You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- "The 5 Whys": Root Cause AnalysisDocument2 pages"The 5 Whys": Root Cause AnalysiskarthikkandaNo ratings yet
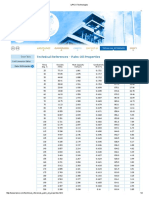
- A356-T6 Properties - Gravity CastDocument1 pageA356-T6 Properties - Gravity CastkarthikkandaNo ratings yet
- BlowholeDocument4 pagesBlowholekarthikkandaNo ratings yet
- 2011 WednesdayDocument123 pages2011 WednesdaykarthikkandaNo ratings yet
- Decomposition and Reaction of Thermal-Formed Alumina in Aluminum Alloy CastingsDocument9 pagesDecomposition and Reaction of Thermal-Formed Alumina in Aluminum Alloy CastingskarthikkandaNo ratings yet
- wj1106 264 PDFDocument6 pageswj1106 264 PDFkarthikkandaNo ratings yet
- Counter Pressure Casting Technique For Aluminium FoundriesDocument3 pagesCounter Pressure Casting Technique For Aluminium FoundrieskarthikkandaNo ratings yet
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument18 pagesWorld's Largest Science, Technology & Medicine Open Access Book PublisherkarthikkandaNo ratings yet
- 20 Completed Fact SheetDocument5 pages20 Completed Fact SheetkarthikkandaNo ratings yet
- 6 Control of Ceramic Foam Filter Quality SRayDocument4 pages6 Control of Ceramic Foam Filter Quality SRaykarthikkandaNo ratings yet
- 07 p3459Document6 pages07 p3459karthikkandaNo ratings yet
- LMA 2010 08 016 T Temper PDFDocument6 pagesLMA 2010 08 016 T Temper PDFkarthikkandaNo ratings yet
- E1025-98 Radiology IQI PDFDocument6 pagesE1025-98 Radiology IQI PDFkarthikkandaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Technologies Palm OilDocument2 pagesTechnologies Palm OilediasianagriNo ratings yet
- Labor Productivity and Industrialization in Africa - PPTDocument34 pagesLabor Productivity and Industrialization in Africa - PPTAbebe TekaNo ratings yet
- Contrato PetrobrasDocument21 pagesContrato PetrobrasEveraldo LuizNo ratings yet
- Parker Sporlan Refrigeration & Air Conditioning Catalogue 2015Document320 pagesParker Sporlan Refrigeration & Air Conditioning Catalogue 2015Hnin PwintNo ratings yet
- An 4141Document11 pagesAn 4141chatty85No ratings yet
- Tillo Community Centre Q (B)Document5 pagesTillo Community Centre Q (B)nur iman qurrataini abdul rahmanNo ratings yet
- Risk Management in Commodity Markets (2008)Document323 pagesRisk Management in Commodity Markets (2008)eshariff100% (1)
- Condition Monitoring of Pump (Vibration)Document5 pagesCondition Monitoring of Pump (Vibration)Zaki Rizqi FadhlurrahmanNo ratings yet
- Jim Ayala Bio (September 2019 Short)Document1 pageJim Ayala Bio (September 2019 Short)faiqsattar1637No ratings yet
- Chiller GLAC 0751 8404BA2 - DF - 2007 06 - 150dpiDocument92 pagesChiller GLAC 0751 8404BA2 - DF - 2007 06 - 150dpifaffs100% (1)
- SPE 145879 Reservoir Well Production Assurance Strategies For Sucessful FieldDocument13 pagesSPE 145879 Reservoir Well Production Assurance Strategies For Sucessful FieldEdgar GonzalezNo ratings yet
- Marine Program1Document65 pagesMarine Program1aldandanal0% (1)
- BF Series Pneumatic Actuator (E-350-08)Document24 pagesBF Series Pneumatic Actuator (E-350-08)JhonNo ratings yet
- Modul Air Fluid Coolers 1800Document12 pagesModul Air Fluid Coolers 1800Roger AklNo ratings yet
- Sds A 11753650 SURGE ARRESTER PROTECTION DEVICESDocument16 pagesSds A 11753650 SURGE ARRESTER PROTECTION DEVICESMarilou GaralNo ratings yet
- Jaypee Plots Wish Town Ken Sing Ton Park Agra-Call 09958959555Document11 pagesJaypee Plots Wish Town Ken Sing Ton Park Agra-Call 09958959555residential8126No ratings yet
- Wns For Sea Final AsDocument12 pagesWns For Sea Final Asthehoang12310No ratings yet
- Kaizen Report Driptea PHDocument3 pagesKaizen Report Driptea PHArtgiven BaraquioNo ratings yet
- 3EK4 IEC 11kVDocument12 pages3EK4 IEC 11kVBhuvanes WaranNo ratings yet
- Centrifugal Pump (Various Air Handling Methods)Document21 pagesCentrifugal Pump (Various Air Handling Methods)karthick_mariner92No ratings yet
- Pengendalian Persediaan Batubara Menggunakan Metode Economic Order Quantity (EOQ) (Studi Kasus: PT. Indah Kiat Pulp & Paper TBK)Document6 pagesPengendalian Persediaan Batubara Menggunakan Metode Economic Order Quantity (EOQ) (Studi Kasus: PT. Indah Kiat Pulp & Paper TBK)Naufal AqilNo ratings yet
- Steel ContactsDocument16 pagesSteel ContactssimaproindiaNo ratings yet
- Contoh Analisa Pestel & 5 PortersDocument20 pagesContoh Analisa Pestel & 5 Porterssindu100% (1)
- CTV Chiller WeightsDocument5 pagesCTV Chiller WeightsNoushad P HamsaNo ratings yet
- WM - Jiskoot Sampling OverviewDocument4 pagesWM - Jiskoot Sampling OverviewSaravanakumar RajagopalNo ratings yet
- Questions On DC MachinesDocument42 pagesQuestions On DC Machineskibrom atsbhaNo ratings yet
- Grid Connection - NIEDocument45 pagesGrid Connection - NIESeán Mc Cann100% (1)
- Gazprom Investor Day Presentation - Mar 3 2014Document73 pagesGazprom Investor Day Presentation - Mar 3 2014Zerohedge100% (2)
- Start User ManualDocument256 pagesStart User ManualEmmanuel Rocha Rodriguez100% (3)
- Shell Diala Product Family Brochure LowDocument4 pagesShell Diala Product Family Brochure LowAvoor KhanNo ratings yet