabus EE 525Sajal JainNo ratings yet
- C5581 ManualDocument249 pagesC5581 ManualRocco ConteNo ratings yet
- Labphys 6Document4 pagesLabphys 6Edyson CitraNo ratings yet
- Mli Nov Dec 2022Document40 pagesMli Nov Dec 2022huseyinNo ratings yet
- SUN2000-5-10KTL-M1 Datasheet - NewDocument2 pagesSUN2000-5-10KTL-M1 Datasheet - NewMontree SupaphobNo ratings yet
- Standard For Overhead LinesDocument23 pagesStandard For Overhead LinesHappi Gwegweni0% (1)
- IS 14697-1999 Edn 1.3Document35 pagesIS 14697-1999 Edn 1.3prajith555No ratings yet
- Y Three Phase MotorDocument6 pagesY Three Phase MotorVladimir233100% (2)
- City Centre MidrifDocument7 pagesCity Centre MidrifJethro de OcampoNo ratings yet
- ELE8331 Power System Control Dr. Nuraddeen MagajiDocument25 pagesELE8331 Power System Control Dr. Nuraddeen MagajiumarsaboNo ratings yet
- From Lec.1 To Lec.26Document114 pagesFrom Lec.1 To Lec.26Youssry Elsayed MohamedNo ratings yet
- Boomer l2d With ExplaneDocument130 pagesBoomer l2d With ExplaneAhmad83% (6)
- Marine Structural Design CalculationsFrom EverandMarine Structural Design CalculationsRating: 4.5 out of 5 stars4.5/5 (13)
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (138)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresFrom EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresRating: 1 out of 5 stars1/5 (2)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Structural Cross Sections: Analysis and DesignFrom EverandStructural Cross Sections: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (19)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Advanced Modelling Techniques in Structural DesignFrom EverandAdvanced Modelling Techniques in Structural DesignRating: 5 out of 5 stars5/5 (3)
- Earthquake-Resistant Structures: Design, Build, and RetrofitFrom EverandEarthquake-Resistant Structures: Design, Build, and RetrofitRating: 4.5 out of 5 stars4.5/5 (8)
- Flow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesFrom EverandFlow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesTomomichi NakamuraRating: 4.5 out of 5 stars4.5/5 (4)
- Pile Design and Construction Rules of ThumbFrom EverandPile Design and Construction Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (15)
- Working Guide to Pump and Pumping Stations: Calculations and SimulationsFrom EverandWorking Guide to Pump and Pumping Stations: Calculations and SimulationsRating: 5 out of 5 stars5/5 (3)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsFrom EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNo ratings yet
- Onshore Structural Design Calculations: Power Plant and Energy Processing FacilitiesFrom EverandOnshore Structural Design Calculations: Power Plant and Energy Processing FacilitiesRating: 4.5 out of 5 stars4.5/5 (13)
- Piezocone and Cone Penetration Test (CPTu and CPT) Applications in Foundation EngineeringFrom EverandPiezocone and Cone Penetration Test (CPTu and CPT) Applications in Foundation EngineeringNo ratings yet
- Offshore Pipelines: Design, Installation, and MaintenanceFrom EverandOffshore Pipelines: Design, Installation, and MaintenanceRating: 4.5 out of 5 stars4.5/5 (2)