You might also like
- Design and behaviour of jib cranesDocument20 pagesDesign and behaviour of jib cranesdicktracy1180% (5)
- Actual Suction Volume VS Discharge Pressure - Comp Selection Map PDFDocument5 pagesActual Suction Volume VS Discharge Pressure - Comp Selection Map PDFRachan EngchanilNo ratings yet
- G1 DTV Service Manual - Draft 2013-8-23Document89 pagesG1 DTV Service Manual - Draft 2013-8-23Rachan EngchanilNo ratings yet
- Design and Fabrication of Engine Powered Two Rows Rice Transplanting MachineDocument69 pagesDesign and Fabrication of Engine Powered Two Rows Rice Transplanting MachineRachan EngchanilNo ratings yet
- Parts List SpreadsheetDocument4 pagesParts List SpreadsheetRachan EngchanilNo ratings yet
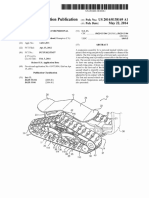
- Suspension Assembly for Personal Tracked VehiclesDocument20 pagesSuspension Assembly for Personal Tracked VehiclesRachan EngchanilNo ratings yet
- References Cited - I'he Plantlholdier Lwill Acfelerate The Seedling GlantsDocument11 pagesReferences Cited - I'he Plantlholdier Lwill Acfelerate The Seedling GlantsRachan EngchanilNo ratings yet
- Submersible Motors: Application - Installation - MaintenanceDocument59 pagesSubmersible Motors: Application - Installation - MaintenanceRizky HardyNo ratings yet
- BLN 9884Document24 pagesBLN 9884Rachan EngchanilNo ratings yet
- Hydraulic Systems 1665 GordDocument32 pagesHydraulic Systems 1665 GordsendilakNo ratings yet
- Fee Jee PMFM47Document7 pagesFee Jee PMFM47Jim100% (3)
- Fee Jee PMFM47Document7 pagesFee Jee PMFM47Jim100% (3)
- White Paper On Liquid Hydrocarbon Drop Out in Natural Gas InfrastructureDocument30 pagesWhite Paper On Liquid Hydrocarbon Drop Out in Natural Gas InfrastructureHans MuellerNo ratings yet
- Handout3 3Document19 pagesHandout3 3Rachan EngchanilNo ratings yet
- Ranhill Worley: Amerada Hess (Thailand) LimitedDocument18 pagesRanhill Worley: Amerada Hess (Thailand) LimitedRachan EngchanilNo ratings yet
- ABCDocument34 pagesABCRachan EngchanilNo ratings yet
- Gas Plant Reliability Trip Analysis Quick ToolDocument5 pagesGas Plant Reliability Trip Analysis Quick ToolRachan EngchanilNo ratings yet
- 5 Ron Cohen Thailand Compatibility ModeDocument44 pages5 Ron Cohen Thailand Compatibility ModeRachan EngchanilNo ratings yet
- Operability WhitePaper Ver2.0Document39 pagesOperability WhitePaper Ver2.0Rachan EngchanilNo ratings yet
- ValerusDocument63 pagesValerusRachan EngchanilNo ratings yet
- Layer of Protection 2011Document48 pagesLayer of Protection 2011Rachan EngchanilNo ratings yet
- Line Pack CalculationDocument7 pagesLine Pack CalculationRachan EngchanilNo ratings yet
- BasicsDocument20 pagesBasicsRachan EngchanilNo ratings yet
- Anti-Surge Control ConceptsDocument6 pagesAnti-Surge Control ConceptsJose Gustavo Robles MoralesNo ratings yet
- Industries Du Pétrole Et Du Gaz Naturel - Estimation Des Coûts Globaux de Production Et de TraitementDocument64 pagesIndustries Du Pétrole Et Du Gaz Naturel - Estimation Des Coûts Globaux de Production Et de TraitementGeert Henk WijnantsNo ratings yet
- 01 PetrobrasDocument13 pages01 PetrobrasRachan Engchanil100% (1)
- 64.029 Surplus, Salvage and Scrap Material 64.029.1 General InformationDocument12 pages64.029 Surplus, Salvage and Scrap Material 64.029.1 General InformationRachan EngchanilNo ratings yet
- MP ProjDesignCheckDocument175 pagesMP ProjDesignCheckRachan Engchanil100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 4 Throttles' Vacuum From Toyota Corolla Levin AE101 4A-GE 20vDocument6 pages4 Throttles' Vacuum From Toyota Corolla Levin AE101 4A-GE 20vTobyNo ratings yet
- YHZS75 Mobile Concrete Mixing Plant - (220V-60HZ)Document5 pagesYHZS75 Mobile Concrete Mixing Plant - (220V-60HZ)DelioNo ratings yet
