You might also like
- Astm A420Document6 pagesAstm A420Joffre ValladaresNo ratings yet
- PQR-04 - AWS D1.6D1.6M-2007 Structural Welding Code - Stainless Steel PDFDocument1 pagePQR-04 - AWS D1.6D1.6M-2007 Structural Welding Code - Stainless Steel PDFchandraNo ratings yet
- 6m60 Engine-Sm-Mitsubishi Fd100n Fd120n Fd135n Fd150an Fd160an Forklift Trucks Service RDocument40 pages6m60 Engine-Sm-Mitsubishi Fd100n Fd120n Fd135n Fd150an Fd160an Forklift Trucks Service Rfilesonic100% (1)
- Beech Kit Catalog April 2009Document755 pagesBeech Kit Catalog April 2009Gerardo AltunaNo ratings yet
- 202 1sp 0 Saw Cs CsDocument8 pages202 1sp 0 Saw Cs CskrishimaNo ratings yet
- Spec - WeldingDocument6 pagesSpec - Weldingprasad_kcpNo ratings yet
- Hardox 450 Data SheetDocument2 pagesHardox 450 Data SheetmatthewpincottNo ratings yet
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patelNo ratings yet
- Aisi T 192 Steel Plate Engineering Vol 1 Vol 2Document132 pagesAisi T 192 Steel Plate Engineering Vol 1 Vol 2Ali MkawarNo ratings yet
- Piping Interview Questions-Process Piping CourseDocument4 pagesPiping Interview Questions-Process Piping CourseUnbelievable VideosNo ratings yet
- Brickwork BQ For External WorksDocument9 pagesBrickwork BQ For External WorksKhairul HazwanNo ratings yet
- Welding DefectsDocument13 pagesWelding DefectsVinay Kumar SharmaNo ratings yet
- Lesson 14 WelderQuals - New2Document80 pagesLesson 14 WelderQuals - New2Mohd Syafiq100% (1)
- WPS BhelDocument2 pagesWPS BhelpradhankruhsnaNo ratings yet
- SATR-W-2008 Rev 8 FD-1Document6 pagesSATR-W-2008 Rev 8 FD-1asiqna100% (1)
- Radiographic Film InterpretationDocument5 pagesRadiographic Film Interpretationponnivalavans_994423No ratings yet
- Welder TrainingDocument13 pagesWelder Trainingויליאם סן מרמיגיוסNo ratings yet
- Guidance To Prepare Wps PQR For WeldingDocument1 pageGuidance To Prepare Wps PQR For WeldingHamid MansouriNo ratings yet
- UT Formula SheetDocument2 pagesUT Formula SheetOktayKulNo ratings yet
- Job Hazard Analysis - TubingsDocument9 pagesJob Hazard Analysis - TubingsJayson Escamillan100% (1)
- CIVIL1Document213 pagesCIVIL1kokueiNo ratings yet
- Cycling Tolerance - Natural Circulation Vertical HRSGSDocument10 pagesCycling Tolerance - Natural Circulation Vertical HRSGSdrainer6666No ratings yet
- How To Perform Tack Welding SuccessfullyDocument2 pagesHow To Perform Tack Welding SuccessfullyLucaRoldoNo ratings yet
- List Applicable WPS StructureDocument7 pagesList Applicable WPS StructureFerdie OSNo ratings yet
- Preparation and Control of WeldingDocument3 pagesPreparation and Control of Weldingbalakumar rajaramNo ratings yet
- PWPS WPS CAP 039 PQR 035Document15 pagesPWPS WPS CAP 039 PQR 035GOPINATH KRISHNAN NAIRNo ratings yet
- SNIS UT 578 - Steel PlatesDocument14 pagesSNIS UT 578 - Steel PlatesShailesh DeshmukhNo ratings yet
- PQR Is7307Document1 pagePQR Is7307Tridib Dey100% (1)
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDocument1 pageWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- PAUT of Welds To 2020 AWS D1.1Document5 pagesPAUT of Welds To 2020 AWS D1.1Jackzan Charles100% (1)
- Acceptance Criteria of Weld Defects As Per Different CodesDocument17 pagesAcceptance Criteria of Weld Defects As Per Different CodesdhasdjNo ratings yet
