You might also like
- Transparency in Central BanksDocument7 pagesTransparency in Central BanksSixto Gerardo Oña AnaguanoNo ratings yet
- (0152) 4664-MSP-001 - API610 Centrifugal PumpsDocument6 pages(0152) 4664-MSP-001 - API610 Centrifugal PumpsSixto Gerardo Oña AnaguanoNo ratings yet
- Banking Sector Fragility CausesDocument7 pagesBanking Sector Fragility CausesSixto Gerardo Oña AnaguanoNo ratings yet
- Along:: GO AWAY - Irse, Marcharse THROW AWAY - Tirar (En La Basura)Document3 pagesAlong:: GO AWAY - Irse, Marcharse THROW AWAY - Tirar (En La Basura)Sixto Gerardo Oña AnaguanoNo ratings yet
- Analysis For Tesla's Expansion Into Russia: Essay Writing Service Samples of Our Professional Work HereDocument11 pagesAnalysis For Tesla's Expansion Into Russia: Essay Writing Service Samples of Our Professional Work HereSixto Gerardo Oña AnaguanoNo ratings yet
- Design Item Design Class Class 1 Class 2 Class 3Document4 pagesDesign Item Design Class Class 1 Class 2 Class 3Sixto Gerardo Oña AnaguanoNo ratings yet
- Steam Generation Capacity Margin and SparingDocument8 pagesSteam Generation Capacity Margin and SparingSixto Gerardo Oña AnaguanoNo ratings yet
- Scope: An Asterisk (Document9 pagesScope: An Asterisk (Sixto Gerardo Oña AnaguanoNo ratings yet
- (0153) 4664-MSP-008 Fired HeatersDocument16 pages(0153) 4664-MSP-008 Fired HeatersSixto Gerardo Oña Anaguano100% (1)
- Design Item Design Class Class 1 Class 2 Class 3Document5 pagesDesign Item Design Class Class 1 Class 2 Class 3Sixto Gerardo Oña AnaguanoNo ratings yet
- History Background Document: IP 4-2-1 Auxiliary Structures For Operation and MaintenanceDocument1 pageHistory Background Document: IP 4-2-1 Auxiliary Structures For Operation and MaintenanceSixto Gerardo Oña AnaguanoNo ratings yet
- Api 653 Preparatory Course Answer Key: Final Exam - Closed BookDocument1 pageApi 653 Preparatory Course Answer Key: Final Exam - Closed BookSixto Gerardo Oña AnaguanoNo ratings yet
- Design Item Design Class Class 1 Class 2 Class 3: Once Through Cooling Water System Design Cooling DutyDocument3 pagesDesign Item Design Class Class 1 Class 2 Class 3: Once Through Cooling Water System Design Cooling DutySixto Gerardo Oña AnaguanoNo ratings yet
- (0104) 00000778Document7 pages(0104) 00000778Sixto Gerardo Oña AnaguanoNo ratings yet
- Scope: Plant Buildings For Operation and Storage IP 4-3-1Document8 pagesScope: Plant Buildings For Operation and Storage IP 4-3-1Sixto Gerardo Oña AnaguanoNo ratings yet
- Api 653 Preparatory Course Answer Key: Final Exam - Closed BookDocument1 pageApi 653 Preparatory Course Answer Key: Final Exam - Closed BookSixto Gerardo Oña AnaguanoNo ratings yet
- Api 653 Preparatory Course Answer Key: Final Exam - Open BookDocument1 pageApi 653 Preparatory Course Answer Key: Final Exam - Open BookSixto Gerardo Oña AnaguanoNo ratings yet
- Pipe Supports IP 4-2-2: ScopeDocument3 pagesPipe Supports IP 4-2-2: ScopeSixto Gerardo Oña AnaguanoNo ratings yet
- Background History Documentation For Corresponding Paragraphs of Ip 3-16-3 (Rev. 1)Document1 pageBackground History Documentation For Corresponding Paragraphs of Ip 3-16-3 (Rev. 1)Sixto Gerardo Oña AnaguanoNo ratings yet
- (0209) 031801Document12 pages(0209) 031801Sixto Gerardo Oña AnaguanoNo ratings yet
- Heat / Weather Shields For Flanges IP 3-16-3 and Flangeless ValvesDocument3 pagesHeat / Weather Shields For Flanges IP 3-16-3 and Flangeless ValvesSixto Gerardo Oña AnaguanoNo ratings yet
- History Background Document: IP 3-15-1 Pressure Relief ValvesDocument1 pageHistory Background Document: IP 3-15-1 Pressure Relief ValvesSixto Gerardo Oña AnaguanoNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Sigma Catalogue 2014Document60 pagesSigma Catalogue 2014Chien Nguyen Dang100% (2)
