You might also like
- Ho Birney Street Car Exploded Drawing h802xDocument1 pageHo Birney Street Car Exploded Drawing h802xarieza.perdhana8233No ratings yet
- Ho Birney Street Car Exploded Drawing h802xDocument1 pageHo Birney Street Car Exploded Drawing h802xarieza.perdhana8233No ratings yet
- H870X Is005 PDFDocument1 pageH870X Is005 PDFarieza.perdhana8233No ratings yet
- Ho Birney Street Car Exploded Drawing h802xDocument1 pageHo Birney Street Car Exploded Drawing h802xarieza.perdhana8233No ratings yet
- H617X Is001Document1 pageH617X Is001arieza.perdhana8233No ratings yet
- Browzwear 4.8 Installation GuideDocument18 pagesBrowzwear 4.8 Installation GuideQamar SiddiqueNo ratings yet
- Pattern Boys Short-Sleeve Shirt PDFDocument2 pagesPattern Boys Short-Sleeve Shirt PDFarieza.perdhana8233No ratings yet
- Gp-38 Dummy Diesel Locomotive InstructionsDocument4 pagesGp-38 Dummy Diesel Locomotive Instructionsarieza.perdhana8233No ratings yet
- PQ Formulary PDFDocument16 pagesPQ Formulary PDFjcriveroNo ratings yet
- H870X Is005Document1 pageH870X Is005arieza.perdhana8233No ratings yet
- Active Rfid in School Attendance System - Buy Active Rfid, School Attendance System Rfid, Attendance System Product On Alibaba PDFDocument6 pagesActive Rfid in School Attendance System - Buy Active Rfid, School Attendance System Rfid, Attendance System Product On Alibaba PDFarieza.perdhana8233No ratings yet
- www.ebook777.com.txtDocument1 pagewww.ebook777.com.txtarieza.perdhana8233No ratings yet
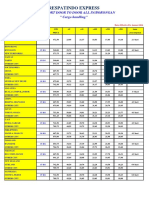
- Tarif Impor - Respatindo PDFDocument2 pagesTarif Impor - Respatindo PDFarieza.perdhana8233No ratings yet
- Us 6417315Document6 pagesUs 6417315arieza.perdhana8233No ratings yet
- Aluminum Powder PDFDocument5 pagesAluminum Powder PDFarieza.perdhana8233No ratings yet
- Journal Journal of Fire Sciences 2000 456Document28 pagesJournal Journal of Fire Sciences 2000 456arieza.perdhana8233No ratings yet
- Copy A Key in MinutesDocument11 pagesCopy A Key in Minutesarieza.perdhana8233No ratings yet
- Map of Waterbom Bali ParkDocument1 pageMap of Waterbom Bali ParkDiane MoutranNo ratings yet
- DIY Hydrogen GeneratorDocument33 pagesDIY Hydrogen Generatorarieza.perdhana8233No ratings yet
- Etching PCBs With Press'n'PeelDocument20 pagesEtching PCBs With Press'n'Peelarieza.perdhana8233No ratings yet
- How To Make PH IndicatorDocument13 pagesHow To Make PH Indicatorarieza.perdhana8233No ratings yet
- Disc SanderDocument21 pagesDisc Sanderarieza.perdhana8233No ratings yet
- Cool A Drink in 2 MinutesDocument15 pagesCool A Drink in 2 Minutesarieza.perdhana8233No ratings yet
- DIY Making Beeswax Polish For FurnitureDocument10 pagesDIY Making Beeswax Polish For Furniturearieza.perdhana8233No ratings yet
- DIY Heavy Duty RackDocument20 pagesDIY Heavy Duty Rackarieza.perdhana8233No ratings yet
- DIY Arduino Controlled Egg-BotDocument25 pagesDIY Arduino Controlled Egg-Botarieza.perdhana8233100% (1)
- DIY Bio PlasticsDocument16 pagesDIY Bio Plasticsarieza.perdhana8233No ratings yet
- Control A Computer With Your Mind!Document26 pagesControl A Computer With Your Mind!arieza.perdhana8233No ratings yet
- Build A Multi-Voltage Portable Power Supply You Can Take AnywhereDocument14 pagesBuild A Multi-Voltage Portable Power Supply You Can Take Anywherearieza.perdhana8233No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Piht0f402 Icmts Icad600tsDocument2 pagesPiht0f402 Icmts Icad600tsamruta21No ratings yet
- ảnh hưởng của stress mặn đối với lúaDocument18 pagesảnh hưởng của stress mặn đối với lúa20.Nguyễn Hà MyNo ratings yet
