You might also like
- Hit List: The Best of Latino MysteryDocument211 pagesHit List: The Best of Latino MysteryArte Público Press63% (8)
- What Do You Do With An Idea Kobi Yamada PDF Download Free Book Cde288fDocument2 pagesWhat Do You Do With An Idea Kobi Yamada PDF Download Free Book Cde288fCodrut0% (6)
- Part SingingDocument16 pagesPart Singingashwanikumarverma100% (11)
- (Doing... Series) Mark Donnelly, Claire Norton - Doing History-Routledge (2011) PDFDocument251 pages(Doing... Series) Mark Donnelly, Claire Norton - Doing History-Routledge (2011) PDFJessica Maximo100% (3)
- Ev'ry Time We Say Goodbye-SATB, SATB, A Cappella-$2.10Document10 pagesEv'ry Time We Say Goodbye-SATB, SATB, A Cappella-$2.10alexhwangNo ratings yet
- AnimDessin2 User Guide 01Document2 pagesAnimDessin2 User Guide 01rendermanuser100% (1)
- Pattern MakingDocument11 pagesPattern MakingPATEL RAHUL100% (1)
- Programming in ANSI C - Balagurusamy (Solutions With Flowchart & Programs)Document227 pagesProgramming in ANSI C - Balagurusamy (Solutions With Flowchart & Programs)michelrojar74% (39)
- Me 333 - CastingDocument30 pagesMe 333 - CastingFarhan HasinNo ratings yet
- Metal CastingDocument89 pagesMetal CastingazeemdcetNo ratings yet
- Chapter 3 CastingDocument77 pagesChapter 3 CastingGaurav Kumar Badhotiya100% (1)
- Chapter 3 CastingDocument77 pagesChapter 3 CastingAmirDeshmukhNo ratings yet
- Notes MT Module I - KTUDocument47 pagesNotes MT Module I - KTURagesh Dudu100% (1)
- Chapter 3 CastingDocument76 pagesChapter 3 CastingHiteshkumar ShahNo ratings yet
- CH 2-Patterns and Core MakingDocument51 pagesCH 2-Patterns and Core Makinggosaye desalegnNo ratings yet
- Unit 1 Casting ProcessDocument77 pagesUnit 1 Casting ProcessAquib AhmedNo ratings yet
- CastingDocument243 pagesCastingJoaNo ratings yet
- Experiment: - 1: Process. It May Also Be Defined As A Model Around Which A SandDocument7 pagesExperiment: - 1: Process. It May Also Be Defined As A Model Around Which A SandSuraj Dubey0% (1)
- Manuafcturing Science 1 - Metal CastingDocument28 pagesManuafcturing Science 1 - Metal CastingSudit SharmaNo ratings yet
- Assistant Professor Mechanical Department: Mr. G. Aravind ReddyDocument67 pagesAssistant Professor Mechanical Department: Mr. G. Aravind ReddySai RamNo ratings yet
- CastingDocument30 pagesCastingwatcharpNo ratings yet
- Chapter - 2 Patern MakingDocument53 pagesChapter - 2 Patern Makingjoy fulNo ratings yet
- Subject Code: Me6302 Manufacturing Technology 1Document117 pagesSubject Code: Me6302 Manufacturing Technology 1amdevaNo ratings yet
- Casting ProcessDocument72 pagesCasting ProcessFRO MusicNo ratings yet
- PATTERN MAKING:Basic Steps of Making Pattern,: Types, Materials and AllowancesDocument11 pagesPATTERN MAKING:Basic Steps of Making Pattern,: Types, Materials and AllowancesRohit Vaity100% (1)
- 3 Units NotesDocument159 pages3 Units NotesRaja RamNo ratings yet
- Manufacturing Process - CastingDocument81 pagesManufacturing Process - CastingArnab HazraNo ratings yet
- Lecture2casting 160411082846Document190 pagesLecture2casting 160411082846IgnatiusAbbyNo ratings yet
- Professinal Elective-Ii Advanced Manufacturing Processes: Semester 6 BE Mechanical EngineeringDocument28 pagesProfessinal Elective-Ii Advanced Manufacturing Processes: Semester 6 BE Mechanical EngineeringTirth ShethNo ratings yet
- Lecture 1Document18 pagesLecture 1Mayank SharmaNo ratings yet
- CastingDocument74 pagesCastingParth Maldhure100% (1)
- DM All (L 1-7)Document80 pagesDM All (L 1-7)Somnath SomadderNo ratings yet
- 2types of Molding Sand, Patterns and Pattern Allowances Etc.Document5 pages2types of Molding Sand, Patterns and Pattern Allowances Etc.rushabhkhotNo ratings yet
- Schematic Diagram of Casting MouldDocument25 pagesSchematic Diagram of Casting MouldvigneshNo ratings yet
- Casting and Foundry TechnologyDocument52 pagesCasting and Foundry TechnologyAnonymous f1UCK4No ratings yet
- ME 2201 - Manufacturing Technology-IDocument147 pagesME 2201 - Manufacturing Technology-IMahendra Babu MekalaNo ratings yet
