You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- MathDocument4 pagesMathHermann Dejero LozanoNo ratings yet
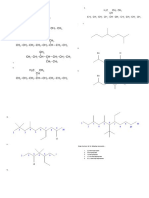
- Name The Following Compounds... 6Document2 pagesName The Following Compounds... 6S JNo ratings yet
- Organic RXN MechanismDocument16 pagesOrganic RXN MechanismS JNo ratings yet
- Chapter 6 - Benzene and AromaticityDocument38 pagesChapter 6 - Benzene and AromaticityS JNo ratings yet
- Chapter 1.1 PFD & PIDDocument103 pagesChapter 1.1 PFD & PIDS JNo ratings yet
- Alcohol and Phenols Rxn.Document46 pagesAlcohol and Phenols Rxn.S JNo ratings yet
- 06-Equipment Selection and DesignDocument78 pages06-Equipment Selection and DesignS J100% (1)
- 01-Introduction To DesignDocument42 pages01-Introduction To DesignS JNo ratings yet
- Analytical Chemistry Lecture 3Document37 pagesAnalytical Chemistry Lecture 3S JNo ratings yet
- Oil and Fat Technology Lectures IDocument27 pagesOil and Fat Technology Lectures Iaulger100% (4)
- Palm Oil Report 2012Document152 pagesPalm Oil Report 2012S J100% (1)
- Asu-O2-M1-Ans OrganicDocument7 pagesAsu-O2-M1-Ans OrganicS JNo ratings yet
- Practice Exam #1 Chemistry 5.12 Organic ChemistryDocument7 pagesPractice Exam #1 Chemistry 5.12 Organic ChemistryS JNo ratings yet
- Chapter 8 Alkenes and Alkynes IDocument57 pagesChapter 8 Alkenes and Alkynes IS JNo ratings yet
- Al KynesDocument26 pagesAl KynesS JNo ratings yet
- Organic Exam Answer.Document11 pagesOrganic Exam Answer.S JNo ratings yet
- Lecture 3 - Alkenes and AlkynesDocument55 pagesLecture 3 - Alkenes and AlkynesS JNo ratings yet
- Module 1 Engineering ScienceDocument38 pagesModule 1 Engineering ScienceLogan JesseNo ratings yet
- Clinical Study: The Effects of Uncomplicated Cataract Surgery On Retinal Layer ThicknessDocument7 pagesClinical Study: The Effects of Uncomplicated Cataract Surgery On Retinal Layer ThicknessJohn ElfranNo ratings yet
- Agilis AAV680 FullC PDFDocument2 pagesAgilis AAV680 FullC PDFhendpraz88No ratings yet
- Presentation: Isa Test Sets Training Course - 2014Document5 pagesPresentation: Isa Test Sets Training Course - 2014Sultan Uddin KhanNo ratings yet
- Vensim User ManualDocument34 pagesVensim User ManualMahdan LondoNo ratings yet
- Hungarian NotationDocument6 pagesHungarian NotationmelpaniNo ratings yet
- GTP For 1CX300sqmmDocument4 pagesGTP For 1CX300sqmmpriyanka236No ratings yet
- Construction Materials and TestingDocument23 pagesConstruction Materials and TestingJaymark S. GicaleNo ratings yet
- Computational Neuroscience CW1 (Bristol)Document3 pagesComputational Neuroscience CW1 (Bristol)libannfNo ratings yet
- Instructor Guide For IntroductionDocument174 pagesInstructor Guide For IntroductionNIRANJANNo ratings yet
- ASCE 7 ASD Basic Load CombosDocument1 pageASCE 7 ASD Basic Load CombosAamirShabbirNo ratings yet
- SD02 Introduction SDBMSDocument26 pagesSD02 Introduction SDBMSgatothp100% (2)
- 00.concrete Mix Design-RailwayDocument38 pages00.concrete Mix Design-RailwaySoundar PachiappanNo ratings yet
- Frequency AdverbsDocument4 pagesFrequency AdverbsAlexander ScrNo ratings yet
- Nav 2000Document4 pagesNav 2000Balaji TriplantNo ratings yet
- 417 Model E Alarm Check ValvesDocument4 pages417 Model E Alarm Check ValvesM Kumar MarimuthuNo ratings yet
- Bent's RuleDocument3 pagesBent's RuleEdwinNo ratings yet
- Ims PrecalDocument10 pagesIms PrecalRhea GlipoNo ratings yet
- QPT Charts BarDocument8 pagesQPT Charts BarKacak BergayaNo ratings yet
- 2D Pipeline Bottom Roughness - Mochammad ImronDocument6 pages2D Pipeline Bottom Roughness - Mochammad ImronLK AnhDungNo ratings yet
- Gauss Method - Nisan 15Document1 pageGauss Method - Nisan 15Otis ArmsNo ratings yet
- IS4242 W3 Regression AnalysesDocument67 pagesIS4242 W3 Regression Analyseswongdeshun4No ratings yet
- Low Temperature Plastics - EnsingerDocument4 pagesLow Temperature Plastics - EnsingerAnonymous r3MoX2ZMTNo ratings yet
- Astm A394 2008 PDFDocument6 pagesAstm A394 2008 PDFJavier Ricardo Romero BohorquezNo ratings yet
- Odp-090r16bv 17KV PDFDocument1 pageOdp-090r16bv 17KV PDFAlberto LinaresNo ratings yet
- Organic Chemistry - Some Basic Principles and Techniques-1Document195 pagesOrganic Chemistry - Some Basic Principles and Techniques-1aditya kumar Agarwal100% (1)
- PC - Section 1.3 - Worksheet PDFDocument2 pagesPC - Section 1.3 - Worksheet PDFAnabbNo ratings yet
- Gregory, Robert Wayne Et Al. - 'The Role of Artificial Intelligence and Data Network Effects For Creating User Value'Document18 pagesGregory, Robert Wayne Et Al. - 'The Role of Artificial Intelligence and Data Network Effects For Creating User Value'DylanOSullivanNo ratings yet
- BCIT COMP 8505 Final Project Covert Channel Exfiltration by Wesley Kenzie, June 2011Document39 pagesBCIT COMP 8505 Final Project Covert Channel Exfiltration by Wesley Kenzie, June 2011Wesley KenzieNo ratings yet