You might also like
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Wear Analysis of Hard Faced Agricultural Equipment - Doc FFDocument15 pagesWear Analysis of Hard Faced Agricultural Equipment - Doc FFSunil BasavarajuNo ratings yet
- FLENDER Standard Couplings MD10 1 Complete English 2015 OhneKdAnschr KDocument278 pagesFLENDER Standard Couplings MD10 1 Complete English 2015 OhneKdAnschr KJuan OportoNo ratings yet
- Speed Control of Steel Rolling Mill Using Neural Network: January 2006Document6 pagesSpeed Control of Steel Rolling Mill Using Neural Network: January 2006Pranati MishraNo ratings yet
- Mill Introduction 170616Document37 pagesMill Introduction 170616Kadala MadhuriNo ratings yet
- Product Description Wire RodDocument3 pagesProduct Description Wire RodEngr Farrukh RehanNo ratings yet
- Application - Cast Iron RepairDocument16 pagesApplication - Cast Iron RepairAnonymous L0ChmPGNo ratings yet
- Complete CatalogDocument651 pagesComplete CatalogFernando EscriváNo ratings yet
- 6HI Reversible Cold Rolling 1350 MM, 550 MPM: Client: PLASTOCHEM India Pvt. LTDDocument58 pages6HI Reversible Cold Rolling 1350 MM, 550 MPM: Client: PLASTOCHEM India Pvt. LTDSANTOSH TIWARINo ratings yet
- Withdrawal Speed Bott Withdrawal Speed Mould Oscillator Speed RDB Speed 986.7151956324Document6 pagesWithdrawal Speed Bott Withdrawal Speed Mould Oscillator Speed RDB Speed 986.7151956324Deepak Sharma100% (2)
- JSPL Product BrochureDocument22 pagesJSPL Product BrochureNishant MahajanNo ratings yet
- Asp Project ReportDocument17 pagesAsp Project ReportADARSH SINGHNo ratings yet
- Flender Geared Units PDFDocument10 pagesFlender Geared Units PDFYorkistNo ratings yet
- Cold Forming Glossary of Terms PDFDocument17 pagesCold Forming Glossary of Terms PDFLuis LujanoNo ratings yet
- 12 Integrated SteelDocument16 pages12 Integrated SteelKushagra JadhavNo ratings yet
- TMT BarsDocument26 pagesTMT BarsPardeep KushwahaNo ratings yet
- TSL Bhushan - Colour CoatedDocument21 pagesTSL Bhushan - Colour Coatedabdul jawad100% (1)
- 86 Mould Base Series 16 & 20 Individual Plate PricesDocument21 pages86 Mould Base Series 16 & 20 Individual Plate PricesAmitava DattaNo ratings yet
- RFQ of C45 SteelDocument3 pagesRFQ of C45 Steelnhirpara1No ratings yet
- Stripper PlateDocument18 pagesStripper Platenilam100% (1)
- High Carbon Wire RodDocument9 pagesHigh Carbon Wire Rodninganray6316100% (1)
- Comments - MSEL 25072017 Rod Mill RequirementDocument14 pagesComments - MSEL 25072017 Rod Mill RequirementHarshGuptaNo ratings yet
- AdorDocument280 pagesAdorDinesh KumarNo ratings yet
- Mill Liner Bolt Torque SpecificationsDocument1 pageMill Liner Bolt Torque SpecificationsAugusto TorresNo ratings yet
- Gear BoxDocument6 pagesGear Boxprashant mishra100% (1)
- Girth Gear & PinionDocument4 pagesGirth Gear & Pinionprashant mishraNo ratings yet
- Wall Colmonoy - Properties of Hard Surfacing Alloy Colmonoy 88 - July 2019Document8 pagesWall Colmonoy - Properties of Hard Surfacing Alloy Colmonoy 88 - July 2019joseocsilvaNo ratings yet
- Machinary For Crushing & GrindingDocument75 pagesMachinary For Crushing & GrindingAsad Imran MunawwarNo ratings yet
- 123456Document34 pages123456ankitsarvaiyaNo ratings yet
