You might also like
- Toilet ChecklistDocument32 pagesToilet ChecklistP. MaheswaranNo ratings yet
- APQP Process Ensures Supplier Quality PlanningDocument4 pagesAPQP Process Ensures Supplier Quality PlanningKristof MCNo ratings yet
- Customer Feedback Form: Best Good Needs Improve MentDocument2 pagesCustomer Feedback Form: Best Good Needs Improve Mentavinash_k007No ratings yet
- Fabrication Work ShopDocument2 pagesFabrication Work ShopcilacapNo ratings yet
- SOP of SOPDocument6 pagesSOP of SOPRajarshi PatelNo ratings yet
- Al PSW FormatDocument2 pagesAl PSW Formatabhayjha1988No ratings yet
- BPFCH-QAD-04 BUSINESS PROCESS FLOW FOR CUSTOMER SERVICEDocument55 pagesBPFCH-QAD-04 BUSINESS PROCESS FLOW FOR CUSTOMER SERVICEChay CruzNo ratings yet
- Fire Earthquake Safety TrainingDocument18 pagesFire Earthquake Safety TrainingTan Tok Hoi0% (1)
- 6.customer Complaint RegisterDocument1 page6.customer Complaint Registerprod415No ratings yet
- Internal Rejection LevelDocument1 pageInternal Rejection LevelISO CERTIFICATION-ROHSNo ratings yet
- ERP vs actual production reportDocument8 pagesERP vs actual production reportIam EshwarNo ratings yet
- 5S Audit Sheets NEWDocument2 pages5S Audit Sheets NEWManu SharmaNo ratings yet
- Roles and responsibilities of a Business Head in different areas like business, distribution, people, market, analysis and financeDocument24 pagesRoles and responsibilities of a Business Head in different areas like business, distribution, people, market, analysis and financeUlhas KavathekarNo ratings yet
- COPQ SpreadsheetDocument7 pagesCOPQ Spreadsheetapi-3835934No ratings yet
- Production KRADocument30 pagesProduction KRApooja paliwalNo ratings yet
- Preventive Maintenace RecordDocument47 pagesPreventive Maintenace RecordArunPrakash JNo ratings yet
- CTC break-up calculation for annual salary of Rs. 38800Document2 pagesCTC break-up calculation for annual salary of Rs. 38800aruunstalinNo ratings yet
- Excel Formulas RevisedDocument36 pagesExcel Formulas Revisedysatyanarayana_mbaNo ratings yet
- Why analysis root cause manufacturing defectsDocument4 pagesWhy analysis root cause manufacturing defectsmaulikgadaraNo ratings yet
- Measuring Instruments Calibration RecordsDocument27 pagesMeasuring Instruments Calibration RecordsKumaravelNo ratings yet
- Office Maintenance Schedule for Cleaning and UpkeepDocument1 pageOffice Maintenance Schedule for Cleaning and UpkeepHoudaifaNo ratings yet
- 1-Problem SolvingDocument8 pages1-Problem SolvingAnkur DhirNo ratings yet
- 7 QC Tools: Training Module OnDocument38 pages7 QC Tools: Training Module OnSomnath BanerjeeNo ratings yet
- Quality Assurance ProceduresDocument36 pagesQuality Assurance ProceduresfeminindiaNo ratings yet
- OBSC Production ReportDocument5 pagesOBSC Production ReportOBSC PerfectionNo ratings yet
- Daily Maintenance SheetDocument6 pagesDaily Maintenance Sheetabhishek rathoreNo ratings yet
- Aubf LabDocument99 pagesAubf Labhinata shoyoNo ratings yet
- Objectives (2019 20)Document2 pagesObjectives (2019 20)Sekar KrishNo ratings yet
- Tide Water Oil Co. weighing scale specsDocument3 pagesTide Water Oil Co. weighing scale specsRajeev BiswasNo ratings yet
- Operation Manual Envasadora Automatica JX021-1 Powder Packaging MachineDocument36 pagesOperation Manual Envasadora Automatica JX021-1 Powder Packaging MachineCirilo Garfias Contreras100% (1)
