You might also like
- Troubleshooting and Repair of Diesel EnginesFrom EverandTroubleshooting and Repair of Diesel EnginesRating: 1.5 out of 5 stars1.5/5 (2)
- Group 6 Strategic Management (Banking & Insuarance 2nd Year ASSIGENMENT OF CATERPILLAR INC PDFDocument29 pagesGroup 6 Strategic Management (Banking & Insuarance 2nd Year ASSIGENMENT OF CATERPILLAR INC PDFShilpa100% (1)
- Pounder's Marine Diesel Engines and Gas TurbinesFrom EverandPounder's Marine Diesel Engines and Gas TurbinesRating: 4 out of 5 stars4/5 (15)
- Modern Pumping - 102015Document62 pagesModern Pumping - 102015anjangandak2932No ratings yet
- Domestic May 2010 PDFDocument140 pagesDomestic May 2010 PDFStaszek BanachNo ratings yet
- Fluid Catalytic Cracking Handbook: An Expert Guide to the Practical Operation, Design, and Optimization of FCC UnitsFrom EverandFluid Catalytic Cracking Handbook: An Expert Guide to the Practical Operation, Design, and Optimization of FCC UnitsRating: 5 out of 5 stars5/5 (2)
- Oil Refinery ThesisDocument4 pagesOil Refinery ThesisNathan Mathis100% (3)
- (December 20, 2023 Letter) WWEMA RFI ResponseDocument8 pages(December 20, 2023 Letter) WWEMA RFI ResponsesamuelNo ratings yet
- Power - May 2014Document76 pagesPower - May 2014ppluis90No ratings yet
- July August 2013Document52 pagesJuly August 2013awhk2006No ratings yet
- Robert Galyen, Top Battery Technology Expert, Joins Tydrolyte Advisory BoardDocument3 pagesRobert Galyen, Top Battery Technology Expert, Joins Tydrolyte Advisory BoardPR.comNo ratings yet
- HP May 2014Document115 pagesHP May 2014John UrdanetaNo ratings yet
- CaterpillarDocument18 pagesCaterpillarManaan Shaw100% (1)
- Caterpillar CaseDocument12 pagesCaterpillar CaseAu George George100% (4)
- Wind Energy Industry MFG Supplier Handbook 1Document41 pagesWind Energy Industry MFG Supplier Handbook 1philipnartNo ratings yet
- Thomas and Maine 2019 Market Entry Strategies For Electric Vehicle Start UpsDocument11 pagesThomas and Maine 2019 Market Entry Strategies For Electric Vehicle Start UpsIoana DiaconescuNo ratings yet
- The Comeback of CaterpillarDocument15 pagesThe Comeback of CaterpillarDarshini KunteNo ratings yet
- Marketing IndividualDocument2 pagesMarketing Individualsinyi0No ratings yet
- PC-11 & GF-6: Engine Technology Drives Changes in Oil SpecsDocument84 pagesPC-11 & GF-6: Engine Technology Drives Changes in Oil Specsnnacy2702No ratings yet
- CatDocument45 pagesCatAakash R RajwaniNo ratings yet
- HTTP Tejas-Iimb - Org Articles 32Document4 pagesHTTP Tejas-Iimb - Org Articles 32Charu KrishnamurthyNo ratings yet
- April 2015Document104 pagesApril 2015prasanta_bbsrNo ratings yet
- Frame6 UserNetworks p2-30Document29 pagesFrame6 UserNetworks p2-30jasonNo ratings yet
- Caterpillar, Inc.: (Preliminary Report)Document10 pagesCaterpillar, Inc.: (Preliminary Report)kesha712No ratings yet
- JPT May16Document104 pagesJPT May16Hari TharanNo ratings yet
- HyundaiDocument23 pagesHyundaiSudarsanan KNo ratings yet
- HyundaiDocument19 pagesHyundaiSudarsanan KNo ratings yet
- Reciprocating Engines For Stationary Power Generation Technology Products Players and Business IssuesDocument186 pagesReciprocating Engines For Stationary Power Generation Technology Products Players and Business IssuesAnonymous zfmlsb2GjANo ratings yet