- Service Manual: SV208 SV210 SV212 SV216 Tier 3Document31 pagesService Manual: SV208 SV210 SV212 SV216 Tier 3Angel Ricardo Rodrogiez MalagonNo ratings yet
- How To Carry Out Tack WeldingDocument2 pagesHow To Carry Out Tack WeldingwentropremNo ratings yet
- Welding Inspection Consumables PDFDocument28 pagesWelding Inspection Consumables PDFJoseph PeterNo ratings yet
- Material Traceability ProcedureDocument12 pagesMaterial Traceability Procedureqamar qateebNo ratings yet
- Pickling and Passivation ProcedureDocument3 pagesPickling and Passivation Procedurearun sNo ratings yet
- Painting Specification For Storage Tanks.Document27 pagesPainting Specification For Storage Tanks.Akshat Jain80% (5)
- API 6A RadiographyDocument4 pagesAPI 6A RadiographyminakshissawantNo ratings yet
- 5 GtawDocument45 pages5 GtawPutra Daha PratamaNo ratings yet
- Draft WPSDocument32 pagesDraft WPSAnilkumar G NairNo ratings yet
- 26071-100-M0-M000-00100-002 Standard Drawing For Mechanical Stationary Equipment (Amendment)Document121 pages26071-100-M0-M000-00100-002 Standard Drawing For Mechanical Stationary Equipment (Amendment)Ade FaruroziNo ratings yet
- WPQR SBM 029Document3 pagesWPQR SBM 029HoJienHauNo ratings yet
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 pagesCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNo ratings yet
- Non Destructive Examination Procedures (NDE) Tank 500-TA-008 A/BDocument7 pagesNon Destructive Examination Procedures (NDE) Tank 500-TA-008 A/BNenad TomicNo ratings yet
- Catalogo FMC - Link Belt - Belt Conveyors IdlersDocument124 pagesCatalogo FMC - Link Belt - Belt Conveyors IdlersErich Thomas100% (1)
- ADOR Booklet F Web FDocument132 pagesADOR Booklet F Web FbadesharamkNo ratings yet
- Is 7310 RequirementsDocument4 pagesIs 7310 RequirementsRavichandran Tirupattur SubramaniamNo ratings yet
- Welding Procedure Specification and Procedure Qualification RecordDocument2 pagesWelding Procedure Specification and Procedure Qualification RecordNatdanai NorawanNo ratings yet
- Attachment 22 - (SECL-PIP026) Welding Consumable Issue SlipDocument5 pagesAttachment 22 - (SECL-PIP026) Welding Consumable Issue SlipRjeb mohamedNo ratings yet
- WPS PQR PDFDocument23 pagesWPS PQR PDFAhmad Daniel100% (1)
- Covered Electrodes For Stainless Steel: Avesta Electrodes Product ProgrammeDocument4 pagesCovered Electrodes For Stainless Steel: Avesta Electrodes Product Programmekamals55No ratings yet
- Weld GaugesDocument15 pagesWeld Gaugesraobabar21100% (1)
- Heat Input CalculatorDocument2 pagesHeat Input Calculatormahi1437No ratings yet
- Welder Qualification Follow ASME IX - Part 2 - Essential Variable For Welder Qualification!Document12 pagesWelder Qualification Follow ASME IX - Part 2 - Essential Variable For Welder Qualification!Mahmoud Alwasif100% (2)
- Inspection and Test Plan (ITP) : REFERENCE AWS D1.1 Ed.2015 & Client SpecificationDocument3 pagesInspection and Test Plan (ITP) : REFERENCE AWS D1.1 Ed.2015 & Client SpecificationKhaled GamalNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw SawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityNo ratings yet
- Painting Procedure 4288 Danem 28-04-13Document24 pagesPainting Procedure 4288 Danem 28-04-13Rejoy baby100% (1)
- Voestalpine Heavy Plate TTD ALDUR E 14012013Document13 pagesVoestalpine Heavy Plate TTD ALDUR E 14012013Dragan JerčićNo ratings yet