- 6.4 Basic Shipboard FirefightingDocument18 pages6.4 Basic Shipboard FirefightingJoeNo ratings yet
- Week 35 - EHS Roles & ResponsibilitiesDocument1 pageWeek 35 - EHS Roles & Responsibilitiespl_rajaNo ratings yet
- Capricorn DHP Process Flow Chart NewDocument3 pagesCapricorn DHP Process Flow Chart NewmuralivijayNo ratings yet
- 10 Supplier Sampling GEN IP1001 10-11-13Document8 pages10 Supplier Sampling GEN IP1001 10-11-13budi_alamsyahNo ratings yet
- AnnuallyDocument70 pagesAnnuallyFloreidNo ratings yet
- 49-Other Quality Tools-5 WhysDocument4 pages49-Other Quality Tools-5 WhysAnkur DhirNo ratings yet
- Production Capacity TemplateDocument2 pagesProduction Capacity TemplatepchakkrapaniNo ratings yet
- Front Office & Guest Safety Security SystemsDocument11 pagesFront Office & Guest Safety Security SystemsPrabhjot SinghNo ratings yet
- 3.Bfp BasicsDocument53 pages3.Bfp BasicsVimarie TahendungNo ratings yet
- Question & AnswerDocument5 pagesQuestion & AnswerSandeep Kumar100% (1)
- Chemistry of FireDocument45 pagesChemistry of FireDéspoina BrieNo ratings yet
- 15 Small Battery Certification PDFDocument11 pages15 Small Battery Certification PDFdarkestmatterNo ratings yet
- Process Map - Accounts ReveivableDocument4 pagesProcess Map - Accounts ReveivableOlumide AmbaliNo ratings yet
- Creed Review Center Offers Comprehensive Fire Investigation TrainingDocument13 pagesCreed Review Center Offers Comprehensive Fire Investigation TrainingHanimah Dimaocor100% (1)
- Readiness Review: ISO RevisionsDocument6 pagesReadiness Review: ISO RevisionsAnkur DhirNo ratings yet
- Master list of YI-ID quality proceduresDocument1 pageMaster list of YI-ID quality proceduresFendiNo ratings yet
- Roles & Responsibilities:-Induction & Joining Formalities:: Key Result Areas (Kras)Document4 pagesRoles & Responsibilities:-Induction & Joining Formalities:: Key Result Areas (Kras)sumitvfx87No ratings yet
- Employees Performance SheetDocument7 pagesEmployees Performance SheetMuhammad FarhanNo ratings yet
- Supplier Quality Manual-PWSIL - Rev. 01 Dt.20-12-2017Document21 pagesSupplier Quality Manual-PWSIL - Rev. 01 Dt.20-12-2017ilayaraja MKNo ratings yet
- MRM PPT - HR 13.08.2022Document14 pagesMRM PPT - HR 13.08.2022HA PLNo ratings yet
- Sop For SopDocument11 pagesSop For SopMorsad AnamNo ratings yet
- Management Information System ReportDocument8 pagesManagement Information System ReportrajyalakshmiNo ratings yet
- 7 QC Tools Training PDFDocument40 pages7 QC Tools Training PDFMuhammad Atique TipuNo ratings yet
- SOP of MachinesDocument2 pagesSOP of MachinesSangram Kandekar100% (1)
- 5S Organization ChartDocument1 page5S Organization Chartrishi gautam100% (1)
- KRA Form IndividualDocument2 pagesKRA Form Individualknowme73No ratings yet
- AE-QA-02 - First Piece Inspection ReportDocument1 pageAE-QA-02 - First Piece Inspection ReportKarthi ThiyagarajanNo ratings yet
- JH SheetDocument6 pagesJH SheetAshish parmRNo ratings yet
- Compliance ChecklistDocument2 pagesCompliance ChecklistMakim ThakurNo ratings yet
- Supplier Selection CriteriaDocument5 pagesSupplier Selection CriteriaUmer BalochNo ratings yet
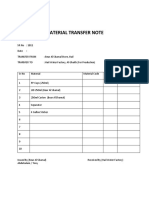
- MTN-Bear Al Shamal to Hail Water FactoryDocument1 pageMTN-Bear Al Shamal to Hail Water Factorytonyvgeorge100% (1)
- Haryana Govt E-Challan for Fees PaymentDocument1 pageHaryana Govt E-Challan for Fees PaymentAmit KumarNo ratings yet