- Processing January 2013.9009Document53 pagesProcessing January 2013.9009Iulian BarascuNo ratings yet
- HyundaiDocument17 pagesHyundaiSudarsanan KNo ratings yet
- Caterpillar Tractor Co.: Case AnalysisDocument10 pagesCaterpillar Tractor Co.: Case AnalysisArpita Karmakar100% (1)
- DTB Project - Formatted - A19Document10 pagesDTB Project - Formatted - A19somechnitjNo ratings yet
- 04 Managing Supply-Demand Risk in Global ProductionDocument11 pages04 Managing Supply-Demand Risk in Global ProductionAnonymous vGOtuxeNo ratings yet
- Epm 2013 01Document108 pagesEpm 2013 01jpsi6No ratings yet
- Strategic Management g9 SuzlonDocument3 pagesStrategic Management g9 SuzlonJaya Neelanshi SethNo ratings yet
- The Fall of The F-Class TurbineDocument6 pagesThe Fall of The F-Class Turbinechdi100% (1)
- International 2013 PDFDocument80 pagesInternational 2013 PDFJulio César Rodríguez RodríguezNo ratings yet
- Oil Companies Research PaperDocument6 pagesOil Companies Research Paperef71d9gw100% (1)
- Caterpillar CAT By: Haileab T. Mussies T. Teklezgi NDocument54 pagesCaterpillar CAT By: Haileab T. Mussies T. Teklezgi NHaileabmarketingNo ratings yet
- Secretary of Defense: Fellows ProgramDocument48 pagesSecretary of Defense: Fellows ProgramMuhammad Ali PervaizNo ratings yet
- HW3 Tesla PDFDocument12 pagesHW3 Tesla PDFSarp SeraçNo ratings yet
- Industry ProfileDocument63 pagesIndustry Profilesaravana saravanaNo ratings yet
- RAHIMAFROOZ Market Driven StrategyDocument18 pagesRAHIMAFROOZ Market Driven StrategyShah Toufiqul Alam ToufiqNo ratings yet
- Final Report - CaterpillarDocument17 pagesFinal Report - CaterpillarJainendra SinhaNo ratings yet
- Research Paper Oil DrillingDocument8 pagesResearch Paper Oil Drillinggw1g9a3s100% (1)
- The Engine IndustryDocument7 pagesThe Engine Industrydavid2404No ratings yet
- Executive SummaryDocument20 pagesExecutive SummarySachin UmbarajeNo ratings yet
- Jan Feb 2014Document52 pagesJan Feb 2014cjp6124No ratings yet
- Application of Porter's Five Forces Model in Battery Manufacturing Industries of BangladeshDocument6 pagesApplication of Porter's Five Forces Model in Battery Manufacturing Industries of BangladeshPavel ColladoNo ratings yet
- Pratt & WhitneyDocument6 pagesPratt & WhitneyPokemon GoNo ratings yet
- S I: F C G C: Arindam Banerjee Muzaffar Jamal Dheeraj AwasthyDocument31 pagesS I: F C G C: Arindam Banerjee Muzaffar Jamal Dheeraj AwasthyOsama AshrafNo ratings yet
- Presentation On Rolls RoyceDocument40 pagesPresentation On Rolls Royceyasminkhalid0% (1)
- IJV MARLEY AutomotiveDocument6 pagesIJV MARLEY AutomotiveUmer HamidNo ratings yet
- Company Profile 2010@ Larsen and ToubroDocument17 pagesCompany Profile 2010@ Larsen and ToubroAnkur Dubey100% (1)
- Money FigureDocument13 pagesMoney FigureJabulani MekiNo ratings yet
- 12 PDFDocument5 pages12 PDFRenanNo ratings yet
- Rifkin-2019 - The Green New DealDocument255 pagesRifkin-2019 - The Green New Dealjames gren100% (1)
- Thermoplastic Composite PipeDocument11 pagesThermoplastic Composite PipeRenanNo ratings yet
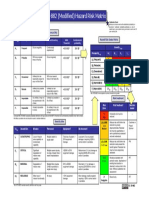
- Mil STD 882 Modified Hazard Risk MatrixDocument1 pageMil STD 882 Modified Hazard Risk MatrixAntonio Lopes0% (1)