- CV Painting InsulationDocument3 pagesCV Painting Insulationhamza brahmiNo ratings yet
- Acceptable Grade of Plate Material (API 650)Document1 pageAcceptable Grade of Plate Material (API 650)juantamad02No ratings yet
- Welding Procedure Specification For GTAWDocument9 pagesWelding Procedure Specification For GTAWraja reyhanNo ratings yet
- Is 1570 1Document17 pagesIs 1570 1Raj K Sharma100% (1)
- Heat Input Calculation From WeldingDocument9 pagesHeat Input Calculation From Weldingemmanuilmoulos6339No ratings yet
- ASTM A131 Steel, Grade DDocument1 pageASTM A131 Steel, Grade DjulianmorantesNo ratings yet
- Procedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4Document4 pagesProcedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4tayyabNo ratings yet
- 3g Welder Id FormatDocument6 pages3g Welder Id FormatKrishnan TnNo ratings yet
- Ins-P-021, Long Seam Set UpDocument4 pagesIns-P-021, Long Seam Set UpDeepak100% (1)
- Bs Tech: Electrodes Issue and Return RegisterDocument1 pageBs Tech: Electrodes Issue and Return RegisterRhannie GarciaNo ratings yet
- IRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Document4 pagesIRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Mostafizur RahmanNo ratings yet
- 2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDDocument9 pages2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDSripathi SeetharamanNo ratings yet
- Rei Vol ViDocument111 pagesRei Vol ViDineshNo ratings yet
- Neo Structo Construction Limited Welding Procedure Specifications (WPS) (QW-200.1, SEC IX, ASME Boiler and Pressure Vessel Code)Document6 pagesNeo Structo Construction Limited Welding Procedure Specifications (WPS) (QW-200.1, SEC IX, ASME Boiler and Pressure Vessel Code)rohitbhat2345No ratings yet
- 10 Degree Carb PDFDocument1 page10 Degree Carb PDFShekher NikhilNo ratings yet
- BCACBMDocument1 pageBCACBMShekher NikhilNo ratings yet
- Proforma For Single Wagon Test For Boxnhl For Twin PipeDocument2 pagesProforma For Single Wagon Test For Boxnhl For Twin PipeShekher NikhilNo ratings yet
- BFNS Cheek Sheets JindalDocument13 pagesBFNS Cheek Sheets JindalShekher NikhilNo ratings yet
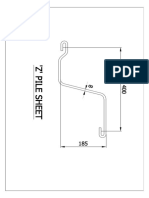
- Z Pile ProfileDocument1 pageZ Pile ProfileShekher NikhilNo ratings yet
- Assey. & Dess - Bogie DrawingDocument1 pageAssey. & Dess - Bogie DrawingShekher NikhilNo ratings yet
- Single Pipe Graduated Release Air Brake System.: Difrence For BTPGLN Wagon Variant - A & B Variant - ADocument3 pagesSingle Pipe Graduated Release Air Brake System.: Difrence For BTPGLN Wagon Variant - A & B Variant - AShekher NikhilNo ratings yet
- Welding Procedure For BOXNR Wagon (WPS)Document8 pagesWelding Procedure For BOXNR Wagon (WPS)Shekher NikhilNo ratings yet
- 07 Beware of Good ParentsDocument3 pages07 Beware of Good ParentsShekher NikhilNo ratings yet
- BCNHL Design e Pipe DRGDocument1 pageBCNHL Design e Pipe DRGShekher NikhilNo ratings yet
- WDM-0001 On 15.6Document174 pagesWDM-0001 On 15.6Shekher NikhilNo ratings yet
- 4264 Erection Offer - 24.12.10Document6 pages4264 Erection Offer - 24.12.10Shekher NikhilNo ratings yet
- Certificate of Excellence: #1 of 36 Things To Do in UjjainDocument15 pagesCertificate of Excellence: #1 of 36 Things To Do in UjjainShekher NikhilNo ratings yet
- BTPGLN 65 MM Plate PDFDocument1 pageBTPGLN 65 MM Plate PDFShekher NikhilNo ratings yet
