You might also like
- Av Catalogo Completo 2005Document20 pagesAv Catalogo Completo 2005Marin LaurentiuNo ratings yet
- Nitric Acid and Aluminium Production ProcessesDocument53 pagesNitric Acid and Aluminium Production ProcessesDisha GardiNo ratings yet
- URB25Document4 pagesURB25malika_00No ratings yet
- Tilting Rotary Furnace PDFDocument8 pagesTilting Rotary Furnace PDFLaudino Vega ValenciaNo ratings yet
- Nicrofer6030 Alloy 690 eDocument12 pagesNicrofer6030 Alloy 690 eRizqi D. KurniantoNo ratings yet
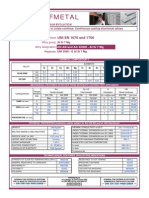
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Anshuman RoyNo ratings yet
- CorelDocument4 pagesCorelArchana PathakNo ratings yet
- Ssw11xx Urea GemacoDocument5 pagesSsw11xx Urea GemacoYudhistira Perdana PutraNo ratings yet
- Liquid NitridingDocument7 pagesLiquid NitridingSenthil_kumar_palaniNo ratings yet
- DURFERRIT2Document22 pagesDURFERRIT2Kyle BennettNo ratings yet
- Tilting Rotary FurnaceDocument8 pagesTilting Rotary FurnaceErnane MagalhãesNo ratings yet
- Aluminum Alloy EvolutionDocument2 pagesAluminum Alloy Evolutionc4pp3ll410_m4tt0No ratings yet
- Du-Zinc 019Document7 pagesDu-Zinc 019KaRenthLuNaNo ratings yet
- WSN 3 (2015) 99-111Document13 pagesWSN 3 (2015) 99-111Husnain ArshadNo ratings yet
- Production Process of Sulfuric AcidDocument55 pagesProduction Process of Sulfuric AcidParag SinghNo ratings yet
- Sandvikprocesssystems Kumarswamypaper 120525032106 Phpapp02Document12 pagesSandvikprocesssystems Kumarswamypaper 120525032106 Phpapp02naufalNo ratings yet
- PyrosilDocument4 pagesPyrosiljimsistiNo ratings yet
- Coveral eDocument4 pagesCoveral eJonathan Cortes RangelNo ratings yet
- 904LDocument5 pages904LManish542No ratings yet
- AMT-SR Brochure - CatalystDocument7 pagesAMT-SR Brochure - Catalystviki_vignesNo ratings yet
- Burning Pyrites vs Sulphur for Sulphuric Acid ProductionDocument10 pagesBurning Pyrites vs Sulphur for Sulphuric Acid ProductionlazaremmNo ratings yet
- PR IllingDocument3 pagesPR IllingAksshay PunjabiNo ratings yet
- Chip Recycling Brochure-NewDocument2 pagesChip Recycling Brochure-NewVijaykumar SharmaNo ratings yet
- Carter VP-CS (08.10.02)Document1 pageCarter VP-CS (08.10.02)D Wahyu BawonoNo ratings yet
- Scarab/Saffron Development Project Case Study: Material Selection Criteria For The Monoethylene Glycol Recovery PackageDocument17 pagesScarab/Saffron Development Project Case Study: Material Selection Criteria For The Monoethylene Glycol Recovery PackageDilipNo ratings yet
- Transformer Manufacturing and DesignDocument27 pagesTransformer Manufacturing and DesignGuru Mishra50% (2)
- Ur2202 Lean DuplexDocument8 pagesUr2202 Lean Duplexbuffle08No ratings yet
- Aluminum Foundry TechniqueDocument51 pagesAluminum Foundry Techniqueazadsingh1No ratings yet
- Main Report1Document54 pagesMain Report1aswinshaNo ratings yet
- Catalytic Converter Using Nano TechnologyDocument4 pagesCatalytic Converter Using Nano TechnologySwathi PadalaNo ratings yet
- En 43400Document2 pagesEn 43400shivendrakumarNo ratings yet
- DH Type Flash Condensing Deaerator Heads: DescriptionDocument2 pagesDH Type Flash Condensing Deaerator Heads: DescriptionSajjad AhmedNo ratings yet
- INDAG Rotary Piston Pump for Gentle Conveyance and DosingDocument4 pagesINDAG Rotary Piston Pump for Gentle Conveyance and DosingSergioNo ratings yet
- DISOGRIN DMRW Rod Wiper Features & BenefitsDocument24 pagesDISOGRIN DMRW Rod Wiper Features & BenefitsRicardo RivasNo ratings yet
- Low-Temperature Salt Bath Nitriding of SteelsDocument5 pagesLow-Temperature Salt Bath Nitriding of SteelsUriel PeñaNo ratings yet
- MM454 Lec 43-44 PDFDocument22 pagesMM454 Lec 43-44 PDFAhmad JanNo ratings yet
- Crucibles Catalogue 01Document12 pagesCrucibles Catalogue 01nfcastingsNo ratings yet
- Fosroc CatalogueDocument298 pagesFosroc CatalogueGeorge Tsiamtsouris75% (4)
- NaNO3 SolutionDocument8 pagesNaNO3 SolutionPham Thanh LyNo ratings yet
- Shell Diala D OilDocument2 pagesShell Diala D OilBasim Al-AttarNo ratings yet
- NFCDocument46 pagesNFCLuptongaNo ratings yet
- UOP Mercury Removal For Natural Gas Production BrochureDocument4 pagesUOP Mercury Removal For Natural Gas Production BrochurePherx Jhoss100% (1)
- Rethink Mercury Removal LNG PlantsDocument10 pagesRethink Mercury Removal LNG PlantshortalemosNo ratings yet
