You might also like
- Crude Oil Storage Tanks-BasicsDocument176 pagesCrude Oil Storage Tanks-BasicsPandipperumal Sankaralingam100% (44)
- Heat Treatment of SteelDocument59 pagesHeat Treatment of SteelNaman ShethNo ratings yet
- Acero para BarcosDocument39 pagesAcero para BarcosviyfNo ratings yet
- Heat Treatment of Welded JointsDocument11 pagesHeat Treatment of Welded JointsMuhammed SulfeekNo ratings yet
- NDT of Precipitation Hardened SteelsDocument12 pagesNDT of Precipitation Hardened SteelsMahade Hasan DipuNo ratings yet
- Heat Treating Titanium Alloys for Strength and PropertiesDocument10 pagesHeat Treating Titanium Alloys for Strength and PropertiesPutu Calista Gitta100% (1)
- Expansion JointsDocument15 pagesExpansion Jointsaop10468No ratings yet
- Austenitic stainless steels properties and welding guideDocument4 pagesAustenitic stainless steels properties and welding guideandy1036No ratings yet
- 06 - Weld Ability and Defects in WeldmentsDocument50 pages06 - Weld Ability and Defects in Weldmentsamitjee138463No ratings yet
- What Every Engineer Should Know About Welding ProceduresDocument13 pagesWhat Every Engineer Should Know About Welding Proceduresarash59_4uNo ratings yet
- Heat Treatment Jominy TestDocument12 pagesHeat Treatment Jominy Testmayur_mechNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Precipitation-Hardening Stainless Steels: Properties and Types (Martensitic, Austenitic, SemiausteniticDocument3 pagesPrecipitation-Hardening Stainless Steels: Properties and Types (Martensitic, Austenitic, SemiausteniticClaudia MmsNo ratings yet
- Solvent RecoveryDocument22 pagesSolvent RecoveryNikul Rathod100% (1)
- Heat Treatment of Steel TTT CurveDocument59 pagesHeat Treatment of Steel TTT CurveINSTECH Consulting100% (1)
- Heat Treatment GC - 08Document54 pagesHeat Treatment GC - 08kr_abhijeet72356587No ratings yet
- Heat Treatment of SteelsDocument9 pagesHeat Treatment of SteelsEhsan KhanNo ratings yet
- Annealing Stainless Steel 304-316Document4 pagesAnnealing Stainless Steel 304-316nepcom9541No ratings yet
- Engg Metallurgy Lecture 5Document54 pagesEngg Metallurgy Lecture 5Patil Sudheer GowdNo ratings yet
- Samsung Refrigerator and Whaser Repair 2011Document416 pagesSamsung Refrigerator and Whaser Repair 2011nibble1974No ratings yet
- Flange Weight ChartDocument1 pageFlange Weight Chartabhishek198327No ratings yet
- Alloy Steels: Table 4.2 Typical Mechanical Properties of Some Commercial Steels at Room TemperatureDocument2 pagesAlloy Steels: Table 4.2 Typical Mechanical Properties of Some Commercial Steels at Room TemperatureBharathi SrinivasanNo ratings yet
- Geotextile BookDocument63 pagesGeotextile BookIsparmoNo ratings yet
- Heat Treatment of Welded JointsDocument17 pagesHeat Treatment of Welded JointsErick HoganNo ratings yet
- Aerodynamic Characteristics of NACA 4412 AirfoilDocument19 pagesAerodynamic Characteristics of NACA 4412 AirfoilMuhammad HattaNo ratings yet
- Practical Proteins and Amino Acids Identification PDFDocument23 pagesPractical Proteins and Amino Acids Identification PDFFarahDeebaNo ratings yet
- 316LNDocument3 pages316LNGanesh KcNo ratings yet
- Material Science QuestionsDocument40 pagesMaterial Science QuestionsLucky KapoorNo ratings yet
- Types of PumpsDocument68 pagesTypes of PumpsVicky JeganNo ratings yet
- Duplex Stainless Steel Guide - Strengths, Uses & LimitationsDocument7 pagesDuplex Stainless Steel Guide - Strengths, Uses & LimitationsRizalzi BachtiarNo ratings yet
- Stainless Steels For Cryogenic Applications - KEY To METALS ArticleDocument3 pagesStainless Steels For Cryogenic Applications - KEY To METALS Articlekumarpankaj030No ratings yet