- Eg14e PDFDocument512 pagesEg14e PDFRenanNo ratings yet
- Chiller Modelos - YK PDFDocument72 pagesChiller Modelos - YK PDFRenanNo ratings yet
- Review of Emissions Test Reports For Emissions Factors Development For Flares and Certain Refinery OperationsDocument84 pagesReview of Emissions Test Reports For Emissions Factors Development For Flares and Certain Refinery OperationsRenanNo ratings yet
- Process Safety Leading and Lagging Metrics - CCPS - 2011Document44 pagesProcess Safety Leading and Lagging Metrics - CCPS - 2011Haribo1962No ratings yet
- Use of Corrugated Metal Pipe For Tunnels-ContechDocument8 pagesUse of Corrugated Metal Pipe For Tunnels-ContechRenanNo ratings yet
- Spec For Piping Design - Materials E1000713 - v1 PDFDocument20 pagesSpec For Piping Design - Materials E1000713 - v1 PDFIlham AmirulNo ratings yet
- Spec For Piping Design - Materials E1000713 - v1 PDFDocument20 pagesSpec For Piping Design - Materials E1000713 - v1 PDFIlham AmirulNo ratings yet
- Spec For Piping Design - Materials E1000713 - v1 PDFDocument20 pagesSpec For Piping Design - Materials E1000713 - v1 PDFIlham AmirulNo ratings yet
- Piping Material Specificactions PDFDocument431 pagesPiping Material Specificactions PDFpradeepNo ratings yet
- OGP 434-7 Consequence ModellingDocument40 pagesOGP 434-7 Consequence ModellingJose QuinteroNo ratings yet
- Process Safety PresentationDocument23 pagesProcess Safety PresentationRenanNo ratings yet
- TI v51 No2 Part2of2 PDFDocument9 pagesTI v51 No2 Part2of2 PDFRenanNo ratings yet
- Process Safety PresentationDocument28 pagesProcess Safety PresentationRenanNo ratings yet
- UOP 326 Diene Value by Maleic Anhydre Addition ReactionDocument4 pagesUOP 326 Diene Value by Maleic Anhydre Addition ReactionMauricio Huerta JaraNo ratings yet
- P&IDDocument18 pagesP&IDhectornicolauNo ratings yet
- Piping - Design - Chemical - Engineering - Robert Kern - Articles 1974 67pDocument67 pagesPiping - Design - Chemical - Engineering - Robert Kern - Articles 1974 67pAna Margarita100% (8)
- Piping - Design - Chemical - Engineering - Robert Kern - Articles 1974 67pDocument67 pagesPiping - Design - Chemical - Engineering - Robert Kern - Articles 1974 67pAna Margarita100% (8)
- CruDocument33 pagesCruRenanNo ratings yet
- Catalog Loading SystemsDocument40 pagesCatalog Loading SystemsNafaka1703No ratings yet
- Pressure Relief, Flares, Flame Arrestors PDFDocument15 pagesPressure Relief, Flares, Flame Arrestors PDFRenanNo ratings yet
- Selection of Equation of State Models For Process SimulatorsDocument18 pagesSelection of Equation of State Models For Process Simulatorssuratiningrum100% (1)
- NEMA 250 - Enclosures For Electrical Equip - Sep 2014Document52 pagesNEMA 250 - Enclosures For Electrical Equip - Sep 2014Renan67% (3)
- Process Safety PresentationDocument28 pagesProcess Safety PresentationRenanNo ratings yet
- Approved Proofs KRs ASME Ch25 p253-322 3-13-09Document70 pagesApproved Proofs KRs ASME Ch25 p253-322 3-13-09ahmedalish100% (1)
- API Tank DesignDocument189 pagesAPI Tank DesignDD3NZ91% (11)
- FB Reserach PDFDocument27 pagesFB Reserach PDFRenanNo ratings yet