- DD931-ATechnologyUpdate Claus CatalystDocument6 pagesDD931-ATechnologyUpdate Claus CatalystGabriel NorwoodNo ratings yet
- Sulphuric Acid PlantsDocument16 pagesSulphuric Acid PlantsSekar.SNo ratings yet
- Mist Elimination Equipment For Sulphuric Acid Production PlantsDocument6 pagesMist Elimination Equipment For Sulphuric Acid Production PlantsOtman AmmiNo ratings yet
- 2015 - Piezanowski - Selective Hydrometallurgical Extraction of ZN and PB From Blast Furnace SludgeDocument6 pages2015 - Piezanowski - Selective Hydrometallurgical Extraction of ZN and PB From Blast Furnace SludgeNancy Carolina Prieto MartinezNo ratings yet
- Gold LeachDocument8 pagesGold LeachChristian Charles Umboh100% (2)
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- The Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995From EverandThe Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995Rating: 5 out of 5 stars5/5 (1)
- Anglo–American Microelectronics Data 1968–69: Manufacturers A–PFrom EverandAnglo–American Microelectronics Data 1968–69: Manufacturers A–PNo ratings yet
- GC/LC, Instruments, Derivatives in Identifying Pollutants and UnknownsFrom EverandGC/LC, Instruments, Derivatives in Identifying Pollutants and UnknownsNo ratings yet
- Die Casting CalculationDocument4 pagesDie Casting CalculationBožidar GaćinovićNo ratings yet
- Tabela % Izračuna Maziva 7050Document1 pageTabela % Izračuna Maziva 7050Božidar GaćinovićNo ratings yet
- 7919Document1 page7919Božidar GaćinovićNo ratings yet
- Plastic Injection Molding MachineDocument7 pagesPlastic Injection Molding MachineMiguel Silva100% (1)
- Outside of The Dte: FixingDocument3 pagesOutside of The Dte: FixingBožidar GaćinovićNo ratings yet
- Vic 3545345636Document1 pageVic 3545345636Božidar GaćinovićNo ratings yet
- Tabela % Izračuna Maziva 4052Document1 pageTabela % Izračuna Maziva 4052Božidar GaćinovićNo ratings yet
- Nastavitev Piston PouderDocument1 pageNastavitev Piston PouderBožidar GaćinovićNo ratings yet
- Plastic Injection Molding MachineDocument7 pagesPlastic Injection Molding MachineMiguel Silva100% (1)
- 10 Worst Practices by Light Metal Die CastersDocument2 pages10 Worst Practices by Light Metal Die CastersBožidar GaćinovićNo ratings yet
- CHILL VENT VERSUS ProVac VACUUM VAVLEDocument2 pagesCHILL VENT VERSUS ProVac VACUUM VAVLEBožidar GaćinovićNo ratings yet
- When Plants Go BadDocument12 pagesWhen Plants Go BadBožidar GaćinovićNo ratings yet
- Semir Osmanagic - Putevi DuseDocument151 pagesSemir Osmanagic - Putevi DuseJasmina LjubinkovicNo ratings yet
- Glossary - Casting TermsDocument4 pagesGlossary - Casting TermsBožidar GaćinovićNo ratings yet
- Die Casting GlossaryDocument25 pagesDie Casting GlossarySholhan AzizNo ratings yet
- Analyze of The Possible Causes of Porosity Type Defects in Aluminum High Pressure Diecast PartsDocument4 pagesAnalyze of The Possible Causes of Porosity Type Defects in Aluminum High Pressure Diecast PartsdhileebanNo ratings yet
- 7919Document1 page7919Božidar GaćinovićNo ratings yet
- Common casting defects and solutionsDocument2 pagesCommon casting defects and solutionsBožidar GaćinovićNo ratings yet
- Die Casting - RečnikDocument4 pagesDie Casting - RečnikBožidar GaćinovićNo ratings yet
- Die Casting SeminarDocument81 pagesDie Casting SeminarBožidar GaćinovićNo ratings yet
- Glossary Plastic Injection Molding Engineering ManufacturingDocument22 pagesGlossary Plastic Injection Molding Engineering ManufacturingRobin MohanNo ratings yet
- Matrix start new project insertsDocument1 pageMatrix start new project insertsBožidar GaćinovićNo ratings yet
- SAP 101 - Beginners SAPDocument15 pagesSAP 101 - Beginners SAPAdarsh100% (3)
- Količina Padavina Za 2015.godDocument32 pagesKoličina Padavina Za 2015.godBožidar GaćinovićNo ratings yet
- Ontogepszerviz Mobile Plate Milling enDocument1 pageOntogepszerviz Mobile Plate Milling enBožidar GaćinovićNo ratings yet
- SAP 101 - Beginners SAPDocument15 pagesSAP 101 - Beginners SAPAdarsh100% (3)
- 7919Document1 page7919Božidar GaćinovićNo ratings yet
- Project PresentationDocument53 pagesProject PresentationAjay BhatNo ratings yet
- Glossary - Casting TermsDocument4 pagesGlossary - Casting TermsBožidar GaćinovićNo ratings yet
- Fileadmin User Upload Endmarkets Foundry Wallcharts Wall Chart NFMT e LowDocument1 pageFileadmin User Upload Endmarkets Foundry Wallcharts Wall Chart NFMT e LowBožidar GaćinovićNo ratings yet