- Heat Treatment of Welded Joints GuideDocument26 pagesHeat Treatment of Welded Joints Guidelinhcdt3No ratings yet
- Prepare by Nasrizal Mohd Rashdi Senior Lecturer Welding & Quality Inspection Universiti Kuala LumpurDocument39 pagesPrepare by Nasrizal Mohd Rashdi Senior Lecturer Welding & Quality Inspection Universiti Kuala LumpurFaiz IshakNo ratings yet
- API 571 Notes ImportantDocument6 pagesAPI 571 Notes ImportantMalik Ansar Hayat100% (1)
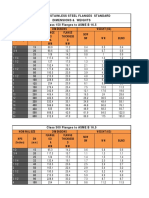
- Standard Carbon & Stainless Steel Flange DimensionsDocument4 pagesStandard Carbon & Stainless Steel Flange Dimensionsl kishore100% (2)
- Grade 316 316LDocument9 pagesGrade 316 316LvsajuNo ratings yet
- Helium Leak Testing FundamentalsDocument2 pagesHelium Leak Testing Fundamentalsabhishek198327100% (1)
- Heat Treatment of Welded JointsDocument4 pagesHeat Treatment of Welded JointskingstonNo ratings yet
- Stress Relieving Heat Treatments For Austenitic Stainless SteelsDocument1 pageStress Relieving Heat Treatments For Austenitic Stainless SteelsVijay BedakihaleNo ratings yet
- HEAT TREATMENT GUIDE FOR WELDED JOINTSDocument10 pagesHEAT TREATMENT GUIDE FOR WELDED JOINTSdokumen qcNo ratings yet
- North American Stainless: Long Products Stainless Steel Grade SheetDocument8 pagesNorth American Stainless: Long Products Stainless Steel Grade Sheettejap314No ratings yet
- Is Post Weld Heat Treatment Normally Required When Welding Chromium-Nickel Austenitic Stainless Steels?Document1 pageIs Post Weld Heat Treatment Normally Required When Welding Chromium-Nickel Austenitic Stainless Steels?kalyan1976No ratings yet
- Welding of Austenitic Stainless Steel - Part 2 - TWIDocument6 pagesWelding of Austenitic Stainless Steel - Part 2 - TWISumantaNo ratings yet
- Heat Treatment Steel: ObjectDocument10 pagesHeat Treatment Steel: ObjectKetut Rizki FirmandanuNo ratings yet
- Heat Treatment of SteelsDocument6 pagesHeat Treatment of SteelsSrinivas LaishettyNo ratings yet
- Guidelines For Hard Facing Onto SteelsDocument7 pagesGuidelines For Hard Facing Onto SteelsmohamedfirozNo ratings yet
- Stress RelievingDocument1 pageStress RelievingManjadi MaverickNo ratings yet
- Background: Table 1. Some Standard Designations For Duplex Stainless SteelalloysDocument3 pagesBackground: Table 1. Some Standard Designations For Duplex Stainless SteelalloysBharat TailorNo ratings yet
- API Self NotesDocument13 pagesAPI Self NotesOwais AlamNo ratings yet
- Material Science and Engineering Heat TRDocument18 pagesMaterial Science and Engineering Heat TRSamit NagNo ratings yet
- Chapter 8 - Stainless Steels - 2016 - Applied Welding EngineeringDocument8 pagesChapter 8 - Stainless Steels - 2016 - Applied Welding EngineeringJhair Jhamidh Aquino PortocarreroNo ratings yet
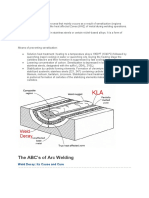
- The ABC's of Arc Welding: Weld DecayDocument4 pagesThe ABC's of Arc Welding: Weld DecayLakshmi KanthNo ratings yet
- Welding Technology - Pre and Post Weld Heat TreatDocument19 pagesWelding Technology - Pre and Post Weld Heat TreatNowsherwan MazariNo ratings yet
- 1.2 Mechanical Design: 1.2.1 Material Selection Based On Corrosion ResistanceDocument12 pages1.2 Mechanical Design: 1.2.1 Material Selection Based On Corrosion ResistanceYusuf Shano100% (1)
- Technical Bulletin - ECOSS - FAQDocument3 pagesTechnical Bulletin - ECOSS - FAQINPNo ratings yet
- 3.stress ReliefDocument2 pages3.stress ReliefRajeevSangamNo ratings yet
- Through Hardening ProcessesDocument3 pagesThrough Hardening ProcessesPurushothama Nanje Gowda100% (2)