- Process Flowchart - Gadget SamyakDocument9 pagesProcess Flowchart - Gadget SamyakVinay BhandariNo ratings yet
- Vendor Registration FormDocument2 pagesVendor Registration FormmarksahaNo ratings yet
- 08 HFSC Personal Hygiene Checklist 2019 PDFDocument1 page08 HFSC Personal Hygiene Checklist 2019 PDFRobin100% (1)
- Checklist For OHSAS Audits For A Manufacturing PlantDocument1 pageChecklist For OHSAS Audits For A Manufacturing PlantC P ChandrasekaranNo ratings yet
- Employee Disciplinary Action FormDocument1 pageEmployee Disciplinary Action FormAndi YanuarNo ratings yet
- Manual for sandblasting machineDocument9 pagesManual for sandblasting machineKamel NaitNo ratings yet
- CNC Lathe Machine: Meteorology & Machining LabDocument4 pagesCNC Lathe Machine: Meteorology & Machining LabSumit JadhavNo ratings yet
- Ferastrau Circular Cs315l - NeutrDocument21 pagesFerastrau Circular Cs315l - NeutrManuela CristeaNo ratings yet
- Penetrometer MANUALDocument4 pagesPenetrometer MANUALafzal baigNo ratings yet
- The B2 Air Hand-Held De-Burring System: Manual For Operating The EquipmentDocument15 pagesThe B2 Air Hand-Held De-Burring System: Manual For Operating The EquipmentbulentNo ratings yet
- FlowchartDocument2 pagesFlowchartAnkur DhirNo ratings yet
- An Overview of 7 QC Tools and Quality ManagementDocument3 pagesAn Overview of 7 QC Tools and Quality ManagementAnkur DhirNo ratings yet
- 5 S of Lean PosterDocument1 page5 S of Lean PosterAnkur DhirNo ratings yet
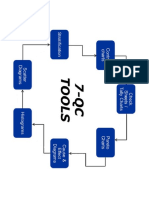
- 7 QC ToolDocument1 page7 QC ToolAnkur DhirNo ratings yet
- Seven QC Tools Tool #7: Stratification: Lesson StructureDocument2 pagesSeven QC Tools Tool #7: Stratification: Lesson StructureAnkur DhirNo ratings yet
- 412-Other Tools-Criteria RatingDocument6 pages412-Other Tools-Criteria RatingAnkur DhirNo ratings yet
- Measure Performance Framework GuideDocument9 pagesMeasure Performance Framework GuideAnkur DhirNo ratings yet
- 413-Other Tools-Control PlanDocument8 pages413-Other Tools-Control PlanAnkur DhirNo ratings yet
- 36-7QC Tools-Scatter DiagramDocument6 pages36-7QC Tools-Scatter DiagramAnkur DhirNo ratings yet
- 410-Other Quality tools-ProcessFlowDocument6 pages410-Other Quality tools-ProcessFlowAnkur DhirNo ratings yet
- The Magic of Self-Directed Work Teams: A Case Study in Courage and Culture ChangeDocument120 pagesThe Magic of Self-Directed Work Teams: A Case Study in Courage and Culture ChangeHassen TalebNo ratings yet
- Lesson 4: Other Quality Tools Tool #8: BrainstormingDocument4 pagesLesson 4: Other Quality Tools Tool #8: BrainstormingAnkur DhirNo ratings yet
- Seven QC Tools Tool #5: Part 1-Run ChartDocument6 pagesSeven QC Tools Tool #5: Part 1-Run ChartAnkur DhirNo ratings yet
- Seven QC Tools Tool #4: Pareto ChartDocument6 pagesSeven QC Tools Tool #4: Pareto ChartAnkur DhirNo ratings yet
- IRIS Beyond ISO 9001 - HandoutDocument83 pagesIRIS Beyond ISO 9001 - HandoutAnkur DhirNo ratings yet
- Lesson 3: Seven QC Tools Tool #3: Cause & Effect DiagramDocument6 pagesLesson 3: Seven QC Tools Tool #3: Cause & Effect DiagramAnkur DhirNo ratings yet
- XII-Physics SQP 2018-19 PDFDocument8 pagesXII-Physics SQP 2018-19 PDFNikhil singhNo ratings yet
- PDF PDFDocument2 pagesPDF PDFRajesh Kumar ModgilNo ratings yet