- Ferrx 5000 Magnetic SeparatorDocument6 pagesFerrx 5000 Magnetic SeparatorleontoledoNo ratings yet
- BIO130 Sec2 - Lec1and2 - 1pptDocument38 pagesBIO130 Sec2 - Lec1and2 - 1pptlemonpartymanNo ratings yet
- Helical Twisted Roots Pump E00636Document10 pagesHelical Twisted Roots Pump E00636Ade Bagus SetiawanNo ratings yet
- Large-Particle CompositesDocument25 pagesLarge-Particle CompositesLexNo ratings yet
- Spredox D 364 For Solvent Based InkjetDocument9 pagesSpredox D 364 For Solvent Based InkjetPravin TandelNo ratings yet
- Energy Balance For A MultiDocument12 pagesEnergy Balance For A MultiAwoluyi TolaNo ratings yet
- SVR Engineering College Document on Effects of Moisture Change in Expansive SoilsDocument27 pagesSVR Engineering College Document on Effects of Moisture Change in Expansive SoilsAnika dixitNo ratings yet
- Routes of Drug Delivery To The LungsDocument4 pagesRoutes of Drug Delivery To The LungsAquiles VaestoNo ratings yet
- Ecoliser-100Kg: Features Specifications CustomizationDocument1 pageEcoliser-100Kg: Features Specifications CustomizationjohnNo ratings yet
- Crack Control for Concrete Masonry VeneersDocument10 pagesCrack Control for Concrete Masonry VeneersAdam JonesNo ratings yet
- Use of Phosphates in Meat ProductsDocument9 pagesUse of Phosphates in Meat ProductsNabil SouissiNo ratings yet
- Atomic SanjuDocument42 pagesAtomic Sanjusaptarshi bhattacharyya100% (1)
- Report For Lab 2, 3, and 4Document6 pagesReport For Lab 2, 3, and 4Toria YoungNo ratings yet
- BS EN 15408-2011 Solid Recovered Fuels - Determination of Sulphur (S), C...Document22 pagesBS EN 15408-2011 Solid Recovered Fuels - Determination of Sulphur (S), C...fadhil muhamadNo ratings yet
- Topic: Aseptic Techniques in Plant Tissue Culture LabDocument8 pagesTopic: Aseptic Techniques in Plant Tissue Culture LabMaryam BilalNo ratings yet
- Drug Formulary 2219844Document1,224 pagesDrug Formulary 2219844gszzq8cj4mNo ratings yet
- EXAMPLE SIZING OWS Calculation Per API 421 PDFDocument1 pageEXAMPLE SIZING OWS Calculation Per API 421 PDFarnel_ado4412No ratings yet
- Mixing Eductors Mixing EductorsDocument1 pageMixing Eductors Mixing Eductorsdetreomycyna100% (1)
- AEL02237 SDS - DISPERBYK-2200 - US - enDocument10 pagesAEL02237 SDS - DISPERBYK-2200 - US - enRıdvan SürmeliNo ratings yet
- Cemtec AL PU CoatingDocument2 pagesCemtec AL PU CoatingAhmad ElghazolyNo ratings yet
- Validation of Sterilization MethodsDocument13 pagesValidation of Sterilization MethodsAshish NeupaneNo ratings yet
- Wind Loading of Industrial, Mining and Petrochemical StructuresDocument16 pagesWind Loading of Industrial, Mining and Petrochemical StructuresapirakqNo ratings yet
- Anodic Dissolution of Pure Aluminum During Electrocoagulation Process - Influence of Supporting Electrolyte, Initial PH, and Current Density PDFDocument12 pagesAnodic Dissolution of Pure Aluminum During Electrocoagulation Process - Influence of Supporting Electrolyte, Initial PH, and Current Density PDFMicke Sandoval100% (1)
- 247 0 Coating Brochure Web-EnDocument36 pages247 0 Coating Brochure Web-EnjorgeNo ratings yet
- The Effect of Different Fertilizers On Plant GrowthDocument2 pagesThe Effect of Different Fertilizers On Plant GrowthVeerath தமிழன்0% (2)
- Kligler Iron AgarDocument3 pagesKligler Iron AgarOsama BakheetNo ratings yet
- Food Capture, Appetite, Digestion Rate and Efficiency in Hatchling and Juvenile Crocodylus Porosus.Document24 pagesFood Capture, Appetite, Digestion Rate and Efficiency in Hatchling and Juvenile Crocodylus Porosus.Juan Pablo PalacioNo ratings yet
- Science: Revision Guide by MalaikaDocument7 pagesScience: Revision Guide by MalaikamalaikaNo ratings yet