- Stress relieving steel at 650°C for 1 hour removes 90% internal stressesDocument4 pagesStress relieving steel at 650°C for 1 hour removes 90% internal stressesAshish BoraNo ratings yet
- Everything You Need to Know About Duplex Stainless SteelsDocument4 pagesEverything You Need to Know About Duplex Stainless SteelsAndy PhoenixNo ratings yet
- 05 HeattreatmentDocument39 pages05 HeattreatmentHaerul AtamimiNo ratings yet
- Literature ReviewDocument23 pagesLiterature ReviewRISHAVNo ratings yet
- Stainless SteelDocument8 pagesStainless SteelEdgarDavidDiazCampos100% (1)
- 3 Eng Stainless Steel Tube AnnealingDocument16 pages3 Eng Stainless Steel Tube AnnealingVictor HugoNo ratings yet
- Grade 2205 DuplexDocument9 pagesGrade 2205 Duplexkresimir.mikoc9765No ratings yet
- Heat TreatmentDocument2 pagesHeat TreatmentUsman MuhammadNo ratings yet
- Plasma Nitriding Process - DataDocument11 pagesPlasma Nitriding Process - Datayadu kumar singhNo ratings yet
- Stainless Steel Grade 316L Properties Fabrication and Applications (UNS S31603)Document6 pagesStainless Steel Grade 316L Properties Fabrication and Applications (UNS S31603)ganmosesNo ratings yet
- Heat Treatment of Steels (Power Point Presentation)Document14 pagesHeat Treatment of Steels (Power Point Presentation)Armando Lopez Bond75% (4)
- Prevention From Inter-Granual CorrosionDocument7 pagesPrevention From Inter-Granual CorrosionDevashish JoshiNo ratings yet
- 904L (Valbruna)Document2 pages904L (Valbruna)Claudia MmsNo ratings yet
- Heat Treatment of Carbon SteelDocument23 pagesHeat Treatment of Carbon SteelArielle Joyce de JesusNo ratings yet
- High Temperature Corrosion: Fundamentals and EngineeringFrom EverandHigh Temperature Corrosion: Fundamentals and EngineeringNo ratings yet
- CR Equivalent Ni Equivalent Ferrite Number 20.57 Md30 Temperature Acc. To NoharaDocument2 pagesCR Equivalent Ni Equivalent Ferrite Number 20.57 Md30 Temperature Acc. To Noharaabhishek198327No ratings yet
- Welding Rod Selection 1 PDFDocument1 pageWelding Rod Selection 1 PDFabhishek198327100% (2)
- Hem PlasticsDocument3 pagesHem Plasticsabhishek198327No ratings yet
- ModulesDocument5 pagesModulesabhishek198327No ratings yet
- SQ - HD Plug For HeaderDocument1 pageSQ - HD Plug For Headerabhishek198327No ratings yet
- Specialist in Carbon, Stainless, Alloy Steel & FittingsLb0.3 0.70.4 0.90.5 1.10.7 1.50.9 21.2 2.61.5 3.32 4.4Lb0.20.30.40.50.70.91.21.40.40.70.91.11.522.63.1Document1 pageSpecialist in Carbon, Stainless, Alloy Steel & FittingsLb0.3 0.70.4 0.90.5 1.10.7 1.50.9 21.2 2.61.5 3.32 4.4Lb0.20.30.40.50.70.91.21.40.40.70.91.11.522.63.1Carlos Abril FlorezNo ratings yet
- Dish Drg. - 2.9.2014Document1 pageDish Drg. - 2.9.2014abhishek198327No ratings yet
- Air TankDocument1 pageAir Tankabhishek198327No ratings yet
- Welcome To Our WebsiteDocument5 pagesWelcome To Our Websiteabhishek198327No ratings yet
- DCMS Engineering CompanyDocument1 pageDCMS Engineering Companyabhishek198327No ratings yet
- ASTM Flange DimensionsDocument2 pagesASTM Flange DimensionsjacquesmayolNo ratings yet
- Packed Bed Column MS DWG ModelDocument1 pagePacked Bed Column MS DWG Modelabhishek198327No ratings yet
- App - Copy WPSDocument2 pagesApp - Copy WPSabhishek198327No ratings yet
- Helium TestingDocument1 pageHelium Testingabhishek198327No ratings yet
- Specialist in Carbon, Stainless, Alloy Steel & FittingsLb0.3 0.70.4 0.90.5 1.10.7 1.50.9 21.2 2.61.5 3.32 4.4Lb0.20.30.40.50.70.91.21.40.40.70.91.11.522.63.1Document1 pageSpecialist in Carbon, Stainless, Alloy Steel & FittingsLb0.3 0.70.4 0.90.5 1.10.7 1.50.9 21.2 2.61.5 3.32 4.4Lb0.20.30.40.50.70.91.21.40.40.70.91.11.522.63.1Carlos Abril FlorezNo ratings yet
