You might also like
- Pump Piping ManualDocument16 pagesPump Piping ManualJOBIN YOHANNAN100% (1)
- Sucker Rod Pumps Bombeo MecanicoDocument10 pagesSucker Rod Pumps Bombeo MecanicoGabriel José Gonzalez Granela100% (1)
- Unit 6 PumpsDocument7 pagesUnit 6 PumpsAlex CarlyNo ratings yet
- Engineering Encyclopedia: Centrifugal PumpsDocument70 pagesEngineering Encyclopedia: Centrifugal PumpsMajdi Belguith67% (3)
- Co de of Practice For Selection, Installation, Operation and Maintenance of Pumps For Industrial ApplicationsDocument4 pagesCo de of Practice For Selection, Installation, Operation and Maintenance of Pumps For Industrial Applicationsmalika_00No ratings yet
- Chapter - 1. Introduction and Scope of Work: 1.1 Introduction To Axial-Piston PumpsDocument8 pagesChapter - 1. Introduction and Scope of Work: 1.1 Introduction To Axial-Piston PumpsChandra SekaranNo ratings yet
- 7 PumpsDocument13 pages7 PumpsMahmoud Ahmed Ali AbdelrazikNo ratings yet
- Sucker Rod PumpingDocument27 pagesSucker Rod Pumpingzezo2011100% (4)
- Centrifugal Pump PipingDocument22 pagesCentrifugal Pump PipingBhupender Sharma100% (3)
- Making The Choice: Selecting and Applying Piston and Bladder AccumulatorsDocument10 pagesMaking The Choice: Selecting and Applying Piston and Bladder AccumulatorsM S GokulNo ratings yet
- MPP PO ItalyDocument11 pagesMPP PO ItalyUmar Ijaz KhanNo ratings yet
- Oil Tanker PipingDocument38 pagesOil Tanker PipingnikhilNo ratings yet
- I and o C Series Pumps 1 1Document15 pagesI and o C Series Pumps 1 1Luis Alberto Sanchez MansillaNo ratings yet
- Layout Arrangement For Centrifugal Pump PipingDocument20 pagesLayout Arrangement For Centrifugal Pump PipingKyaw Kyaw Aung50% (2)
- Magnum 1 2500Document16 pagesMagnum 1 2500adrianram1100% (1)
- 06 Hydraulic PumpingDocument71 pages06 Hydraulic PumpingAZDOLMANNo ratings yet
- Strainer GuideDocument26 pagesStrainer Guidemudrijasm100% (1)
- 100 HP Sihi PumpsDocument28 pages100 HP Sihi Pumpsnapster386No ratings yet
- PumpsDocument36 pagesPumpsNo NameNo ratings yet
- Vane Pump Test RigDocument10 pagesVane Pump Test RigIOSRjournalNo ratings yet
- Centrifugal PumpDocument13 pagesCentrifugal PumpRicardo SanzanaNo ratings yet
- Layout Arrangement For Centrifugal Pump PipingDocument30 pagesLayout Arrangement For Centrifugal Pump PipingAlderit BarajasNo ratings yet
- Gasoline and Diesel Fuel Injection: Operation, Diagnosis, and ServiceDocument37 pagesGasoline and Diesel Fuel Injection: Operation, Diagnosis, and Servicemohamad1010No ratings yet
- 2005 Rev Pre FlashDocument5 pages2005 Rev Pre Flashghasem_726990287No ratings yet
- Pumps, Valves, and PipingDocument50 pagesPumps, Valves, and PipingSikandar HayatNo ratings yet
- API Plans That I Use.: Hot Water ApplicationsDocument7 pagesAPI Plans That I Use.: Hot Water ApplicationsSudip SardarNo ratings yet
- Artificial-Lift RapportDocument32 pagesArtificial-Lift RapportFakher JemliNo ratings yet
- 4 PumpsDocument26 pages4 PumpsdhasdjNo ratings yet
- Chapter Five Jet Pumping System (JP)Document33 pagesChapter Five Jet Pumping System (JP)mghareebNo ratings yet
- Reservoirs, Strainers and FiltersDocument16 pagesReservoirs, Strainers and FiltersMohan CharanchathNo ratings yet
