You might also like
- Métodos de La DepartamentalizaciónDocument4 pagesMétodos de La DepartamentalizaciónRafaelArnaldoPachecoNo ratings yet
- Jugos Energizantes NaturaliDocument7 pagesJugos Energizantes NaturaliRafaelArnaldoPachecoNo ratings yet
- Poster Labview v02Document1 pagePoster Labview v02RafaelArnaldoPachecoNo ratings yet
- Computos MetricosDocument3 pagesComputos MetricosRafaelArnaldoPachecoNo ratings yet
- Informe 4Document13 pagesInforme 4RafaelArnaldoPachecoNo ratings yet
- Tiempos de Vida MediaDocument2 pagesTiempos de Vida MediaKarla Castelan MuñozNo ratings yet
- Calculo de AnclajesDocument7 pagesCalculo de AnclajesWilson Hermocillas PelaezNo ratings yet
- T6 - Renovación de La Carga y SobrealimentaciónDocument72 pagesT6 - Renovación de La Carga y SobrealimentaciónDanielNo ratings yet
- Analisis Penitenciaria Mar Catllar EspañaDocument20 pagesAnalisis Penitenciaria Mar Catllar EspañaJhonyGuarnizNo ratings yet
- Metatron 605 SpanishDocument6 pagesMetatron 605 SpanishrosiNo ratings yet
- Mecanizacion AgricolaDocument16 pagesMecanizacion AgricolaCARMEN LINDA SUAREZNo ratings yet
- Sist Numericos - AlumnosDocument21 pagesSist Numericos - AlumnosJavo BadanoNo ratings yet
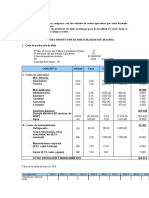
- Costos Operativos Del Productor de HieloDocument2 pagesCostos Operativos Del Productor de HieloJohn NeciosupNo ratings yet
- Resumen General de Valorizacion #02: Al 30 de Noviembre Del 2018Document17 pagesResumen General de Valorizacion #02: Al 30 de Noviembre Del 2018JUAN CARLOS PERICHE CASTRONo ratings yet
- Tecnicas de MicrofoneoDocument22 pagesTecnicas de Microfoneopancarmo5449100% (4)
- Programacion Partida de Obras Informe 1Document12 pagesProgramacion Partida de Obras Informe 1Barbara Valenzuela RodriguezNo ratings yet
- Sesión 5 - Ejercicios % RendimientoDocument4 pagesSesión 5 - Ejercicios % RendimientoRozasReyesGermánNo ratings yet
- Aeropuertos en Ingenieria CivilDocument76 pagesAeropuertos en Ingenieria CivilJoelHuamayalliNo ratings yet
- TOLVASDocument55 pagesTOLVASmarco corpus100% (1)
- Tarea No. 4 (Elab Presup Publico) CUELLAR FAVIO SEBASTIANDocument9 pagesTarea No. 4 (Elab Presup Publico) CUELLAR FAVIO SEBASTIANFabio MajlufNo ratings yet
- Informe #013-2022 - ADEVAL - MANTENIMIENTO PREVENTIVO DE SISTEMA DE UTILIZACION EN MEDIA TENSION - ELECTRICA BAJO PIURA S.A.C.Document16 pagesInforme #013-2022 - ADEVAL - MANTENIMIENTO PREVENTIVO DE SISTEMA DE UTILIZACION EN MEDIA TENSION - ELECTRICA BAJO PIURA S.A.C.Karold Ragner Montejo GarciaNo ratings yet
- E.T. Trafomix 05 07 17 N3Document1 pageE.T. Trafomix 05 07 17 N3Jose Luis Garay HonorNo ratings yet
- Motores Shunt y Sus AplicacionesDocument14 pagesMotores Shunt y Sus AplicacionesAlejandro Maldonado100% (1)
- Examen Final de Proceso de Manufactura IIDocument4 pagesExamen Final de Proceso de Manufactura IIHaydee CardozaHuimanNo ratings yet
- Qué Es La Permanganometría Carlos Leija 4ADocument7 pagesQué Es La Permanganometría Carlos Leija 4AEduardo AlvarezNo ratings yet
- Informe de Ensayo #79.219 - A: FECHA DE EMISIÓN: 22 - 08 - 2017 Correspondiente Al Área PLASTICOSDocument2 pagesInforme de Ensayo #79.219 - A: FECHA DE EMISIÓN: 22 - 08 - 2017 Correspondiente Al Área PLASTICOSJavier VilloutaNo ratings yet
- Set de TVDocument10 pagesSet de TVAromdabid AndiaNo ratings yet
- Formato de Inspección Katerin Mercado Salud Ocupacional UNADDocument10 pagesFormato de Inspección Katerin Mercado Salud Ocupacional UNADKaterin Mercado MestraNo ratings yet
- Acuerdo20 1995Document375 pagesAcuerdo20 1995CARLOS RIAÑONo ratings yet
- Instructivo Mantenimiento Equipo AlturaDocument8 pagesInstructivo Mantenimiento Equipo AlturaLuis CarlosNo ratings yet
- Proyecto Mano RoboticaDocument8 pagesProyecto Mano RoboticaElizabeth MarínNo ratings yet
- Data CenterDocument12 pagesData CenterAleNo ratings yet
- Muestreo de FluidosDocument3 pagesMuestreo de FluidosPaulino Ramirez CabreraNo ratings yet
- Instalaciones EléctricasDocument57 pagesInstalaciones EléctricasJessica Sanchez100% (2)
- Políticas de Gestión InformáticaDocument20 pagesPolíticas de Gestión InformáticaEdgar RdzNo ratings yet