- Foundary or CastingDocument88 pagesFoundary or CastingThulasi RamNo ratings yet
- Process of Sand CastingDocument5 pagesProcess of Sand CastingHailu BeyechaNo ratings yet
- Experiment No 1 - ManualDocument6 pagesExperiment No 1 - ManualVivekumNo ratings yet
- Unit 1 Notes MTDocument25 pagesUnit 1 Notes MTRathesh Priyan KNo ratings yet
- MM Experiment ReportDocument10 pagesMM Experiment ReportAbdullah ArshadNo ratings yet
- PatternDocument95 pagesPatternSaurabh ThakurNo ratings yet
- Mp1 m1 Short NotesDocument43 pagesMp1 m1 Short NotesRadhika GandhiNo ratings yet
- MP Material by SravanDocument189 pagesMP Material by Sravankiran kittuNo ratings yet
- Metal Casting 3Document23 pagesMetal Casting 3bhushan wandreNo ratings yet
- Open Ended ProjectDocument7 pagesOpen Ended Projectmahesh kulkarniNo ratings yet
- Basic Manufacturing ProcessesDocument60 pagesBasic Manufacturing Processesggrhg72No ratings yet
- Manufacturing Lab MannualDocument14 pagesManufacturing Lab MannualAnadinath SharmaNo ratings yet
- MT 1 PatternDocument8 pagesMT 1 PatternRavasaheb BholeNo ratings yet
- MGF Notes - 1Document79 pagesMGF Notes - 1A ABHISHEK MARSHALLNo ratings yet
- MP - Unit I-1 PDFDocument51 pagesMP - Unit I-1 PDFGuest 128No ratings yet
- Manufacturing Process MESCETDocument22 pagesManufacturing Process MESCETSarvan P PNo ratings yet
- Casting Definition Types Steps Involved in Casting Advantages Disadvantages Importance PDFDocument7 pagesCasting Definition Types Steps Involved in Casting Advantages Disadvantages Importance PDFMausamNo ratings yet
- IntroductionDocument106 pagesIntroductionMahalingam SundaradasNo ratings yet
- Advantages of Metal CastingDocument6 pagesAdvantages of Metal CastingHarshGuptaNo ratings yet
- Foundary WorkshopDocument37 pagesFoundary WorkshopAsmitaNo ratings yet
- CastingDocument65 pagesCastingsamurai7_77No ratings yet
- Casting: Definition, Types, Steps Involved in Casting, Advantages, Disadvantages, Importance (PDF)Document7 pagesCasting: Definition, Types, Steps Involved in Casting, Advantages, Disadvantages, Importance (PDF)Munem ShahriarNo ratings yet
- Manufacturing Engineering I Chapter 3Document50 pagesManufacturing Engineering I Chapter 3Abiyot egataNo ratings yet
- Metal Casting 1Document44 pagesMetal Casting 1PIYUSH SHARMANo ratings yet
- MEE 523 Production EngineeringDocument29 pagesMEE 523 Production EngineeringGarubaNo ratings yet
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument26 pagesDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc LeNo ratings yet
- Foundary NotesDocument13 pagesFoundary Notespsmonu540% (1)
- Learn Critical Aspects of Pattern and Mould Making in FoundryFrom EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNo ratings yet
- The Art of Sculpture Welding: From Concept to CreationFrom EverandThe Art of Sculpture Welding: From Concept to CreationNo ratings yet
- Mehedi Hasan's Resume - B.SC - ResumeDocument3 pagesMehedi Hasan's Resume - B.SC - ResumemehedeNo ratings yet
- Mail FormatDocument6 pagesMail FormatmehedeNo ratings yet
- Mehedi Hasan's Resume - B.SC - ResumeDocument3 pagesMehedi Hasan's Resume - B.SC - ResumemehedeNo ratings yet
- IMPORTANT-Process Piping Fundamentals - Codes and Standards - Module 1Document72 pagesIMPORTANT-Process Piping Fundamentals - Codes and Standards - Module 1Amr Mohamed SolimanNo ratings yet
- Yard Location 91 Series (59th) 1Document366 pagesYard Location 91 Series (59th) 1mehedeNo ratings yet
- Mohammad Mehedi Hasan: Career ObjectiveDocument2 pagesMohammad Mehedi Hasan: Career ObjectivemehedeNo ratings yet
- CV of Ashraf 19Document5 pagesCV of Ashraf 19mehedeNo ratings yet
- (Title) A Study On Operation, Maintenance and Trouble-Shooting of Four Stroke Petrol and Diesel Engine Vehicles at Rangs Workshop LimitedDocument23 pages(Title) A Study On Operation, Maintenance and Trouble-Shooting of Four Stroke Petrol and Diesel Engine Vehicles at Rangs Workshop LimitedExclusive ChannelNo ratings yet
- Yard Location 91 Series (59th) 1Document366 pagesYard Location 91 Series (59th) 1mehedeNo ratings yet