- Specialty Pumps: Figure 1a A Typical Jet Pump by Goulds, SeeDocument11 pagesSpecialty Pumps: Figure 1a A Typical Jet Pump by Goulds, SeeammuNo ratings yet
- Pump Learning Guide1Document171 pagesPump Learning Guide1password2013No ratings yet
- CH-6 ProDocument18 pagesCH-6 ProShahin RA0% (1)
- Installation and Service Instructions: Excellence at Work. Excellence in LifeDocument15 pagesInstallation and Service Instructions: Excellence at Work. Excellence in LifeHerman JonesNo ratings yet
- PRTMN 11Document23 pagesPRTMN 11Bambang IrawanNo ratings yet
- Fundamentals of HydraulicsDocument101 pagesFundamentals of HydraulicsLuis Nunes100% (1)
- CVP Model ManualDocument28 pagesCVP Model ManualpolsiemprealdoNo ratings yet
- Aerospace ReservoirsDocument8 pagesAerospace ReservoirsSandeep LeeNo ratings yet
- Horizontal Split-Case Centrifugal PumpsDocument2 pagesHorizontal Split-Case Centrifugal PumpsabbasithNo ratings yet
- Mud PumpDocument35 pagesMud PumpAboZaidNo ratings yet
- Halderman AutoTec ch29Document37 pagesHalderman AutoTec ch29PardeepNo ratings yet
- Guideline - Pump - System - Designers (Pump Fundamentals) PDFDocument16 pagesGuideline - Pump - System - Designers (Pump Fundamentals) PDFyyukin1100% (1)
- OHI Web Broch107Document18 pagesOHI Web Broch107Carlos Chico MoreiraNo ratings yet
- C-08.a-Intro To Hydraulic LiftDocument6 pagesC-08.a-Intro To Hydraulic Liftamitk8045No ratings yet
- Plant Layout-CompressorsDocument19 pagesPlant Layout-Compressorshalder_kalyan9216No ratings yet
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- Reciprocating Compressors:: Operation and MaintenanceFrom EverandReciprocating Compressors:: Operation and MaintenanceRating: 4 out of 5 stars4/5 (7)
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesFrom EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesRating: 5 out of 5 stars5/5 (1)
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- Prevention of Actuator Emissions in the Oil and Gas IndustryFrom EverandPrevention of Actuator Emissions in the Oil and Gas IndustryNo ratings yet
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- Working Guide to Pump and Pumping Stations: Calculations and SimulationsFrom EverandWorking Guide to Pump and Pumping Stations: Calculations and SimulationsRating: 5 out of 5 stars5/5 (3)
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- Eflyer Nursery & ActivityDocument1 pageEflyer Nursery & ActivityRizalzi BachtiarNo ratings yet
- 600 Flange Bolt Chart 1 PDFDocument1 page600 Flange Bolt Chart 1 PDFRizalzi BachtiarNo ratings yet
- Minifrac TestsDocument5 pagesMinifrac TestsRizalzi BachtiarNo ratings yet
- Design Concepts in Waterflood ProcessesDocument19 pagesDesign Concepts in Waterflood ProcessesRizalzi Bachtiar100% (1)
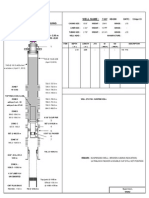
- Well Profile T-007 WP2013-04Document1 pageWell Profile T-007 WP2013-04Rizalzi BachtiarNo ratings yet
- Duplex Stainless SteelsDocument7 pagesDuplex Stainless SteelsRizalzi BachtiarNo ratings yet
- 8B100 11Document108 pages8B100 11Joel PamoNo ratings yet
- ARI CertificationDocument23 pagesARI CertificationRakesh100% (1)