- Da News 143Document44 pagesDa News 143Alexander SirykNo ratings yet
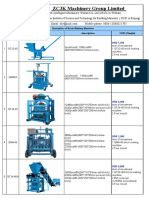
- ZCJK Brick Machine Price List - LilyDocument4 pagesZCJK Brick Machine Price List - LilyTimothy Ndeleva100% (1)
- Diff Mill LayoutsDocument40 pagesDiff Mill Layoutsrazen_inNo ratings yet
- CanadaDocument14 pagesCanadaPreet Inder SinghNo ratings yet
- FAG Split Spherical Roller BearingsDocument26 pagesFAG Split Spherical Roller BearingskapokNo ratings yet
- Continuous Rolling MillDocument8 pagesContinuous Rolling Millrazen_inNo ratings yet
- HK 40 SSDocument3 pagesHK 40 SSsonara mansukhNo ratings yet
- Reaction Injection MoldingDocument8 pagesReaction Injection MoldingAmeer_Takashim_9385No ratings yet
- Rolling 1Document142 pagesRolling 1atul bartyNo ratings yet
- Project Report On NBCDocument49 pagesProject Report On NBCamaramar511No ratings yet
- 2015.04.10, Manual of Hydraulic SystemDocument83 pages2015.04.10, Manual of Hydraulic SystemVikram SinghNo ratings yet
- Tool SteelDocument6 pagesTool Steelsaifullah629No ratings yet
- Refractory LiningDocument3 pagesRefractory LiningzhanghuiNo ratings yet
- Cast Iron Grades PDFDocument1 pageCast Iron Grades PDFAnurag JainNo ratings yet
- Nut Bolt HeightDocument8 pagesNut Bolt HeightMian M KhurramNo ratings yet
- EMCO Electro - Hydraulic Drum BrakeDocument7 pagesEMCO Electro - Hydraulic Drum Brakehardik033No ratings yet
- Valve Collets, RotationDocument1 pageValve Collets, Rotationepeuss12No ratings yet
- CRM 2 PresentationDocument35 pagesCRM 2 Presentationtehseen banuNo ratings yet
- Report On Blast Furnace 3Document5 pagesReport On Blast Furnace 3ABINASH PANDANo ratings yet
- Heat TreatmentDocument56 pagesHeat TreatmentAakarsh RastogiNo ratings yet
- Honor Seiki VTL Heavy DutyDocument16 pagesHonor Seiki VTL Heavy DutyCNC SYSTEMSNo ratings yet
- Ador Welding LTD - IBD Division JINDAL SOHAR 1Document113 pagesAdor Welding LTD - IBD Division JINDAL SOHAR 1Maneesh BhartiNo ratings yet
- Hard - Facing Welding - Electrodes PDFDocument3 pagesHard - Facing Welding - Electrodes PDFreeet87No ratings yet
- Welding Manual For SP ElectrodeDocument72 pagesWelding Manual For SP Electrodehim123verNo ratings yet
- OK Tubrodur 1200iDocument1 pageOK Tubrodur 1200icamelod555No ratings yet
- Utp BMCDocument1 pageUtp BMCSamanthaPereraNo ratings yet
- Hard Surface Overlay Welding Crack E - Weldone-Letter - FEBRUARY-2017 - Ver - 1Document1 pageHard Surface Overlay Welding Crack E - Weldone-Letter - FEBRUARY-2017 - Ver - 1convmech enggNo ratings yet
- PyroCarb 077Document1 pagePyroCarb 077Rana RandhirNo ratings yet
- 60 GBDocument1 page60 GBkuhn403825No ratings yet
- Steels For Oil - Gas - ExplorationDocument16 pagesSteels For Oil - Gas - Explorationدكتور مهندس جمال الشربينىNo ratings yet
- Welding WireDocument20 pagesWelding WirefoxmancementNo ratings yet
- China GB Plate (Update)Document10 pagesChina GB Plate (Update)lipicolsmNo ratings yet
- Standards & Its Description OverviewDocument8 pagesStandards & Its Description OverviewBalakumarNo ratings yet
- Weld PulseDocument1 pageWeld PulseValli RajuNo ratings yet
- Control ValveDocument25 pagesControl ValveAsad RazaNo ratings yet