- Jyoti Architectural Products PVT LTDDocument1 pageJyoti Architectural Products PVT LTDabhishek198327No ratings yet
- Basics of Stress RelievingDocument5 pagesBasics of Stress Relievingabhishek198327No ratings yet
- Grain SizeDocument2 pagesGrain Sizeprabhjot singh1No ratings yet
- Kjlced09 Sec01 Pages129-145 Bellowstubing&WeldfittingsDocument17 pagesKjlced09 Sec01 Pages129-145 Bellowstubing&Weldfittingsabhishek198327No ratings yet
- Nozzle THKDocument6 pagesNozzle THKabhishek198327No ratings yet
- Heat Treatment of Welded JointsDocument4 pagesHeat Treatment of Welded Jointsabhishek198327No ratings yet
- Stress Concentration Factors and Design GuidelinesDocument4 pagesStress Concentration Factors and Design Guidelinesabhishek198327No ratings yet
- Magnetic Field Effect on Weld PropertiesDocument54 pagesMagnetic Field Effect on Weld PropertiesSarthak sainiNo ratings yet
- Aspl 2011 PDFDocument29 pagesAspl 2011 PDFRajkumar ANo ratings yet
- Masterfiber: Monofilament Polypropylene Fibres For Cementitious SystemDocument2 pagesMasterfiber: Monofilament Polypropylene Fibres For Cementitious SystemHsaam Hsaam100% (1)
- Advantages and Disadvantages of Stainless Steel CookwareDocument15 pagesAdvantages and Disadvantages of Stainless Steel CookwareFaIz FauziNo ratings yet
- Sect 5Document25 pagesSect 5PuneetNo ratings yet
- Glassy Carbon - Wikipedia, The Free Encyclopedia PDFDocument5 pagesGlassy Carbon - Wikipedia, The Free Encyclopedia PDFNaveen PalaNo ratings yet
- Optional Strain Rate Forms For The Johnson CookDocument17 pagesOptional Strain Rate Forms For The Johnson CookTien KimNo ratings yet
- Carbon Compounds Chemistry GuideDocument20 pagesCarbon Compounds Chemistry Guideirisyyy27No ratings yet
- Chapter-2-LEVEL MEASUREMENTDocument26 pagesChapter-2-LEVEL MEASUREMENTMohammed YusufNo ratings yet
- QIAexpress Detection and Assay HandbookDocument104 pagesQIAexpress Detection and Assay HandbookghadbaneNo ratings yet
- Density PhET Lab SheetDocument5 pagesDensity PhET Lab SheetJasper Johnston100% (1)
- Predictive Wear Modelling of Lubricated Piston Rings in A Diesel EngineDocument14 pagesPredictive Wear Modelling of Lubricated Piston Rings in A Diesel EngineJoel E ValenciaNo ratings yet
- Lab Manual BT3120Document27 pagesLab Manual BT3120Amit KumarNo ratings yet
- Zener BZX83CDocument2 pagesZener BZX83CPelotaDeTrapoNo ratings yet
- Standby battery product overviewDocument2 pagesStandby battery product overviewHillary McgowanNo ratings yet
- Weberdry 130 PR Grey-WhiteDocument2 pagesWeberdry 130 PR Grey-WhiteabbNo ratings yet
- How The Concept of The Element Evolved From Ancient Greek To The PresentDocument23 pagesHow The Concept of The Element Evolved From Ancient Greek To The PresentPineda, Sean AlfredNo ratings yet
- FastLUBE lubricants guide for anti-galling and corrosion protectionDocument1 pageFastLUBE lubricants guide for anti-galling and corrosion protectionneubofren600No ratings yet
- IIT-JEE Syllabus: RSM79 PH I PP CH 1Document34 pagesIIT-JEE Syllabus: RSM79 PH I PP CH 1NayanKishorkumarThakkerNo ratings yet
- Évfolyam Dolgozat - Peterke ReginaDocument6 pagesÉvfolyam Dolgozat - Peterke ReginaRegina PeterkeNo ratings yet
- Tutorial 1 - AnswersDocument8 pagesTutorial 1 - AnswersRaymond Kakala100% (6)
- Inlab MC X5 Accessories: Order FormDocument1 pageInlab MC X5 Accessories: Order FormCiprian SarivanNo ratings yet
- ApplicationNote PH Measurement JamJellies EN 30538204Document4 pagesApplicationNote PH Measurement JamJellies EN 30538204MarcinNo ratings yet