- Bosths WagonDocument1 pageBosths WagonShekher NikhilNo ratings yet
- BTPGLN 65 MM PlateDocument1 pageBTPGLN 65 MM PlateShekher NikhilNo ratings yet
- Gerenal Item Bu ItemDocument3 pagesGerenal Item Bu ItemShekher NikhilNo ratings yet
- Offset Curve ModelDocument1 pageOffset Curve ModelShekher NikhilNo ratings yet
- DB Schenker Rail Flyer SteelSolutionDocument2 pagesDB Schenker Rail Flyer SteelSolutionShekher NikhilNo ratings yet
- DUCT (DRG - NO. 1-48-462-40878) Item No Description Length Width Thick Qty. PLATE 7mmDocument17 pagesDUCT (DRG - NO. 1-48-462-40878) Item No Description Length Width Thick Qty. PLATE 7mmShekher NikhilNo ratings yet
- BTPN Store PDocument2 pagesBTPN Store PShekher NikhilNo ratings yet
- Way Wise AreaDocument2 pagesWay Wise AreaShekher NikhilNo ratings yet
- Bobyn WagonDocument1 pageBobyn WagonShekher NikhilNo ratings yet
- Comp. Bost WagonDocument1 pageComp. Bost WagonShekher NikhilNo ratings yet
- 4264 Supply OfferDocument7 pages4264 Supply OfferShekher NikhilNo ratings yet
- WD-12027-S-16 ModelDocument1 pageWD-12027-S-16 ModelShekher NikhilNo ratings yet
- Bobsn Rivet ListDocument2 pagesBobsn Rivet ListShekher NikhilNo ratings yet
- List of Bending FixturesDocument2 pagesList of Bending FixturesShekher NikhilNo ratings yet
- List of Bought Out Compt.Document5 pagesList of Bought Out Compt.Shekher NikhilNo ratings yet
- Plastic Welder Manual 96464Document12 pagesPlastic Welder Manual 96464kshwookNo ratings yet
- Hy Safe Fab Posts and Tie Backs With SpecificsDocument4 pagesHy Safe Fab Posts and Tie Backs With SpecificsabheypriyaNo ratings yet
- Stainless Steel - Grade 304Document4 pagesStainless Steel - Grade 304RektaNo ratings yet
- Analysis of A Welding AccidentDocument7 pagesAnalysis of A Welding AccidentMario SanchoNo ratings yet
- Wi Insp 01 Pressure VesselDocument5 pagesWi Insp 01 Pressure VesselSamir ChaudharyNo ratings yet
- Dahan: Hammerhead Crane IntroductionDocument20 pagesDahan: Hammerhead Crane IntroductionDahanTowerCraneNo ratings yet
- Celwel - 60 (Adore Electrodes)Document1 pageCelwel - 60 (Adore Electrodes)Harish KandollaNo ratings yet
- Omicron/Tekton Construction Joint VentureDocument3 pagesOmicron/Tekton Construction Joint VentureRalph GalvezNo ratings yet
- Manufacturing Process & Materials Technology PDFDocument2 pagesManufacturing Process & Materials Technology PDFraumil123759050% (2)
- Indra: For ConstructionDocument25 pagesIndra: For Constructionsumit kumarNo ratings yet
- Lab Manual Manufacturing Proccesses IIDocument80 pagesLab Manual Manufacturing Proccesses IIEntertainment Club100% (1)
- 49 Code of Federal Regulations 192Document158 pages49 Code of Federal Regulations 192milemonster451No ratings yet
- AWS Groove Weld Test Prameters 1 PDFDocument2 pagesAWS Groove Weld Test Prameters 1 PDFHoque AnamulNo ratings yet
- Hyundai Robot OverviewDocument8 pagesHyundai Robot OverviewAlces VNo ratings yet
- LabManual MDID2016 2016 02 24 16 29 36Document23 pagesLabManual MDID2016 2016 02 24 16 29 36Rajat MehtaNo ratings yet
- Fatigue in The Shell of A Conveyor Drum: Ch. Affolter, G. Piskoty, R. Koller, M. Zgraggen, T.F. Ru TtiDocument15 pagesFatigue in The Shell of A Conveyor Drum: Ch. Affolter, G. Piskoty, R. Koller, M. Zgraggen, T.F. Ru TtiSamir KulkarniNo ratings yet