- Steam Turbine Rotor Vibration Failures - Causes and Solutions - POWER Magazine 1Document11 pagesSteam Turbine Rotor Vibration Failures - Causes and Solutions - POWER Magazine 1aserf251No ratings yet
- Mcqs Preparation For Engineering Competitive ExamsDocument10 pagesMcqs Preparation For Engineering Competitive ExamsHussam GujjarNo ratings yet
- Crossflow Construction GuideDocument9 pagesCrossflow Construction GuidebrucegillandersNo ratings yet
- Y 100Document10 pagesY 100ramakantinamdarNo ratings yet
- CTC-211 Engine SystemsDocument393 pagesCTC-211 Engine SystemsGoutam Saha100% (1)
- Turbomachinery: (Third Edition)Document404 pagesTurbomachinery: (Third Edition)piravi66100% (1)
- Turbocharger NR24-R 5658-1 enDocument210 pagesTurbocharger NR24-R 5658-1 envaleriy40% (5)
- Numerical Simulation of VAWTDocument13 pagesNumerical Simulation of VAWT1alexandra12No ratings yet
- Vestas - V90 1.8-2.0 MWDocument6 pagesVestas - V90 1.8-2.0 MWEdjan TomazNo ratings yet
- S. R. ChakravarthyDocument7 pagesS. R. ChakravarthyDevangMarvaniaNo ratings yet
- PEI Technical Note BookDocument2 pagesPEI Technical Note Book1mmahoneyNo ratings yet
- Physics: Behind The ConceptDocument10 pagesPhysics: Behind The ConceptAditya Shiva AppallaNo ratings yet
- Ge Oil &gas Turbocompressor Trains On First Floating LNG Plant PDFDocument12 pagesGe Oil &gas Turbocompressor Trains On First Floating LNG Plant PDFihllhmNo ratings yet
- Ramjet FuelsDocument14 pagesRamjet Fuelsivan tNo ratings yet
- lIQUID FUEL SYSTEM PDFDocument23 pageslIQUID FUEL SYSTEM PDFJJNo ratings yet
- Astrid-Bjorgum SintefDocument10 pagesAstrid-Bjorgum SintefKenginNo ratings yet
- Wind Power Research Paper ExampleDocument6 pagesWind Power Research Paper Exampleiangetplg100% (1)
- LTSA-Contract Package 2Document140 pagesLTSA-Contract Package 2adanasporNo ratings yet
- Steam Turbine ChecklistDocument5 pagesSteam Turbine ChecklistVlanic StudioNo ratings yet
- Chapter 7. Measurement of Level and FlowDocument26 pagesChapter 7. Measurement of Level and FlowNguyen NguyenNo ratings yet
- Unit-7 - Steam and Gas TurbineDocument24 pagesUnit-7 - Steam and Gas TurbineKedir Mohammed100% (1)
- 2 BalancingDocument167 pages2 BalancingsolomonrajarNo ratings yet
- Paper - IEEE - A Dynamic Wind Turbine Simulator of The Wind Turbine Generator SystemDocument4 pagesPaper - IEEE - A Dynamic Wind Turbine Simulator of The Wind Turbine Generator SystemDanilo RochaNo ratings yet
- Nasa Rotor67Document12 pagesNasa Rotor67prakulmittal2No ratings yet
- Thermodynamics Onkar SinghDocument18 pagesThermodynamics Onkar SinghSaurabh JainNo ratings yet
- Aerodynamic Noise Prediction of A Horizontal Axis Wind Turbine Using Improved Delayed Detached Eddy Simulation and Acoustic AnalogyDocument11 pagesAerodynamic Noise Prediction of A Horizontal Axis Wind Turbine Using Improved Delayed Detached Eddy Simulation and Acoustic AnalogynimakarimpurNo ratings yet
- SpekDocument18 pagesSpekMaydaNo ratings yet
- WTG CalculationDocument7 pagesWTG Calculation1382aceNo ratings yet
- Performance of Simple Gas Turbine Cycle Performance of Simple Gas Turbine CycleDocument25 pagesPerformance of Simple Gas Turbine Cycle Performance of Simple Gas Turbine CycleVenkatesh Vakalapudi100% (1)
- VI. 07. Synchronous Machine PDFDocument16 pagesVI. 07. Synchronous Machine PDFDesi HertianiNo ratings yet