You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A System Approach To SO3 Mitigation PDFDocument8 pagesA System Approach To SO3 Mitigation PDFعزت عبد المنعمNo ratings yet
- Safety System - Emergency Shutdown System P1Document41 pagesSafety System - Emergency Shutdown System P1عزت عبد المنعم100% (2)
- 1 - Differences Between API 600 & API 6DDocument9 pages1 - Differences Between API 600 & API 6Dعزت عبد المنعمNo ratings yet
- Gate Valve Standard FeaturesDocument3 pagesGate Valve Standard Featuresعزت عبد المنعمNo ratings yet
- Safety System - Emergency Shutdown System P2Document15 pagesSafety System - Emergency Shutdown System P2عزت عبد المنعم100% (3)
- Material Properties Requirements For Metallic MaterialsDocument70 pagesMaterial Properties Requirements For Metallic Materialsعزت عبد المنعمNo ratings yet
- Characteristics of Residual StressDocument61 pagesCharacteristics of Residual Stressعزت عبد المنعمNo ratings yet
- Day 14 Heat Treatments of SteelDocument20 pagesDay 14 Heat Treatments of Steelعزت عبد المنعمNo ratings yet
- Shielded Metal Arc WeldingDocument39 pagesShielded Metal Arc Weldingعزت عبد المنعم100% (1)
- High Temperature Corrosion Guide Line 7 (1) .0Document20 pagesHigh Temperature Corrosion Guide Line 7 (1) .0عزت عبد المنعم100% (2)
- Lecture - 1 Steel Structures Design PhilosophiesDocument67 pagesLecture - 1 Steel Structures Design Philosophiesعزت عبد المنعم60% (5)
- Comparison Material Specs. Table PDFDocument41 pagesComparison Material Specs. Table PDFعزت عبد المنعمNo ratings yet
- Deaerator CorrosionDocument7 pagesDeaerator Corrosionanindya1986No ratings yet
- Correct Expansion of Heat Exchanger - Boiler Tubes PDFDocument4 pagesCorrect Expansion of Heat Exchanger - Boiler Tubes PDFعزت عبد المنعمNo ratings yet
- Pipeline Integrity ManagementDocument122 pagesPipeline Integrity Managementعزت عبد المنعم100% (11)
- ISO 8501 Photo ReferDocument5 pagesISO 8501 Photo Referapi-386436191% (11)
- Fireproofing For Petrochemical FacilityDocument12 pagesFireproofing For Petrochemical FacilityJames Murray100% (4)
- Designing of Air Cooled Heat Exchangers: by Mehaboob Basha N.BDocument28 pagesDesigning of Air Cooled Heat Exchangers: by Mehaboob Basha N.Bgerty1818100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- On The Formation of A Centreline Grain Boundary During Fusion WeldingDocument11 pagesOn The Formation of A Centreline Grain Boundary During Fusion WeldingSgk ManikandanNo ratings yet
- Drill Bits HandbookDocument127 pagesDrill Bits HandbookMohamed Elshora100% (1)
- Material Identification ReportDocument11 pagesMaterial Identification ReportRewanNo ratings yet
- 43 Granite: Prime Varieties of Indian GraniteDocument12 pages43 Granite: Prime Varieties of Indian GraniteAnkur BihaniNo ratings yet
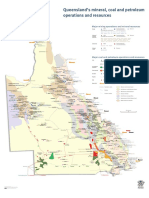
- QLD Resources MapDocument1 pageQLD Resources MapS CollinsNo ratings yet
- Insulation Material For Arc FurnacesDocument11 pagesInsulation Material For Arc Furnacespranab_473664367No ratings yet
- Sintering: From Empirical Observations To Scientific PrinciplesDocument9 pagesSintering: From Empirical Observations To Scientific PrinciplesAYUSH SINGH IET Lucknow StudentNo ratings yet
- Testing Precious Metals C.M HokeDocument88 pagesTesting Precious Metals C.M HokeAFLAC ............100% (10)
- Aurora 390 PDFDocument8 pagesAurora 390 PDFJose GutierrezNo ratings yet
- Hvof Coating On Turbine RunnersDocument23 pagesHvof Coating On Turbine RunnersAliyana ShresthaNo ratings yet
- Speed SteelDocument1 pageSpeed SteelAbhishek HebballiNo ratings yet
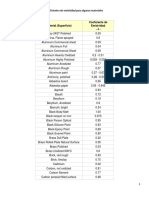
- Coeficientes de Emisividad para Algunos MaterialesDocument4 pagesCoeficientes de Emisividad para Algunos MaterialesSamGomezNo ratings yet
- Nptel WeldingDocument236 pagesNptel WeldingNishankzattNo ratings yet
- Durmat E-PlusDocument1 pageDurmat E-PlusThameur KamounNo ratings yet
- United States Patent (19) : (75) Inventors: Larry Mank, Orgeval Yves BarthelDocument5 pagesUnited States Patent (19) : (75) Inventors: Larry Mank, Orgeval Yves BarthelPratamap OdelNo ratings yet
- NF en 14532 3 EnglishDocument30 pagesNF en 14532 3 EnglishGigi FiloteNo ratings yet
- Preparation of Tungsten Trioxide WO3Document3 pagesPreparation of Tungsten Trioxide WO3aiensyafiqahNo ratings yet
- (QM) Impact Behaviour and BallisticDocument15 pages(QM) Impact Behaviour and BallisticSafetyanaNo ratings yet
- Rapicut Carbides LimitedDocument15 pagesRapicut Carbides LimitedSafwan mansuriNo ratings yet
- Laser Applications in Surface Modification: Jianhua Yao Qunli Zhang Rong Liu Guolong WuDocument150 pagesLaser Applications in Surface Modification: Jianhua Yao Qunli Zhang Rong Liu Guolong WuNISA ATHIRAH BINTI ROSLAN / UPMNo ratings yet
- UK Material CodesDocument34 pagesUK Material CodesAan Sarkasi Amd100% (1)
- GreissenDocument8 pagesGreissenCamilo GZNo ratings yet
- Major Project 2ND ReviewDocument19 pagesMajor Project 2ND ReviewsachinkashidNo ratings yet
- Safety Data Sheet Sintered Tungsten Carbide With Cobalt And/or Nickel BinderDocument4 pagesSafety Data Sheet Sintered Tungsten Carbide With Cobalt And/or Nickel BinderMasood AlamNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2010/0326336A1Document8 pagesPatent Application Publication (10) Pub. No.: US 2010/0326336A1ibrahim sugarNo ratings yet
- Hexoloy SP Sic TdsDocument4 pagesHexoloy SP Sic TdsAnonymous r3MoX2ZMTNo ratings yet
- Your Reliable Welding Business Partner Worldwide"Document70 pagesYour Reliable Welding Business Partner Worldwide"Anonymous SLI4aGNo ratings yet
- Hard Turning of Hot Work Tool Steel (Dac10)Document38 pagesHard Turning of Hot Work Tool Steel (Dac10)mohitkpatelNo ratings yet
- Kinetic Diamond Impregnated Drill BitsDocument4 pagesKinetic Diamond Impregnated Drill BitsLoganBohannonNo ratings yet
- Garcia Welding: Filler Metal Selection GuideDocument8 pagesGarcia Welding: Filler Metal Selection GuideGustavo MorilloNo ratings yet