You might also like
- Procedimiento API 1104 SiconsaDocument25 pagesProcedimiento API 1104 SiconsaAnonymous 8uLMTuNo ratings yet
- Asme Sec V Art VDocument13 pagesAsme Sec V Art Vcristhian alcocerNo ratings yet
- EN-P-03 Inspección Con Líquidos Penetrantes PDFDocument16 pagesEN-P-03 Inspección Con Líquidos Penetrantes PDFCamilo GonzalezNo ratings yet
- Procedimiento de Ultrasonido PND-UT-P-002 ASTM A435-A578Document10 pagesProcedimiento de Ultrasonido PND-UT-P-002 ASTM A435-A578Patricio Hdz100% (1)
- ICOT-PRO-CC-034 - Procedimiento de Ultrasonido Industrial - API 650 2016Document14 pagesICOT-PRO-CC-034 - Procedimiento de Ultrasonido Industrial - API 650 2016Oscar S Espinoza MenachoNo ratings yet
- E-165 EspañolDocument42 pagesE-165 EspañolJulio SaintDLC100% (1)
- Traduccion E797 FullDocument8 pagesTraduccion E797 Fulljhojan garciaNo ratings yet
- Asme - Examen RadiograficoDocument15 pagesAsme - Examen RadiograficoMiguel Angel Zavaleta Esquerre100% (1)
- Examen ultrasonido uniones soldadas fasesDocument37 pagesExamen ultrasonido uniones soldadas fasesJesus Condori100% (1)
- Asnt Practica EscritaDocument26 pagesAsnt Practica EscritaGerardoYanez100% (4)
- Reporte de Inspeccion Por Ultrasonido Phased Array: Código: P.PROY-F05-V3 23/09/2019Document4 pagesReporte de Inspeccion Por Ultrasonido Phased Array: Código: P.PROY-F05-V3 23/09/2019Oscar BonillaNo ratings yet
- GCZ-114-MEC-P-001 Procedimiento de Ultrasonido Mediante La Tecnica de Arreglo de Fases UTPA Rev.0 PDFDocument41 pagesGCZ-114-MEC-P-001 Procedimiento de Ultrasonido Mediante La Tecnica de Arreglo de Fases UTPA Rev.0 PDFEnrique Salazar Cabañas100% (1)
- Aws d1.1 Criterios para Inspeccion Parte CDocument14 pagesAws d1.1 Criterios para Inspeccion Parte Cchrist2pher100% (1)
- Curva DACDocument5 pagesCurva DACWilly Franco Correa BautistaNo ratings yet
- Vt-End-03 Inspección Visual A Lineas de ProcesoDocument29 pagesVt-End-03 Inspección Visual A Lineas de ProcesoMaldonado CarlosNo ratings yet
- Procedimiento de medición de espesores por ultrasonidoDocument21 pagesProcedimiento de medición de espesores por ultrasonidoLuis Fernando Flores CarrilloNo ratings yet
- Norma nacional americana para el método de prueba estándar de examinación de líquido penetranteDocument12 pagesNorma nacional americana para el método de prueba estándar de examinación de líquido penetranteLuis Manuel EspinosaNo ratings yet
- Procedimiento inspección soldaduras ultrasonido phased arrayDocument21 pagesProcedimiento inspección soldaduras ultrasonido phased arrayJordan Magaña MoralesNo ratings yet
- Pruebas HidrostaticasDocument71 pagesPruebas HidrostaticasAnonymous yHM5fuUMNo ratings yet
- Procedimiento GWTDocument15 pagesProcedimiento GWTCarolina PBNo ratings yet
- Cis-P-Cal Haz Angular Phasor XsDocument35 pagesCis-P-Cal Haz Angular Phasor XsArturoMachorroNo ratings yet
- Medicion de DurezaDocument6 pagesMedicion de DurezaChristine BrownNo ratings yet
- Asme Sec V Articulo 9 VTDocument3 pagesAsme Sec V Articulo 9 VTRogerMachaD100% (1)
- Particulas Magneticas - MTDocument54 pagesParticulas Magneticas - MTMaria Del Pilar100% (1)
- 5.0 Procedimiento de Inspeccion VisualDocument10 pages5.0 Procedimiento de Inspeccion VisualareliNo ratings yet
- Programa de Estudio Del CWIDocument2 pagesPrograma de Estudio Del CWIGary Oporto cabasNo ratings yet
- Procedimiento de Ut-Awsd1.1Document30 pagesProcedimiento de Ut-Awsd1.1jaime huertas100% (1)
- PRO-PINS-04 Calificación y Certificación de Personal de PNDDocument12 pagesPRO-PINS-04 Calificación y Certificación de Personal de PNDEspecialista AICO100% (2)
- Prctica Escrita Lab. JabaDocument17 pagesPrctica Escrita Lab. JabaLehi LunaNo ratings yet
- Asme Art.9 Examen Visual Traducido EspañolDocument2 pagesAsme Art.9 Examen Visual Traducido EspañolBreyner RodriguezNo ratings yet
