You might also like
- Is 2830 1992Document9 pagesIs 2830 1992Sunny SaparNo ratings yet
- Disclosure To Promote The Right To InformationDocument18 pagesDisclosure To Promote The Right To InformationSantosh KumarNo ratings yet
- 2 - KSD3503-Rolled Steels For General StructureDocument16 pages2 - KSD3503-Rolled Steels For General StructureHikmat Ayer100% (1)
- Is 3502 2009 PDFDocument10 pagesIs 3502 2009 PDFRajashekar.PNo ratings yet
- Is 5522 1992Document6 pagesIs 5522 1992psewagNo ratings yet
- 1729Document52 pages1729praj24083302No ratings yet
- Is - 2002 - 2007Document11 pagesIs - 2002 - 2007hhr2412No ratings yet
- Is 3063-Spring WashersDocument11 pagesIs 3063-Spring Washerspbp2956No ratings yet
- 3 - KSD8308-Zinc Hot Dip GalvanizingsDocument6 pages3 - KSD8308-Zinc Hot Dip GalvanizingsHikmat AyerNo ratings yet
- ASTM B828 Cobre Soldering PDFDocument7 pagesASTM B828 Cobre Soldering PDFFranco Guillermo Huanca ZuñigaNo ratings yet
- BS 1139 4 1982 - Metal Scaffolding Specs For Splitheads and TrestlesDocument12 pagesBS 1139 4 1982 - Metal Scaffolding Specs For Splitheads and TrestlesPradeep Nair100% (1)
- Designation B 828 - 002Document11 pagesDesignation B 828 - 002Raron1No ratings yet
- Suction Hose Couplings For Fire Fighting Purposes - SpecificationDocument9 pagesSuction Hose Couplings For Fire Fighting Purposes - SpecificationDebajani DekabaruahNo ratings yet
- Cf'Mm6Bl-Ir (Wtaqd ) - M-I-F&Document15 pagesCf'Mm6Bl-Ir (Wtaqd ) - M-I-F&Ankush JainNo ratings yet
- Astm B 101Document5 pagesAstm B 101naina ka madhavNo ratings yet
- Asme2b sb-187Document8 pagesAsme2b sb-187kkskasdkk12No ratings yet
- Is 277 - 2003Document8 pagesIs 277 - 2003chandrani_acsNo ratings yet
- Norma Astm A 496Document6 pagesNorma Astm A 496Carlos Enrique AquinoNo ratings yet
- 6359 Structural SteelDocument7 pages6359 Structural SteelArthanari VaidyanathanNo ratings yet
- B 100 - 03 - Qjewmc0wmwDocument5 pagesB 100 - 03 - Qjewmc0wmwhamidharvardNo ratings yet
- Is 3063Document11 pagesIs 3063Sumit ShyamalNo ratings yet
- Astm A48-A48m-03Document6 pagesAstm A48-A48m-03kimolocknarNo ratings yet
- Is 513 StandardsDocument18 pagesIs 513 StandardsEr Abhijeet Kamble0% (1)
- Lloyds Rules For Manufacture Testing and Certification of MaterialsDocument4 pagesLloyds Rules For Manufacture Testing and Certification of MaterialskatchaniNo ratings yet
- ICC-ES Evaluation Report ESR-3051Document14 pagesICC-ES Evaluation Report ESR-3051moamenmahmoud84No ratings yet
- Is 1239 BookDocument34 pagesIs 1239 Booknagaraj108No ratings yet
- A48 1475230-1Document6 pagesA48 1475230-1Sol AngelNo ratings yet
- Steel Tapping Screws For Cold-Formed Steel Framing ConnectionsDocument5 pagesSteel Tapping Screws For Cold-Formed Steel Framing ConnectionsAlvaro Alexis Mendoza PradaNo ratings yet
- Standard Specification For Corrugated Steel Structural Plate, Zinc-Coated, For Field-Bolted Pipe, Pipe-Arches, and ArchesDocument17 pagesStandard Specification For Corrugated Steel Structural Plate, Zinc-Coated, For Field-Bolted Pipe, Pipe-Arches, and Archesjun floresNo ratings yet
- Design of SHSDocument56 pagesDesign of SHSRobertBayley100% (1)
- Asme2b sb-171 DDFDocument8 pagesAsme2b sb-171 DDFzingalehe25464No ratings yet
- A48Document6 pagesA48Luis Fernando LaverdeNo ratings yet
- Astm b152 1997Document12 pagesAstm b152 1997Jose Carlos Vaz CarneiroNo ratings yet
- Astm A36 1977Document6 pagesAstm A36 1977Ben Yie Min100% (1)
- Wire, Deformed, For Concrete Reinforcement': Standard Specification For SteelDocument5 pagesWire, Deformed, For Concrete Reinforcement': Standard Specification For SteelSidharth MahajanNo ratings yet
- Steel Floor Deck Guide SpecificationsDocument5 pagesSteel Floor Deck Guide SpecificationsRafaArdiSyahrezaNo ratings yet
- Is 10343 1999Document11 pagesIs 10343 1999Arjuna ReddyNo ratings yet