- Snowmobile Maintenance GuideDocument643 pagesSnowmobile Maintenance GuideSteven Antonio100% (5)
- Transmission Fluid and Filter Service Recommendations (Allison TES-439) PDFDocument7 pagesTransmission Fluid and Filter Service Recommendations (Allison TES-439) PDFAnibal Rios100% (1)
- Instructions:: Gujarat Technological UniversityDocument2 pagesInstructions:: Gujarat Technological UniversityKislay ChoudharyNo ratings yet
- TM 5-3805-255-14 Ihc Model 100CDocument1,460 pagesTM 5-3805-255-14 Ihc Model 100CAdvocate100% (2)
- Courses Semester II 2019-20: Course Title LPU SEC NODocument125 pagesCourses Semester II 2019-20: Course Title LPU SEC NOAnjumaNo ratings yet
- Install Mav (Atlantis) Washer InstructionsDocument9 pagesInstall Mav (Atlantis) Washer InstructionsandyvtranNo ratings yet
- Fire Test Report: ANSI/API Standard 607, 6th Edition, 2010 ISO 10497: 2010Document16 pagesFire Test Report: ANSI/API Standard 607, 6th Edition, 2010 ISO 10497: 2010jamil voraNo ratings yet
- The Extended Rayleigh-Ritz Method For An Analysis of Nonlinear VibrationsDocument7 pagesThe Extended Rayleigh-Ritz Method For An Analysis of Nonlinear VibrationsGuilherme NagaeNo ratings yet
- Shot Blasting Machines: Laser PeeningDocument2 pagesShot Blasting Machines: Laser Peeningrahul srivastavaNo ratings yet
- Re 79093Document4 pagesRe 79093Anonymous lIJl27QBXLNo ratings yet
- Morgana Digifold Service ManualDocument55 pagesMorgana Digifold Service Manualpfequip100% (1)
- Mr150 MaintenanceDocument28 pagesMr150 Maintenancesh.rsrcsNo ratings yet
- Parts List for Vacuum Systems with Location, Brand and Model DetailsDocument68 pagesParts List for Vacuum Systems with Location, Brand and Model DetailsJose Gregorio Lira SerranoNo ratings yet
- Winters FluidpowerDocument8 pagesWinters FluidpowerJOSE DEL CARMEN TOLEDONo ratings yet
- Preliminary Heat Exchanger Sizing: These Calculations Are Provided For Educational Use Only - USE AT YOUR OWN RISKDocument4 pagesPreliminary Heat Exchanger Sizing: These Calculations Are Provided For Educational Use Only - USE AT YOUR OWN RISKRaol VarshabenNo ratings yet
- Farm Electrification Guide for Efficient Irrigation and MechanizationDocument23 pagesFarm Electrification Guide for Efficient Irrigation and MechanizationSushant YadavNo ratings yet
- QB. PPDocument15 pagesQB. PPRajib MandalNo ratings yet
- 27 - Iwcf Ss Sample Questions - AnswersDocument9 pages27 - Iwcf Ss Sample Questions - Answersshoaib Khalil100% (1)
- Experienciasd en La Inspeccion de Calentadores de Aceite Termico Segun API RP573Document10 pagesExperienciasd en La Inspeccion de Calentadores de Aceite Termico Segun API RP573edgarmerchanNo ratings yet
- Hydrodynamic or Full Fluid Film LubricationDocument59 pagesHydrodynamic or Full Fluid Film LubricationAbhishek Singh ChauhanNo ratings yet
- PACCAR MX Engine Reference Sheet PDFDocument2 pagesPACCAR MX Engine Reference Sheet PDFMalique ChamauneNo ratings yet
- SP-2156 Non Metallic PipesDocument24 pagesSP-2156 Non Metallic Pipesqaiser100% (1)
- Powerplant Quizlet 492Document63 pagesPowerplant Quizlet 492Jecah Angelu S. SaquianNo ratings yet
- 455zx - Brochure PDFDocument16 pages455zx - Brochure PDFDhru Ti100% (1)
- FoamDocument23 pagesFoamSam JoseNo ratings yet
- Chevrolet 327 V8 Engine Rebuild ManualDocument120 pagesChevrolet 327 V8 Engine Rebuild ManualAlissa Davis0% (1)
- 2019 - Shen Et Al - Two and Three Dimensional Numerical Analyses of Geosynthetic Reinforced Soil GRS Piers PDFDocument17 pages2019 - Shen Et Al - Two and Three Dimensional Numerical Analyses of Geosynthetic Reinforced Soil GRS Piers PDFTomaz TurcarelliNo ratings yet
- P2-805 - Parts - 2011Document73 pagesP2-805 - Parts - 2011Centrifugal SeparatorNo ratings yet