You might also like
- Snap Fit Calculations W Friction - For Base Housing and LidDocument20 pagesSnap Fit Calculations W Friction - For Base Housing and Lidsachoo17No ratings yet
- Robot Chassis and Drivetrain FundamentalsDocument65 pagesRobot Chassis and Drivetrain Fundamentalss.b.v.seshagiri1407No ratings yet
- Heat and Mass Transfer Guia ARTICULOSDocument240 pagesHeat and Mass Transfer Guia ARTICULOSCarlos MartínezNo ratings yet
- Estimating Vertical Drag On Helicopter Fuselage During HoveringDocument7 pagesEstimating Vertical Drag On Helicopter Fuselage During HoveringPeter IjaramendiNo ratings yet
- CATIA V5 Tutorials: Mechanism Design & AnimationDocument36 pagesCATIA V5 Tutorials: Mechanism Design & AnimationValentinNo ratings yet
- Enovia SmarteamDocument51 pagesEnovia Smarteamhassan wasti100% (1)
- 2d Curve DigitizingDocument2 pages2d Curve DigitizingMark Hauser100% (1)
- Aircrfaft Reciprocating Engine Mock UpDocument13 pagesAircrfaft Reciprocating Engine Mock Upmamaadam02100% (1)
- Powerpoint Design and Graphics: English 3153: Tuesday, April 26, 2016Document14 pagesPowerpoint Design and Graphics: English 3153: Tuesday, April 26, 2016AlexNo ratings yet
- GD&T TipsDocument2 pagesGD&T TipsNaveen Kumar MadasettyNo ratings yet
- CatiaDocument70 pagesCatiaScarman21100% (5)
- FAA Review of Construction Plans and SpecificationsDocument11 pagesFAA Review of Construction Plans and SpecificationsAnonymous vh1f95o8No ratings yet
- Fourier Transforms - Approach To Scientific PrinciplesDocument482 pagesFourier Transforms - Approach To Scientific Principlesapjena100% (1)
- Engineering - Metalworking - Lathe - Turning II - EITB Instruction ManualDocument100 pagesEngineering - Metalworking - Lathe - Turning II - EITB Instruction ManualtherobroyNo ratings yet
- Stresses Around Re 00 Kun SDocument256 pagesStresses Around Re 00 Kun SManda Ramesh Babu100% (1)
- Tutorial Fluent (Dados NETO)Document216 pagesTutorial Fluent (Dados NETO)Suellen Freire Rigatto100% (1)
- General Design Principles For Molding Considerations PDFDocument10 pagesGeneral Design Principles For Molding Considerations PDFPrabhu MohanNo ratings yet
- Muhammad Ridzuan Bin Amir Mohd Aizuddin Bin Hassanuddin Muhamad Fikri Bin OmarDocument16 pagesMuhammad Ridzuan Bin Amir Mohd Aizuddin Bin Hassanuddin Muhamad Fikri Bin OmarAfiq ZaabaNo ratings yet
- Design Considerations: The Centerline-Thrust IssueDocument4 pagesDesign Considerations: The Centerline-Thrust Issueabit1962No ratings yet
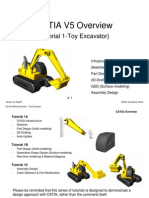
- Tut01 e ExcavatorDocument85 pagesTut01 e Excavatoralexandreabs100% (1)
- Machining Operations-: Cycle TimeDocument25 pagesMachining Operations-: Cycle Timenurul_mohamed_10No ratings yet
- Defect CharterDocument3 pagesDefect CharterDivya MuthannaNo ratings yet
- Bracket DrawingDocument1 pageBracket DrawingdhareeshNo ratings yet
- EF2260 ThermalDocument48 pagesEF2260 ThermaliordacheNo ratings yet
- Additive Manufacturing: Presented by Nazma AmrinDocument23 pagesAdditive Manufacturing: Presented by Nazma AmrinSai SrinivasNo ratings yet
- Drafting FundamentalsDocument828 pagesDrafting FundamentalsArun KumarNo ratings yet
- Project Engineer ResumeDocument8 pagesProject Engineer Resumeqrhxvwljg100% (1)
- Anki - Friendly, Intelligent FlashcardsDocument9 pagesAnki - Friendly, Intelligent FlashcardsdocwavyNo ratings yet
- Mat mt11050 GDocument362 pagesMat mt11050 Gandreeaoana45No ratings yet
- Intro and Course FlowDocument11 pagesIntro and Course FlowRushikesh HarkalNo ratings yet
- Generalitati Mold DesignDocument9 pagesGeneralitati Mold DesignStefan VladNo ratings yet
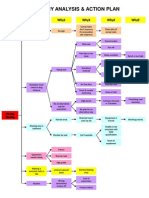
- Why-Why Analysis & Action Plan: Why5 Why4 Why3 Why2 Why1Document1 pageWhy-Why Analysis & Action Plan: Why5 Why4 Why3 Why2 Why1Adjat AbdurojakNo ratings yet
- Snap FitDocument8 pagesSnap FitdilipbangaruNo ratings yet
- Evaluation of Ground Effect On The Drag On An HPV Fairing Using CFDDocument184 pagesEvaluation of Ground Effect On The Drag On An HPV Fairing Using CFDVyssionNo ratings yet
- CATIA V5 Fundamentals PDFDocument3 pagesCATIA V5 Fundamentals PDFHarshitNo ratings yet
- Plastic Fasteners Welding BondingDocument28 pagesPlastic Fasteners Welding BondingcfcshakerNo ratings yet
- NX NF TipsUndTricksDocument12 pagesNX NF TipsUndTricksThilo Breitsprecher100% (1)
- Sheetmetal Design GuidelinesDocument5 pagesSheetmetal Design GuidelinesVikram Borkhediya0% (1)
- Celstran Injection Molding PDFDocument28 pagesCelstran Injection Molding PDFizham911No ratings yet
- GDT ExamplesDocument17 pagesGDT ExamplesAjithNo ratings yet
- V-G Flutter AnalysisDocument5 pagesV-G Flutter AnalysisAhmad ShaqeerNo ratings yet
- Extreme Rhyming Poetry: Over 400 Inspirational Poems of Wit, Wisdom, and Humor (Five Books in One)From EverandExtreme Rhyming Poetry: Over 400 Inspirational Poems of Wit, Wisdom, and Humor (Five Books in One)No ratings yet