- ASTM 709 Español DesignaciónDocument20 pagesASTM 709 Español DesignaciónAndrei Santana100% (2)
- PROCEDIMIENTO MT ASME Sec. V - Sec. VIII - 2012. RevisadoDocument14 pagesPROCEDIMIENTO MT ASME Sec. V - Sec. VIII - 2012. RevisadoJonathan Espinoza MejiaNo ratings yet
- Practica Escrita ENDIICSAC Rev.1Document16 pagesPractica Escrita ENDIICSAC Rev.1Wilians Rosales ChavezNo ratings yet
- API RP 2X Referencia Estándares Bloques Calibración UltrasónicaDocument7 pagesAPI RP 2X Referencia Estándares Bloques Calibración UltrasónicaCharles Cisneros100% (1)
- Introducción al Ultrasonido por Arreglo de FasesDocument47 pagesIntroducción al Ultrasonido por Arreglo de FasesSantiago GutierrezNo ratings yet
- BalotarioTintesPenetrantesDocument7 pagesBalotarioTintesPenetrantesMaría MorenoNo ratings yet
- Pot Ensayo Utpa RubauDocument31 pagesPot Ensayo Utpa RubauJorge Luis Vilela OrdinolaNo ratings yet
- Curso de Prueba HidrostaticaDocument70 pagesCurso de Prueba HidrostaticaAbel Cristobal BerriosNo ratings yet
- Procedimiento de partículas magnéticas API 1104Document19 pagesProcedimiento de partículas magnéticas API 1104Simón Pedro Araya Tapia100% (1)
- Pruebas Hidráulicas para TanquesDocument8 pagesPruebas Hidráulicas para TanquesG100% (1)
- ARTICLE 9 EspañolDocument3 pagesARTICLE 9 EspañolLorena Suarez100% (1)
- API 1104 Criterios AceptDocument6 pagesAPI 1104 Criterios AceptDarling Ortiz HuarotoNo ratings yet
- Identificación Positiva de Materiales (Pmi)Document15 pagesIdentificación Positiva de Materiales (Pmi)Samuel GomezNo ratings yet
- Procedimiento Particulas Magneticas SENADocument10 pagesProcedimiento Particulas Magneticas SENARay GuardoNo ratings yet
- Bloque Asme Básico Español ART.4Document1 pageBloque Asme Básico Español ART.4miguelNo ratings yet
- Manual UT NII 20.02.2009 PDFDocument144 pagesManual UT NII 20.02.2009 PDFalonsoNo ratings yet
- PWHT para tratamiento de tensionesDocument11 pagesPWHT para tratamiento de tensionesCesar Alberto Orzatti Romero83% (6)
- Curso de PND SDocument369 pagesCurso de PND SLuis Hernandez100% (5)
- Procedimiento inspección ultrasonido Phased Array soldadurasDocument10 pagesProcedimiento inspección ultrasonido Phased Array soldaduraswilberNo ratings yet
- Inspección de Soldadura Por Líquidos Penetrantes.Document13 pagesInspección de Soldadura Por Líquidos Penetrantes.Paulo Sergio Munguia HernandezNo ratings yet
- Hivisa Procedimiento de Liquidos PenetrantesDocument24 pagesHivisa Procedimiento de Liquidos Penetranteswmgb249529No ratings yet
- Procedimiento Reparacion de SoldaduraDocument5 pagesProcedimiento Reparacion de Soldadurawilialexis771No ratings yet
- ASME SECCION V - Art.2 Radiografia IndustrialDocument24 pagesASME SECCION V - Art.2 Radiografia IndustrialJR MP100% (3)
- 4.-Procedimiento para Conservación de ElectrodosDocument11 pages4.-Procedimiento para Conservación de ElectrodoscarlospelaezNo ratings yet
- NMX B 454 1987Document14 pagesNMX B 454 1987EdyNo ratings yet
- Curva DAC-Inspección de Uniones Soldadas - Introducción-RecomendaciónDocument3 pagesCurva DAC-Inspección de Uniones Soldadas - Introducción-RecomendaciónMegaRep_JYNo ratings yet
- Astm 435Document3 pagesAstm 435Pablo Gonzalez0% (1)
- Ultrasonidos: Nivel IIFrom EverandUltrasonidos: Nivel IIRating: 5 out of 5 stars5/5 (1)
- Procedimiento Haz RectoDocument28 pagesProcedimiento Haz RectoSamuelNo ratings yet
- Inspección Sobre Aparatos Sometidos A PresiónDocument3 pagesInspección Sobre Aparatos Sometidos A PresiónNadia LezcanoNo ratings yet
- TEMARIO Física y Química OndasDocument45 pagesTEMARIO Física y Química OndasMiguel RuizNo ratings yet
- Procedimiento Inspeccion VisualDocument15 pagesProcedimiento Inspeccion VisualGerardo Noe Sales MontesNo ratings yet
