You might also like
- Alignment ProtocolDocument1 pageAlignment ProtocolMahmoud Hanafy100% (1)
- Vertical Roller Mill Repair: Enduring PerformanceDocument12 pagesVertical Roller Mill Repair: Enduring PerformanceSunny KumarNo ratings yet
- Qdoc - Tips - Proceedings English CompleterevbDocument217 pagesQdoc - Tips - Proceedings English CompleterevbThanhluan Nguyen100% (1)
- KPAV125Document183 pagesKPAV125Hana TruongNo ratings yet
- 5,000,000 Kilowatts of Installed ExpertiseDocument16 pages5,000,000 Kilowatts of Installed ExpertiseRahul RoyNo ratings yet
- 16' X 22' Ball Mill Installation ManualDocument54 pages16' X 22' Ball Mill Installation Manualpataza011100% (3)
- Presentation GearDocument18 pagesPresentation Gearsou.bera100% (1)
- Cement Kiln ReportDocument22 pagesCement Kiln Reportamir100% (1)
- Trouble Shooting of Gear BoxDocument9 pagesTrouble Shooting of Gear BoxkgkadhiravanNo ratings yet
- Cast Central Pipe - EN - SmidthDocument4 pagesCast Central Pipe - EN - SmidthLuis Orlando Villarroel TorrezNo ratings yet
- VRM (Vertical Roller Uninstallation) PDFDocument23 pagesVRM (Vertical Roller Uninstallation) PDFShariq KhanNo ratings yet
- Bucket Elevator: Commercial Models Assembly & OperationDocument44 pagesBucket Elevator: Commercial Models Assembly & OperationRaul Chaco QuispeNo ratings yet
- 2020 - 07 - SZS WPU 274Document12 pages2020 - 07 - SZS WPU 274pinion gearNo ratings yet
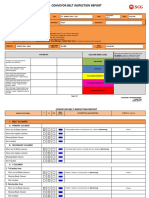
- Conveyor Belt Inspection Report SummaryDocument9 pagesConveyor Belt Inspection Report SummaryWisnu NugrahaNo ratings yet
- Stoppage Job List For VRM&CRUSHER - NOV 2019: G2X01BC-1 Addtive BeltDocument50 pagesStoppage Job List For VRM&CRUSHER - NOV 2019: G2X01BC-1 Addtive BeltAditya DhimanNo ratings yet
- Coal Mill Wear Measurement 29.09.2014Document1 pageCoal Mill Wear Measurement 29.09.2014Durga PrasadNo ratings yet
- Air SeperatorDocument45 pagesAir Seperatorsameh ibrahemNo ratings yet
- Gear and Bearing Fatigue DamageDocument18 pagesGear and Bearing Fatigue DamagemkpqNo ratings yet
- Ball Mill ManualDocument7 pagesBall Mill ManualAnonymous EBReO8vNo ratings yet
- Gear, LTD.: Global Net-WorkDocument5 pagesGear, LTD.: Global Net-WorkRahul RoyNo ratings yet
- Overview of plant equipment trainingDocument31 pagesOverview of plant equipment trainingДен СтаднікNo ratings yet
- Rolary Kiln-Kiln DriveDocument29 pagesRolary Kiln-Kiln DrivefgNo ratings yet
- 3-Days Training Course: September 26-28, 2011Document50 pages3-Days Training Course: September 26-28, 2011chibssa alemayehuNo ratings yet
- Vaccum HardenningDocument6 pagesVaccum Hardenningkgkganesh8116No ratings yet
- Managing Mill Maintenance - Roller Mill MaintenanceDocument7 pagesManaging Mill Maintenance - Roller Mill MaintenanceMilling and Grain magazine100% (1)
- 24 00 RP and BM Operation EDocument9 pages24 00 RP and BM Operation EDiego AlejandroNo ratings yet
- Brochure BriquettingDocument24 pagesBrochure Briquettingssmith2007No ratings yet
- Bearing Types Explained: Antifriction Bearings vs Fluid Film BearingsDocument8 pagesBearing Types Explained: Antifriction Bearings vs Fluid Film BearingsBilher SihombingNo ratings yet
- Kiln Girth Gear & Pinion Inspection FormDocument1 pageKiln Girth Gear & Pinion Inspection FormhaiderNo ratings yet
- Mathews Roller ConveyorsDocument136 pagesMathews Roller ConveyorsSergio Fernandes PereiraNo ratings yet
- Centralised lubrication system guideDocument32 pagesCentralised lubrication system guideShivakumar PattarNo ratings yet
- Operation Manual HLJDocument45 pagesOperation Manual HLJjoegrantosNo ratings yet
- PROJECT:0.654.0303.00-CMR162-3 DATE: February/2015 APPROVED BY: Leman Özgüler/Quality Manager Revision: 0 Total Page: 1/1Document1 pagePROJECT:0.654.0303.00-CMR162-3 DATE: February/2015 APPROVED BY: Leman Özgüler/Quality Manager Revision: 0 Total Page: 1/1Metin DemirciogluNo ratings yet
- ILR Bearing Housing Assembly ProcedureDocument10 pagesILR Bearing Housing Assembly ProcedureAlejandroZegarraNo ratings yet
- 1568 GB 02Document7 pages1568 GB 02Andra EneNo ratings yet
- TGM Planetary GearboxDocument8 pagesTGM Planetary GearboxOmar Ahmed ElkhalilNo ratings yet
- Gear Coupling 2014Document4 pagesGear Coupling 2014Dado Maja ArseninNo ratings yet
- Pulleys - Pulley LaggingDocument4 pagesPulleys - Pulley LaggingWaris La Joi WakatobiNo ratings yet
- Monthly Performance Report for Wadi El Nile Cement Co, Egypt in Sep 2019Document6 pagesMonthly Performance Report for Wadi El Nile Cement Co, Egypt in Sep 2019Mahmoud HanafyNo ratings yet
- Ball Mill Erection ScheduleDocument2 pagesBall Mill Erection SchedulesatishflsNo ratings yet