- Work Cells and Cellular ManufacturingDocument25 pagesWork Cells and Cellular ManufacturingSupriya ChaNo ratings yet
- E Book PerformanceDocument396 pagesE Book PerformanceAnkur DhirNo ratings yet
- IM 002 - IMS Internal Auditor Training: Making Our World SaferDocument1 pageIM 002 - IMS Internal Auditor Training: Making Our World SaferAnkur DhirNo ratings yet
- Social Responsibility and Performance ExcellenceDocument4 pagesSocial Responsibility and Performance ExcellenceAnkur DhirNo ratings yet
- Lean Coffee Table Book 8 - 18-5-2k18Document48 pagesLean Coffee Table Book 8 - 18-5-2k18Ankur DhirNo ratings yet
- Reinventing ExcellenceDocument7 pagesReinventing ExcellenceAnkur DhirNo ratings yet
- ISO 9001 Auditing Practices Group Guidance On:: Adding ValueDocument6 pagesISO 9001 Auditing Practices Group Guidance On:: Adding ValueJohn RajeshNo ratings yet
- NethrDocument12 pagesNethrDadaNo ratings yet
- Phoenix Market City Fire Safety Project ReportDocument70 pagesPhoenix Market City Fire Safety Project ReportSujitNo ratings yet
- Fire Safety & Fire Extinguisher UseDocument16 pagesFire Safety & Fire Extinguisher Usenarayananks1No ratings yet
- Emergency ProceduresDocument30 pagesEmergency ProceduresVLONENo ratings yet
- Fire Tech Review NotesDocument12 pagesFire Tech Review NotesJames BugayongNo ratings yet
- Fire Safety k3Document33 pagesFire Safety k3Armanda FirmansyahNo ratings yet
- Fire Protection Systems: Continuing Education From Plumbing Systems & DesignDocument25 pagesFire Protection Systems: Continuing Education From Plumbing Systems & DesignKyi TharNo ratings yet
- Information On Safety and Hazard Control Practices and Procedures On A Vessel IsDocument25 pagesInformation On Safety and Hazard Control Practices and Procedures On A Vessel IsAshley FernandesNo ratings yet
- Workshop Safety RulesDocument42 pagesWorkshop Safety RulesJpricarioNo ratings yet
- Fire HazardDocument36 pagesFire HazardJerichoNo ratings yet
- Fire Safety EssentialsDocument29 pagesFire Safety EssentialsGadde NarendraNo ratings yet
- Fire Watcher& Safety WatcherDocument6 pagesFire Watcher& Safety WatcherFarman ShaikhNo ratings yet
- Theory of Fire On BoardDocument69 pagesTheory of Fire On BoardnadiramaharaniNo ratings yet
- Recurrent Training For Cabin Crew Ed 03 Rev 01Document76 pagesRecurrent Training For Cabin Crew Ed 03 Rev 01Caun NicoletaNo ratings yet
- Fire Extinguisher Classes - CanadaDocument2 pagesFire Extinguisher Classes - CanadamuruganandamdesinghNo ratings yet
- Fire Safety Presentation (Modified) 2010Document34 pagesFire Safety Presentation (Modified) 2010SajidaNo ratings yet
- Safety Book-RevisedDocument12 pagesSafety Book-RevisedFardeen KhanNo ratings yet
- Fire Micz Crim Review PDFDocument101 pagesFire Micz Crim Review PDFJovie MasongsongNo ratings yet
- EMSA Study on Reducing Fire Risks on Ro-Ro Passenger ShipsDocument146 pagesEMSA Study on Reducing Fire Risks on Ro-Ro Passenger ShipsanujNo ratings yet
- Firefighting Equipment SpecificationsDocument11 pagesFirefighting Equipment SpecificationsMitalee KondeNo ratings yet
- Service Manual: Loncin Motor Co., LTDDocument63 pagesService Manual: Loncin Motor Co., LTDcompact grainNo ratings yet
- Fire Extinguisher GuideDocument11 pagesFire Extinguisher GuideSamuelNo ratings yet
- Proper Handling and Storage of ChemicalsDocument54 pagesProper Handling and Storage of ChemicalsQais AlzamelNo ratings yet