- Jis G3466Document9 pagesJis G3466hatotNo ratings yet
- Is 2062 - 1999Document10 pagesIs 2062 - 1999itsdilip100% (3)
- Is 2062Document13 pagesIs 2062Sourav Hait57% (7)
- Irc 024-1967Document87 pagesIrc 024-1967harivennelaNo ratings yet
- Steel - Technical Specification For Structural Steel WorksDocument26 pagesSteel - Technical Specification For Structural Steel WorksGnabBang100% (3)
- Esr 2583Document19 pagesEsr 2583VaniaCuevaSotoNo ratings yet
- Is 15911 2010Document13 pagesIs 15911 2010Pankita BistNo ratings yet
- Esr 1227Document26 pagesEsr 1227murdicksNo ratings yet
- Bureau OF Indian Standards: ( Roup 3Document10 pagesBureau OF Indian Standards: ( Roup 3leua_690001837No ratings yet
- Is2062 E350Document12 pagesIs2062 E350Sowmen ChakrobortyNo ratings yet
- C955 09Document4 pagesC955 09jacr27No ratings yet
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- Design of Steel Structures: Materials, Connections, and ComponentsFrom EverandDesign of Steel Structures: Materials, Connections, and ComponentsNo ratings yet
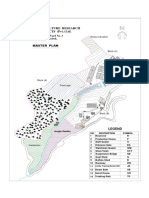
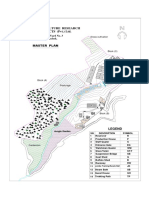
- Master Plan.Document1 pageMaster Plan.Hikmat AyerNo ratings yet
- 3.vol III BPS StampDocument173 pages3.vol III BPS StampHikmat AyerNo ratings yet
- 220KV-120KN Composite InsulatorDocument1 page220KV-120KN Composite InsulatorHikmat AyerNo ratings yet
- 220KV-120KN Composite InsulatorDocument1 page220KV-120KN Composite InsulatorHikmat AyerNo ratings yet
- Master Plan of Bhaktapur ResortDocument1 pageMaster Plan of Bhaktapur ResortHikmat AyerNo ratings yet
- 1.vol IBId Doc MKU Vol-I Final Print StampDocument214 pages1.vol IBId Doc MKU Vol-I Final Print StampHikmat AyerNo ratings yet
- Loading TreeDocument10 pagesLoading TreeHikmat AyerNo ratings yet
- Bid Document of Loharpatty - Dhalkebar 132 KV TL and SS 2 PDFDocument1,097 pagesBid Document of Loharpatty - Dhalkebar 132 KV TL and SS 2 PDFHikmat AyerNo ratings yet
- Center For Aquaculture Research & Agro Products (PVT.) LTDDocument1 pageCenter For Aquaculture Research & Agro Products (PVT.) LTDHikmat AyerNo ratings yet
- Soil Plasticity and The Structured Cam Clay ModelDocument100 pagesSoil Plasticity and The Structured Cam Clay ModelHikmat AyerNo ratings yet
- Tender Purchase - Xlpe CoverDocument1 pageTender Purchase - Xlpe CoverHikmat AyerNo ratings yet
- 150319091514AML Directives BeemaSamitiDocument20 pages150319091514AML Directives BeemaSamitiHikmat AyerNo ratings yet
- Bid Document of Loharpatty - Dhalkebar 132 KV TL and SS 2 PDFDocument1,097 pagesBid Document of Loharpatty - Dhalkebar 132 KV TL and SS 2 PDFHikmat AyerNo ratings yet
- Soil Plasticity and The Structured Cam Clay ModelDocument25 pagesSoil Plasticity and The Structured Cam Clay ModelHikmat AyerNo ratings yet
- 005-Use of HTLS ConductorsDocument153 pages005-Use of HTLS ConductorsHikmat Ayer100% (2)
- Selection of Retaining Walls in Hill Areas - Indian StandardsDocument14 pagesSelection of Retaining Walls in Hill Areas - Indian Standardsnimm1962100% (1)
- A Summary of KEPCO's 345kV Marine Transmission Line ProjectDocument5 pagesA Summary of KEPCO's 345kV Marine Transmission Line ProjectHikmat AyerNo ratings yet
- Sokkia GRX2 (GPS Data Collection)Document12 pagesSokkia GRX2 (GPS Data Collection)Hikmat AyerNo ratings yet
- STD Comp Compression Joints ACSRDocument4 pagesSTD Comp Compression Joints ACSRHikmat AyerNo ratings yet
- 3 - KSD8308-Zinc Hot Dip GalvanizingsDocument6 pages3 - KSD8308-Zinc Hot Dip GalvanizingsHikmat AyerNo ratings yet
- Analysis and Design of Four Leg Steel TRDocument7 pagesAnalysis and Design of Four Leg Steel TRHikmat AyerNo ratings yet
- Transmission Line Work ToolsDocument9 pagesTransmission Line Work ToolsHikmat AyerNo ratings yet
- Cover Letter Juben BhaukajeeDocument1 pageCover Letter Juben BhaukajeeHikmat AyerNo ratings yet