- Weld PulseDocument1 pageWeld PulseValli RajuNo ratings yet
- China GB Plate (Update)Document10 pagesChina GB Plate (Update)lipicolsmNo ratings yet
- Pressure Vessel, Boiler, Storage Tanks and Heat Exchanger in Oil, Gas Project. Storage Tanks Heat ExchangerDocument1 pagePressure Vessel, Boiler, Storage Tanks and Heat Exchanger in Oil, Gas Project. Storage Tanks Heat ExchangerValli RajuNo ratings yet
- Hai How Are YouDocument1 pageHai How Are YouValli RajuNo ratings yet
- Liquid Dye Penetrant Test Inspection NDT Sample ProcedureDocument7 pagesLiquid Dye Penetrant Test Inspection NDT Sample ProcedureAnonymous gFcnQ4go100% (2)
- Shielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesDocument48 pagesShielded Metal Arc Welding SMAW Vertical Down and Vertical Up Welding of PipelinesspahicdaniloNo ratings yet
- Carbon Steel To CoppernickelDocument13 pagesCarbon Steel To CoppernickelValli RajuNo ratings yet
- Liquid Dye Penetrant Inspection NDT Sample Test Report FormatDocument2 pagesLiquid Dye Penetrant Inspection NDT Sample Test Report Formatskynyrd7575% (8)
- Work Scope Pin HangerDocument7 pagesWork Scope Pin HangerValli RajuNo ratings yet
- European Welding New-StandardsDocument39 pagesEuropean Welding New-StandardsJOECOOL67100% (3)
- Fake UniversitiesDocument1 pageFake UniversitiesValli RajuNo ratings yet
- Storage and Handling of ElectrodesDocument2 pagesStorage and Handling of ElectrodesValli Raju100% (1)
- Welding PositionsDocument3 pagesWelding PositionsValli RajuNo ratings yet
- Welding Positions. Weld GuruDocument11 pagesWelding Positions. Weld GuruValli RajuNo ratings yet
- A135A135M-09 (2014) Standard Specification For Electric-Resistance-Welded Steel Pipe PDFDocument9 pagesA135A135M-09 (2014) Standard Specification For Electric-Resistance-Welded Steel Pipe PDFValli RajuNo ratings yet
- European Welding New-StandardsDocument39 pagesEuropean Welding New-StandardsJOECOOL67100% (3)
- GL Vi-9-2 e PDFDocument20 pagesGL Vi-9-2 e PDFValli RajuNo ratings yet
- Welding Inspector Interview QuestionsDocument5 pagesWelding Inspector Interview QuestionsValli Raju91% (23)
- Aluminum Bronze A2 Welding Wire and Rod: Cert # 05-R0925Document1 pageAluminum Bronze A2 Welding Wire and Rod: Cert # 05-R0925Valli RajuNo ratings yet
- Piping Interview Questionnaire 5Document2 pagesPiping Interview Questionnaire 5Valli RajuNo ratings yet
- Seamless Tubes and Pipes For Power Plants OKDocument12 pagesSeamless Tubes and Pipes For Power Plants OKank_mehraNo ratings yet
- 103 en Welding of Hardox V1 2014Document20 pages103 en Welding of Hardox V1 2014Nguyen Duc DungNo ratings yet
- Engineering Emails For Success PDFDocument3 pagesEngineering Emails For Success PDFValli RajuNo ratings yet
- A192A192M-02 (2012) Standard Specification For Seamless Carbon Steel Boiler Tubes For High - Pressure Service PDFDocument2 pagesA192A192M-02 (2012) Standard Specification For Seamless Carbon Steel Boiler Tubes For High - Pressure Service PDFValli Raju100% (1)
- Style Guide Rev 2Document37 pagesStyle Guide Rev 2Pedro DiazNo ratings yet
- 309s PDFDocument1 page309s PDFValli RajuNo ratings yet
- Subway Trinidad Commercial HDDocument3 pagesSubway Trinidad Commercial HDapi-237138503100% (2)