- Lecture 5Document54 pagesLecture 5Bilal ZamanNo ratings yet
- 238 Preventive Check Sheet of Press Brake MachineDocument4 pages238 Preventive Check Sheet of Press Brake MachineAjay100% (2)
- Application Guide - Jotafloor PU CreteDocument25 pagesApplication Guide - Jotafloor PU CreteKenji TanNo ratings yet
- ITR INL (Insulation)Document2 pagesITR INL (Insulation)mahmoudNo ratings yet
- VariCel AFP 1 158Document4 pagesVariCel AFP 1 158Pablo B.No ratings yet
- Project Report PDFDocument10 pagesProject Report PDFNagesh ChitariNo ratings yet
- CE 380 Lecture 1Document11 pagesCE 380 Lecture 1Srdan BoskovicNo ratings yet
- Glass HoleDocument170 pagesGlass HoleAhsan SattarNo ratings yet
- Design Studio: Shin Yang Development SDN BHDDocument1 pageDesign Studio: Shin Yang Development SDN BHDcRi SocietyNo ratings yet
- Lec 6Document16 pagesLec 6shahid aliNo ratings yet
- Soil Investigation Report For The Proposed Residential Building Construction PDFDocument32 pagesSoil Investigation Report For The Proposed Residential Building Construction PDFParvez KhanNo ratings yet
- Typical Cable Laying Details For Direct Buried, Low Tension CablesDocument6 pagesTypical Cable Laying Details For Direct Buried, Low Tension CablesAbdul Muneer PalapraNo ratings yet
- Suspended Brickwork Solutions PDFDocument12 pagesSuspended Brickwork Solutions PDFNguyễn Vũ LongNo ratings yet
- Susan Niles - Niched Walls in Inca DesignDocument10 pagesSusan Niles - Niched Walls in Inca DesignGabriela Castillo EspinozaNo ratings yet
- Design Manual Chapter 6 - Geotechnical 6G - Subsurface Drainage SystemsDocument11 pagesDesign Manual Chapter 6 - Geotechnical 6G - Subsurface Drainage Systemsbilisuma sebokaNo ratings yet
- Literature Study of Hotel: School of Architecture SBSSTC, FerozepurDocument7 pagesLiterature Study of Hotel: School of Architecture SBSSTC, FerozepuranasNo ratings yet
- Evaluasi Serta Perancangan Aplikasi Emergency Response Plan (Erp) Dan Sistem Proteksi Kebakaran Aktif Di Perusahaan Fabrikasi Boiler Berbasis AndroidDocument6 pagesEvaluasi Serta Perancangan Aplikasi Emergency Response Plan (Erp) Dan Sistem Proteksi Kebakaran Aktif Di Perusahaan Fabrikasi Boiler Berbasis AndroidYoga NurwansyahNo ratings yet
- Aesthetic Living Shop No 4, House No.72, Gulmohar Marg, DLF Phase 2, Gurugram, HaryanaDocument5 pagesAesthetic Living Shop No 4, House No.72, Gulmohar Marg, DLF Phase 2, Gurugram, HaryanaArnav Khanna0% (1)
- Peaci: Introduction To ColumnsDocument17 pagesPeaci: Introduction To ColumnsMajeyd AlumpongNo ratings yet
- Floor Decking:: Technical Data SheetDocument4 pagesFloor Decking:: Technical Data SheetImran MulaniNo ratings yet
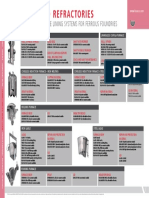
- Wall Chart Linings VESUVIUS FOSECODocument1 pageWall Chart Linings VESUVIUS FOSECOGermano BissonNo ratings yet
- Design - Sagainc.: Wall Elevation 4 Wall Elevation 5Document1 pageDesign - Sagainc.: Wall Elevation 4 Wall Elevation 5Rachelle AbingNo ratings yet
- Forging Fig Q A AnalysisDocument12 pagesForging Fig Q A AnalysisKBSMANITNo ratings yet
- Space and Room Requirement For Electrical WorksDocument8 pagesSpace and Room Requirement For Electrical WorksLoh Wan CheanNo ratings yet
- Electrical Service Design 22Document1 pageElectrical Service Design 22Hell BoyNo ratings yet
- Notes From Ashrae HBDocument5 pagesNotes From Ashrae HBNaphtali MichaelNo ratings yet
- Intergraph Caesar Course ContentDocument2 pagesIntergraph Caesar Course ContentValesh MonisNo ratings yet
- CR143-150-0 Catálogos de Piezas de RepuestoDocument62 pagesCR143-150-0 Catálogos de Piezas de RepuestoJohn Fredy Palacio G.No ratings yet
- A Review On Seismic Behavior of Ultra-High Performance Concrete MembersDocument16 pagesA Review On Seismic Behavior of Ultra-High Performance Concrete Membersdragon HNo ratings yet