- Lab Report 1Document16 pagesLab Report 1Muhammad SaifuddinNo ratings yet
- VPSA Oxygen PlantDocument4 pagesVPSA Oxygen PlantADJAHOUTONONNo ratings yet
- Piping BOQ (13 Jul)Document25 pagesPiping BOQ (13 Jul)Mubashir100% (2)
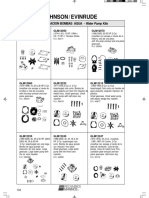
- Johnson / Evinrude: Kits Reparacion Bombas Agua - Water Pump KitsDocument9 pagesJohnson / Evinrude: Kits Reparacion Bombas Agua - Water Pump KitsCristianNo ratings yet
- A320 To A321 DifferencesDocument13 pagesA320 To A321 DifferencesNancy Jeannette100% (1)
- ABB Turbocharging: Tps - . - D / EDocument8 pagesABB Turbocharging: Tps - . - D / ETibor AngeloNo ratings yet
- Choke Up in Submersible PumpDocument16 pagesChoke Up in Submersible PumpGnani_1188No ratings yet
- Using DIERS Two-Phase Equations To Estimate Tube Rupture FlowratesDocument8 pagesUsing DIERS Two-Phase Equations To Estimate Tube Rupture FlowratesAugusto Jorge Lozada100% (1)
- Xplore Orld Iping: Ymbols SometricsDocument4 pagesXplore Orld Iping: Ymbols SometricsHafiz RahmanNo ratings yet
- Product List GeneralDocument12 pagesProduct List GeneralAriantoNo ratings yet
- 1 GE TG Frame 6B IM PlanningDocument6 pages1 GE TG Frame 6B IM PlanningJorge LuisNo ratings yet
- EXP 7 Pipe FrictionDocument10 pagesEXP 7 Pipe Frictionsiva ramNo ratings yet
- Piping Class - DC21Document2 pagesPiping Class - DC21Дмитрий РыбаковNo ratings yet
- SGBP-I0-DWI-001 Instrument Index Asbuilt Rev.0Document5 pagesSGBP-I0-DWI-001 Instrument Index Asbuilt Rev.0anis.fuad2501No ratings yet
- Om-03 Hose Handling Crane PDFDocument126 pagesOm-03 Hose Handling Crane PDFcpîndaruNo ratings yet
- Ipe Plate 2 Fluid MachineriesDocument93 pagesIpe Plate 2 Fluid Machineriesjanuel borelaNo ratings yet
- Makita Service NoteDocument2 pagesMakita Service NoteMarcin LosyNo ratings yet
- FM24 Complete ManualDocument35 pagesFM24 Complete ManualShaffaf ThajudheenNo ratings yet
- Spare Parts SAB-283-L-ATEX BOG-Mk1-Mk2 2020.10Document30 pagesSpare Parts SAB-283-L-ATEX BOG-Mk1-Mk2 2020.10Mário OliveiraNo ratings yet
- Adjusting The Hydraulic PumpDocument6 pagesAdjusting The Hydraulic PumpSugeng Ciko Darminto90% (10)
- Valvula de Seguridad Patin Auxiliar TerniumDocument1 pageValvula de Seguridad Patin Auxiliar TerniumSearch45No ratings yet
- Petroleum Gas Compression Workbook 3 PDFDocument59 pagesPetroleum Gas Compression Workbook 3 PDFMahathir Che Ap100% (4)
- Course Komatsu wb93r5 wb97r5 Backhoe Loaders Hydraulic System PDFDocument20 pagesCourse Komatsu wb93r5 wb97r5 Backhoe Loaders Hydraulic System PDFBruno Cecatto91% (11)
- Chapter1: Introduction To TurbomachinesDocument21 pagesChapter1: Introduction To TurbomachinesBinay Ranjan ChaudharyNo ratings yet
- KENR9408KENR9408 - SIS Mini JXMDocument4 pagesKENR9408KENR9408 - SIS Mini JXMLiliana Rebeca Santos santosNo ratings yet
- Tomoe - Rubber Seated Butterfly Valve 700s SeriesDocument8 pagesTomoe - Rubber Seated Butterfly Valve 700s Seriess12originalNo ratings yet
- Valvula de Seguridad (SCSSV) - Tema 4Document150 pagesValvula de Seguridad (SCSSV) - Tema 4sams80% (5)
- Filed Dec. 23, 1959: Aug. 15, 1961 L. A. Botkin 2,996,222Document4 pagesFiled Dec. 23, 1959: Aug. 15, 1961 L. A. Botkin 2,996,222sqmiNo ratings yet