- VT API 650-653 (Octubre 2010)Document15 pagesVT API 650-653 (Octubre 2010)Gerardo Noe Sales MontesNo ratings yet
- Tesis de Tecnicas de Ensayos No Destructivos A Tuberias - EsteDocument183 pagesTesis de Tecnicas de Ensayos No Destructivos A Tuberias - EsteCarlos SanchezNo ratings yet
- SIP PND PE 006 - r00Document21 pagesSIP PND PE 006 - r00Gerardo Noe Sales MontesNo ratings yet
- Proceso de Fabricacion Empresa PDFDocument43 pagesProceso de Fabricacion Empresa PDFvictorNo ratings yet
- Guia Del Estudiante 2015 Final - CompressedDocument67 pagesGuia Del Estudiante 2015 Final - Compressedvictoria987No ratings yet
- Buenos OficiosDocument2 pagesBuenos OficiosMARIANA RAMIREZ GONZALEZNo ratings yet
- Troqueladora NeumaticaDocument33 pagesTroqueladora Neumaticatokio2424No ratings yet
- Kodak, de la fotografía analógica a la reinvenciónDocument4 pagesKodak, de la fotografía analógica a la reinvenciónLuis Iriarte ArfinengoNo ratings yet
- Reglamento - SOCIESIC UPeUDocument15 pagesReglamento - SOCIESIC UPeUmacp3000No ratings yet
- PR-003 Investigacion de Incidentes y AccidentesDocument6 pagesPR-003 Investigacion de Incidentes y AccidentesEdison Alexander Rodriguez DiazNo ratings yet
- Calendario académico carreras universitarias 2015Document1 pageCalendario académico carreras universitarias 2015Yamir Aedo De la TorreNo ratings yet
- Expo 4Document21 pagesExpo 4Thalia Orihuela AscarzaNo ratings yet
- Placa-y-chasis-CR-MD 1.0 General-Manual de UsoDocument37 pagesPlaca-y-chasis-CR-MD 1.0 General-Manual de UsoJuan P SalazarNo ratings yet
- Proyecto de Innovación Implementando Nuestra Aula de Innovación PedagógigaDocument4 pagesProyecto de Innovación Implementando Nuestra Aula de Innovación PedagógigaMILAGROS F.No ratings yet
- Tema 4. Gestión de Usuarios y Permisos (GBD) (Asir)Document23 pagesTema 4. Gestión de Usuarios y Permisos (GBD) (Asir)calenduloNo ratings yet
- Memoria DescriptivaDocument64 pagesMemoria DescriptivaanurquiroNo ratings yet
- Unidad 2 - Fase 3 - AplicaciónDocument18 pagesUnidad 2 - Fase 3 - Aplicaciónleidy martinezNo ratings yet
- Probabilidades 2Document7 pagesProbabilidades 2Milagros De Paz CoveñasNo ratings yet
- Pip Del SuriDocument17 pagesPip Del SuriAnonymous GH5TSp7No ratings yet
- Extintores de IncendioDocument16 pagesExtintores de IncendioCamilo PerezNo ratings yet
- Profesiograma Tecpetrol Rev 2Document5 pagesProfesiograma Tecpetrol Rev 2capa correoNo ratings yet
- Cultivos Transgénicos y Su Efecto en La BiodiversidadDocument2 pagesCultivos Transgénicos y Su Efecto en La BiodiversidadAnahi LunaNo ratings yet
- Sillabus Dibujo de Ingeniería IIDocument7 pagesSillabus Dibujo de Ingeniería IIJhonatan OteroNo ratings yet
- Introducción A La Ciencia EconómicaDocument6 pagesIntroducción A La Ciencia EconómicaLuisEduardoNo ratings yet
- ODI SupervisorDocument8 pagesODI SupervisorJavier Diaz100% (1)
- Informe Poder PopularDocument8 pagesInforme Poder PopularMaría Del MarNo ratings yet
- Practica QuimicaDocument5 pagesPractica Quimicafernandohp02No ratings yet
- Manual RedexDocument16 pagesManual RedexJesus MartinezNo ratings yet
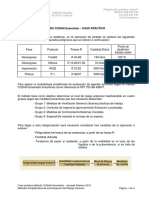
- APLICACIÓN DEL MÉTODO COSHH Essentials - CASO PRÁCTICODocument4 pagesAPLICACIÓN DEL MÉTODO COSHH Essentials - CASO PRÁCTICOCarlos DíazNo ratings yet
- Lectura - Integración de Los Sistemas de GestiónDocument433 pagesLectura - Integración de Los Sistemas de GestiónjmoralitosXDNo ratings yet
- Temario Fundamentos ProgramaciónDocument1 pageTemario Fundamentos ProgramaciónAndrés GonzálezNo ratings yet
- Las Asignaciones en La Construcción CivilDocument4 pagesLas Asignaciones en La Construcción CivilFrank Bob Huerta Romero0% (1)
- Botello - Diana - Ea3 - Jugueteria Entre CuatesDocument4 pagesBotello - Diana - Ea3 - Jugueteria Entre CuatesDiana BotelloNo ratings yet