- NepalLife Brochure 2014Document2 pagesNepalLife Brochure 2014Hikmat AyerNo ratings yet
- SAG CALculation ADocument2 pagesSAG CALculation AHikmat AyerNo ratings yet
- Transmission Line Work ToolsDocument4 pagesTransmission Line Work ToolsHikmat AyerNo ratings yet
- 005-Use of HTLS ConductorsDocument153 pages005-Use of HTLS ConductorsHikmat Ayer100% (2)
- RCC Bulletin-CBIPDocument4 pagesRCC Bulletin-CBIPHikmat AyerNo ratings yet
- L 11Document3 pagesL 11trangNo ratings yet
- Strategic Management SlidesDocument150 pagesStrategic Management SlidesIqra BilalNo ratings yet
- TTDM - JithinDocument24 pagesTTDM - JithinAditya jainNo ratings yet
- Saflex-Dg - 41 Data SheetDocument5 pagesSaflex-Dg - 41 Data SheetrasheedgotzNo ratings yet
- بتول ماجد سعيد (تقرير السيطرة على تلوث الهواء)Document5 pagesبتول ماجد سعيد (تقرير السيطرة على تلوث الهواء)Batool MagedNo ratings yet
- Audi A4-7Document532 pagesAudi A4-7Anonymous QRVqOsa5No ratings yet
- Passage To Abstract Mathematics 1st Edition Watkins Solutions ManualDocument25 pagesPassage To Abstract Mathematics 1st Edition Watkins Solutions ManualMichaelWilliamscnot100% (50)
- SDS ERSA Rev 0Document156 pagesSDS ERSA Rev 0EdgarVelosoCastroNo ratings yet
- The Pneumatics of Hero of AlexandriaDocument5 pagesThe Pneumatics of Hero of Alexandriaapi-302781094No ratings yet
- MATM1534 Main Exam 2022 PDFDocument7 pagesMATM1534 Main Exam 2022 PDFGiftNo ratings yet
- Statistical Process Control and Process Capability PPT EXPLANATIONDocument2 pagesStatistical Process Control and Process Capability PPT EXPLANATIONJohn Carlo SantiagoNo ratings yet
- Six Sigma PresentationDocument17 pagesSix Sigma PresentationDhular HassanNo ratings yet
- BSS Troubleshooting Manual PDFDocument220 pagesBSS Troubleshooting Manual PDFleonardomarinNo ratings yet
- Table of Reinforcement Anchorage Length & Lap Length - Eurocode 2Document7 pagesTable of Reinforcement Anchorage Length & Lap Length - Eurocode 2NgJackyNo ratings yet
- Code of Ethics For Civil Engineers PiceDocument3 pagesCode of Ethics For Civil Engineers PiceEdwin Ramos Policarpio100% (3)
- MLX90614Document44 pagesMLX90614ehsan1985No ratings yet
- MPI Unit 4Document155 pagesMPI Unit 4Dishant RathiNo ratings yet
- Anker Soundcore Mini, Super-Portable Bluetooth SpeakerDocument4 pagesAnker Soundcore Mini, Super-Portable Bluetooth SpeakerM.SaadNo ratings yet
- CSWIP-WP-19-08 Review of Welding Procedures 2nd Edition February 2017Document6 pagesCSWIP-WP-19-08 Review of Welding Procedures 2nd Edition February 2017oberai100% (1)
- Javascript Notes For ProfessionalsDocument490 pagesJavascript Notes For ProfessionalsDragos Stefan NeaguNo ratings yet
- Leveriza Heights SubdivisionDocument4 pagesLeveriza Heights SubdivisionTabordan AlmaeNo ratings yet
- Blackberry: Terms of Use Find Out MoreDocument21 pagesBlackberry: Terms of Use Find Out MoreSonu SarswatNo ratings yet
- Darkle Slideshow by SlidesgoDocument53 pagesDarkle Slideshow by SlidesgoADITI GUPTANo ratings yet
- Determinant of Nurses' Response Time in Emergency Department When Taking Care of A PatientDocument9 pagesDeterminant of Nurses' Response Time in Emergency Department When Taking Care of A PatientRuly AryaNo ratings yet
- Puma PypDocument20 pagesPuma PypPrashanshaBahetiNo ratings yet
- A202 KBK3043 - Assignment Individual (20%) Review LiteratureDocument5 pagesA202 KBK3043 - Assignment Individual (20%) Review LiteratureAlfie AliNo ratings yet
- 28 TerminalsDocument42 pages28 TerminalsAlin FazacasNo ratings yet
- Jurnal Job DescriptionDocument13 pagesJurnal Job DescriptionAji Mulia PrasNo ratings yet
- Use of The Internet in EducationDocument23 pagesUse of The Internet in EducationAlbert BelirNo ratings yet
- Wine TourismDocument9 pagesWine Tourismyarashovanilufar1999No ratings yet