- Name: Sarah Quinlan Class: W20 EDUC1321-02 Plan/Direct, Per. Due Date: Jan 31, 2020Document10 pagesName: Sarah Quinlan Class: W20 EDUC1321-02 Plan/Direct, Per. Due Date: Jan 31, 2020api-526505312No ratings yet
- Lesson 1 Nature at Its Best: Matrix of EssentialsDocument9 pagesLesson 1 Nature at Its Best: Matrix of EssentialsJzaninna Sol BagtasNo ratings yet
- Lolo Waldo S ArrozcaldoDocument25 pagesLolo Waldo S ArrozcaldoLyn Romero81% (16)
- Band History EssayDocument7 pagesBand History EssayThomas SwatlandNo ratings yet
- Video Ac PDFDocument56 pagesVideo Ac PDFIvanIvicNo ratings yet
- The Regional KingdomsDocument35 pagesThe Regional KingdomsLutz Alexander Keferstein100% (1)
- Insensatez: How InsensitiveDocument3 pagesInsensatez: How Insensitivejuilo100% (1)
- Line 6 POD 2.0 New FeaturesDocument13 pagesLine 6 POD 2.0 New Featuresb0beiiiNo ratings yet
- The Kama Sutra in 200 PositionsDocument215 pagesThe Kama Sutra in 200 PositionsHarish Jain92% (37)
- Soal 1 UAS Bahasa Inggris Kelas 5 SD Semester 1Document6 pagesSoal 1 UAS Bahasa Inggris Kelas 5 SD Semester 1adipapa100% (2)
- Le Corbusier - SummaryDocument4 pagesLe Corbusier - SummaryBetoNo ratings yet
- Alchemy Techniques Altar Fangshi Masters of MethodsDocument2 pagesAlchemy Techniques Altar Fangshi Masters of MethodsVoicuGabiNo ratings yet
- SongsDocument10 pagesSongsManuel Sanchez GonzalezNo ratings yet
- Paul Jesus and The Rolling Stone PDFDocument2 pagesPaul Jesus and The Rolling Stone PDFmails4vipsNo ratings yet
- The American Tabacco CompanyDocument5 pagesThe American Tabacco CompanyMarkiesha StuartNo ratings yet
- Chapter 4 Rizal Left For Spain 1Document16 pagesChapter 4 Rizal Left For Spain 1kira50% (2)
- Dantes Inferno: Canto Iii: By: Dante AlighieriDocument27 pagesDantes Inferno: Canto Iii: By: Dante AlighieriBagapotsNo ratings yet
- Christmas Winter Wonderland Traybake Recipe - Lorraine Pascale - Cooking ChannelDocument1 pageChristmas Winter Wonderland Traybake Recipe - Lorraine Pascale - Cooking ChannelManuela BahneanNo ratings yet
- Sentences Types QuizDocument3 pagesSentences Types QuizAsiale AlmoceraNo ratings yet
- 0520 w17 QP 12Document12 pages0520 w17 QP 12Nofiani Annisa RosifaNo ratings yet
- Farnsworth LeerDocument18 pagesFarnsworth LeerdrchufoNo ratings yet
- C840 373465-1 PDFDocument18 pagesC840 373465-1 PDFEsteban Mora100% (1)
- 40002263) Keith Polette - The Many-Walled World of - Andrea Del Sarto - The Dynamics of Self - ExpatriationDocument16 pages40002263) Keith Polette - The Many-Walled World of - Andrea Del Sarto - The Dynamics of Self - Expatriationswayamdiptadas22No ratings yet
- Main Landing Gear - Maintenance PracticesDocument22 pagesMain Landing Gear - Maintenance PracticesFrancisco GonzalezNo ratings yet
- Narasimha PrayersDocument3 pagesNarasimha Prayersgift108No ratings yet
- Balaji Telefilms IsDocument14 pagesBalaji Telefilms IsdhanvaniNo ratings yet
- I. Directions: Choose and Write The Letter of The Correct Answer. (Strictly No Erasures)Document2 pagesI. Directions: Choose and Write The Letter of The Correct Answer. (Strictly No Erasures)larahNo ratings yet
- Informative SpeechDocument3 pagesInformative SpeechNorman Laxamana SantosNo ratings yet