You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- PROCEDURE Piping ChevronDocument44 pagesPROCEDURE Piping Chevrongst ajah100% (3)
- Commisioning Check ListDocument21 pagesCommisioning Check Listgst ajahNo ratings yet
- How To Create A Powerful Brand Identity (A Step-by-Step Guide) PDFDocument35 pagesHow To Create A Powerful Brand Identity (A Step-by-Step Guide) PDFCaroline NobreNo ratings yet
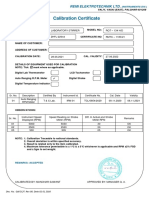
- Calibration CertificateDocument1 pageCalibration CertificateSales GoldClassNo ratings yet
- American AccentDocument40 pagesAmerican AccentTimir Naha67% (3)
- Familiarization With Apparatus and Equipment Used in Testing of MaterialsDocument5 pagesFamiliarization With Apparatus and Equipment Used in Testing of MaterialsEmanoAce33% (6)
- Perkins 20 Kva (404D-22G)Document2 pagesPerkins 20 Kva (404D-22G)RavaelNo ratings yet
- Pipeline Weld Joint & Ragiograph Film Numbering SystemDocument9 pagesPipeline Weld Joint & Ragiograph Film Numbering Systemgst ajah100% (2)
- JK Creek and River Crossing ProcedureDocument10 pagesJK Creek and River Crossing Proceduregst ajah100% (1)
- Sigmadur GlossDocument5 pagesSigmadur Glossgst ajahNo ratings yet
- Joint Coating Application & Pipe Coating Procedure-009-RappDocument8 pagesJoint Coating Application & Pipe Coating Procedure-009-Rappgst ajahNo ratings yet
- Digital LiteracyDocument19 pagesDigital Literacynagasms100% (1)
- SPH4U Assignment - The Wave Nature of LightDocument2 pagesSPH4U Assignment - The Wave Nature of LightMatthew GreesonNo ratings yet
- Buffing ProcDocument2 pagesBuffing Procgst ajahNo ratings yet
- Joint Coating Application & Pipe Coating ProcedureDocument7 pagesJoint Coating Application & Pipe Coating Proceduregst ajahNo ratings yet
- Condition Monitoring of Steam Turbines by Performance AnalysisDocument25 pagesCondition Monitoring of Steam Turbines by Performance Analysisabuhurairaqazi100% (1)
- Hardness Pro Form1Document2 pagesHardness Pro Form1gst ajah100% (1)
- Daraman vs. DENRDocument2 pagesDaraman vs. DENRJeng GacalNo ratings yet
- POST TEST 3 and POST 4, in ModuleDocument12 pagesPOST TEST 3 and POST 4, in ModuleReggie Alis100% (1)
- JK Pipeline Welding & Installation Traceability Procedure CoDocument1 pageJK Pipeline Welding & Installation Traceability Procedure Cogst ajahNo ratings yet
- Altig 316L PDFDocument1 pageAltig 316L PDFgst ajahNo ratings yet
- PLQ45011 PDFDocument1 pagePLQ45011 PDFgst ajahNo ratings yet
- 02-DIR& DIR HoningDocument1 page02-DIR& DIR Honinggst ajahNo ratings yet
- Penguard Midcoat MIO: Technical Data SheetDocument4 pagesPenguard Midcoat MIO: Technical Data Sheetgst ajahNo ratings yet
- TDS Jotamastic 70 GB English ProtectiveDocument4 pagesTDS Jotamastic 70 GB English ProtectiveSatish VishnubhotlaNo ratings yet
- INSPECTION CERTIFICATE (3.1) - Chemical Analysis TEST REPORT (2.2) - Mechanical PropertiesDocument1 pageINSPECTION CERTIFICATE (3.1) - Chemical Analysis TEST REPORT (2.2) - Mechanical Propertiesgst ajahNo ratings yet
- PT. Hitachi Construction Machinery Indonesia: Welding Repair Procedure OF BoilerDocument4 pagesPT. Hitachi Construction Machinery Indonesia: Welding Repair Procedure OF Boilergst ajah100% (1)
- PT Gapura Mandiri: Welding Repair ProcedureDocument4 pagesPT Gapura Mandiri: Welding Repair Proceduregst ajahNo ratings yet
- 022 Hydrotest-ProcedureDocument5 pages022 Hydrotest-Proceduregst ajahNo ratings yet
- PT. Hitachi Construction Machinery Indonesia: Welding Repair Procedure OF BoilerDocument4 pagesPT. Hitachi Construction Machinery Indonesia: Welding Repair Procedure OF Boilergst ajah100% (1)
- Welding Repair Procedure OF Pressure Vessel: PT Gerbang Sarana Baja Standard ProcedureDocument4 pagesWelding Repair Procedure OF Pressure Vessel: PT Gerbang Sarana Baja Standard Proceduregst ajahNo ratings yet
- Dir Structure Mod026Document1 pageDir Structure Mod026gst ajahNo ratings yet
- BASUG School Fees For Indigene1Document3 pagesBASUG School Fees For Indigene1Ibrahim Aliyu GumelNo ratings yet
- Audit Certificate: (On Chartered Accountant Firm's Letter Head)Document3 pagesAudit Certificate: (On Chartered Accountant Firm's Letter Head)manjeet mishraNo ratings yet
- Brochure Ref 670Document4 pagesBrochure Ref 670veerabossNo ratings yet
- Hager Pricelist May 2014Document64 pagesHager Pricelist May 2014rajinipre-1No ratings yet
- Astm E53 98Document1 pageAstm E53 98park991018No ratings yet
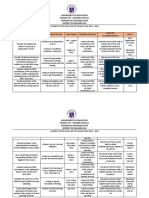
- Action Plan Lis 2021-2022Document3 pagesAction Plan Lis 2021-2022Vervie BingalogNo ratings yet
- MDOF (Multi Degre of FreedomDocument173 pagesMDOF (Multi Degre of FreedomRicky Ariyanto100% (1)
- Engineering Management (Final Exam)Document2 pagesEngineering Management (Final Exam)Efryl Ann de GuzmanNo ratings yet
- Capital Expenditure DecisionDocument10 pagesCapital Expenditure DecisionRakesh GuptaNo ratings yet
- Schmidt Family Sales Flyer English HighDocument6 pagesSchmidt Family Sales Flyer English HighmdeenkNo ratings yet
- Rebar Coupler: Barlock S/CA-Series CouplersDocument1 pageRebar Coupler: Barlock S/CA-Series CouplersHamza AldaeefNo ratings yet
- Edita's Opertionalization StrategyDocument13 pagesEdita's Opertionalization StrategyMaryNo ratings yet
- Micron Interview Questions Summary # Question 1 Parsing The HTML WebpagesDocument2 pagesMicron Interview Questions Summary # Question 1 Parsing The HTML WebpagesKartik SharmaNo ratings yet
- Transparency Documentation EN 2019Document23 pagesTransparency Documentation EN 2019shani ChahalNo ratings yet
- Test & Drain Valve Model 1000Document2 pagesTest & Drain Valve Model 1000saifahmed7No ratings yet
- PCDocument4 pagesPCHrithik AryaNo ratings yet
- Properties of Moist AirDocument11 pagesProperties of Moist AirKarthik HarithNo ratings yet
- 4 Bar LinkDocument4 pages4 Bar LinkConstance Lynn'da GNo ratings yet
- Datasheet Qsfp28 PAMDocument43 pagesDatasheet Qsfp28 PAMJonny TNo ratings yet
- Shahroz Khan CVDocument5 pagesShahroz Khan CVsid202pkNo ratings yet