- Incineration Method To Produce EnergyDocument3 pagesIncineration Method To Produce EnergymehedeNo ratings yet
- 1.final SarwarDocument103 pages1.final SarwarmehedeNo ratings yet
- Lab Report-Study of Different Types of Chip and Determination of Chip Reduction CoefficientDocument7 pagesLab Report-Study of Different Types of Chip and Determination of Chip Reduction Coefficientসুবোধ বালক50% (2)
- Fullpracticumreport 180520095632 PDFDocument101 pagesFullpracticumreport 180520095632 PDFmehedeNo ratings yet
- Fullpracticumreport 180520095632 PDFDocument101 pagesFullpracticumreport 180520095632 PDFmehedeNo ratings yet
- Asik CV With PhotoDocument2 pagesAsik CV With PhotomehedeNo ratings yet
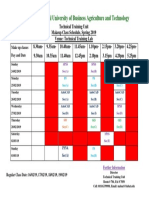
- Makeup Class Schedule - TTUDocument1 pageMakeup Class Schedule - TTUmehedeNo ratings yet
- 2012-06-16 Oley Led Projector Quotation-Promoting 2Document3 pages2012-06-16 Oley Led Projector Quotation-Promoting 2api-149208964No ratings yet
- Literary Devices Test: Section One - Matching The MeaningDocument5 pagesLiterary Devices Test: Section One - Matching The MeaningKarin DenehyNo ratings yet
- 778007-Knit Today 12 2013Document100 pages778007-Knit Today 12 2013Mares Florentina100% (7)
- The Hare and The TortoiseDocument2 pagesThe Hare and The TortoiseElvin JuniorNo ratings yet
- Rosemanualcontai 00 BuisrichDocument200 pagesRosemanualcontai 00 BuisrichkgrhoadsNo ratings yet
- Cronology Gaudiya Sampradaya IDocument27 pagesCronology Gaudiya Sampradaya IMaximiliano Baratelli100% (2)
- The Phenomenal Women: A Comparative Study of The Select Poetry of Maya Angelou and Meena KandasamyDocument10 pagesThe Phenomenal Women: A Comparative Study of The Select Poetry of Maya Angelou and Meena KandasamyShabnamNo ratings yet
- Never Again Would Birds' Song Be The SameDocument2 pagesNever Again Would Birds' Song Be The SameFerdia MacAonghusaNo ratings yet
- 3D Subtitles TutorialDocument15 pages3D Subtitles Tutorialekc_1971No ratings yet
- Unravel TabsDocument6 pagesUnravel TabsVlad CarabinNo ratings yet
- Philemon Study: A Lesson On ForgivenessDocument6 pagesPhilemon Study: A Lesson On Forgivenesse-teractivebiblestudy100% (2)
- Set 1 Jingle Bell Set 2 Hark The Herald Ang Pasko Ay SumapitDocument1 pageSet 1 Jingle Bell Set 2 Hark The Herald Ang Pasko Ay Sumapitbelinda dagohoyNo ratings yet
- The Hurried Child 25th Anniversary Edition PDFDocument3 pagesThe Hurried Child 25th Anniversary Edition PDFAditya TripathiNo ratings yet
- Teologico - Docx - Documentos de GoogleDocument83 pagesTeologico - Docx - Documentos de GoogleCamila PachecoNo ratings yet
- Sanders 2008 Co Creation and The New Landscapes of DesignDocument15 pagesSanders 2008 Co Creation and The New Landscapes of DesigntjhienNo ratings yet
- Elements & CompoundsDocument11 pagesElements & CompoundsChing JunioNo ratings yet
- The Raven BY EDGAR ALLAN POEDocument4 pagesThe Raven BY EDGAR ALLAN POERachel DulceNo ratings yet
- Briukhovetska, O. - Paradjanov - S Metamorphoses - From Versified Film To Cinema of PoetryDocument7 pagesBriukhovetska, O. - Paradjanov - S Metamorphoses - From Versified Film To Cinema of PoetryTripolina Zuk100% (1)
- CHRISTIANITYDocument61 pagesCHRISTIANITYCarlynArgentinaPaitanCarduzaNo ratings yet
- Applied Digital Imaging Image Processing For Embedded Devices by Sebastiano Battiato, Arcangelo Ranieri Bruna, Giuseppe Messina and Giovanni Puglisi PDFDocument388 pagesApplied Digital Imaging Image Processing For Embedded Devices by Sebastiano Battiato, Arcangelo Ranieri Bruna, Giuseppe Messina and Giovanni Puglisi PDFTrofin Petro100% (1)
- Zwan Mary Star of The SeaDocument2 pagesZwan Mary Star of The SeaANo ratings yet
- Ananda Coomaraswamy - On The Indian and Traditional Psychology, or Rather PneumatologyDocument24 pagesAnanda Coomaraswamy - On The Indian and Traditional Psychology, or Rather PneumatologyDrn PskNo ratings yet
- God Eater 2 Update 1.4 & DLC PDFDocument6 pagesGod Eater 2 Update 1.4 & DLC PDFBivaldhi Tejada SenaNo ratings yet
- UnodcDocument5 pagesUnodcCarlos Vanegas RobledoNo ratings yet