- Uiw Bucket Elevator Ansi Bem0308 r21Document42 pagesUiw Bucket Elevator Ansi Bem0308 r21annccknarimeNo ratings yet
- BEUMER Apron Conveyors 01kjdecxsedDocument12 pagesBEUMER Apron Conveyors 01kjdecxsedGeorge Lapusneanu100% (1)
- Mech Kiln InspectionDocument2 pagesMech Kiln InspectionMohamed ShehataNo ratings yet
- Spiral Bevel AssyDocument3 pagesSpiral Bevel AssyvijaykumarnNo ratings yet
- Girth Gear InspectionDocument2 pagesGirth Gear Inspectionn_ashok6890390% (2)
- Gear-Designing Parametric PDFDocument15 pagesGear-Designing Parametric PDFpichaidv100% (1)
- AIA Engineering Limited GroupDocument4 pagesAIA Engineering Limited GroupAdesh SinghNo ratings yet
- Design of A Hydraulic Shearing MachineDocument12 pagesDesign of A Hydraulic Shearing Machinenitin chaudharyNo ratings yet
- Gear and equipment specification summaryDocument4 pagesGear and equipment specification summaryprashant mishraNo ratings yet
- ResumeDocument3 pagesResumeHari Prathap ReddyNo ratings yet
- Kiln Services Resurfacing of Rollers and TyresDocument4 pagesKiln Services Resurfacing of Rollers and TyresAPINo ratings yet
- MAAG GEAR - Techinal and Commercial Considerations Related To The Cement Mill ProductionDocument43 pagesMAAG GEAR - Techinal and Commercial Considerations Related To The Cement Mill Productionrecai100% (1)
- Lubricants Fundamentals IociDocument84 pagesLubricants Fundamentals IociSrikanth AnchulaNo ratings yet
- Maintain central chain bucket elevatorDocument8 pagesMaintain central chain bucket elevatorGarfang RattanapunNo ratings yet
- Kiln Slope CalculationDocument4 pagesKiln Slope CalculationSSAC PVT.LTD.No ratings yet
- VRM - PaperDocument9 pagesVRM - PaperJoko DewotoNo ratings yet
- DFMEA of A Roller Mill Gear Box: August 2016Document9 pagesDFMEA of A Roller Mill Gear Box: August 2016pavelNo ratings yet
- Design-Out Maintenance On Frequent Failure of Motor Ball Bearings-2-3 PDFDocument10 pagesDesign-Out Maintenance On Frequent Failure of Motor Ball Bearings-2-3 PDFIAEME PublicationNo ratings yet
- RCM and FMECA Analysis for Maintenance Policy Optimization in Automotive IndustryDocument11 pagesRCM and FMECA Analysis for Maintenance Policy Optimization in Automotive IndustrycuongNo ratings yet
- Design Low Power Quaternary Adder Using Multi-Value LogicDocument7 pagesDesign Low Power Quaternary Adder Using Multi-Value LogicIJAETMASNo ratings yet
- Indian Coal Mining Industry: Major Bottlenecks - Land, Forest/Environment Clearances and InfrastructureDocument13 pagesIndian Coal Mining Industry: Major Bottlenecks - Land, Forest/Environment Clearances and InfrastructureIJAETMASNo ratings yet
- Design and Development of Solar Based Power Maximization Using Solar Tracking SystemDocument7 pagesDesign and Development of Solar Based Power Maximization Using Solar Tracking SystemIJAETMASNo ratings yet
- An 8-Bit Flash Analog To Digital ConvertorDocument4 pagesAn 8-Bit Flash Analog To Digital ConvertorIJAETMASNo ratings yet
- Dynamic and Feed-Forward Neural Networks For Load Frequency Control of Two-Area Power SystemsDocument13 pagesDynamic and Feed-Forward Neural Networks For Load Frequency Control of Two-Area Power SystemsIJAETMASNo ratings yet
- One Step Towards Energy Self Sufficiency For Farm Using Organic WasteDocument5 pagesOne Step Towards Energy Self Sufficiency For Farm Using Organic WasteIJAETMASNo ratings yet
- Adsorption Study of Some Heavy Metal Ions On Modified Kaolinite ClayDocument12 pagesAdsorption Study of Some Heavy Metal Ions On Modified Kaolinite ClayIJAETMAS100% (1)
- Sustainable Urban Water Management StrategiesDocument4 pagesSustainable Urban Water Management StrategiesIJAETMASNo ratings yet
- Multi-Node Energy Renewal Schemes For Wireless Sensor Network With Single Base StationDocument5 pagesMulti-Node Energy Renewal Schemes For Wireless Sensor Network With Single Base StationIJAETMASNo ratings yet
- Ffect of Cr-Doping On The Structural, Optical and Magnetic Properties of ZNS Nanoparticles Prepared by Chemical Precipitation MethodDocument11 pagesFfect of Cr-Doping On The Structural, Optical and Magnetic Properties of ZNS Nanoparticles Prepared by Chemical Precipitation MethodIJAETMASNo ratings yet
- A Study On Character Recognition System Using Neural NetworkDocument5 pagesA Study On Character Recognition System Using Neural NetworkIJAETMASNo ratings yet
- The Impact of Financial Leverage On Firms' Value (Special Reference To Listed Manufacturing Companies in Sri Lanka)Document5 pagesThe Impact of Financial Leverage On Firms' Value (Special Reference To Listed Manufacturing Companies in Sri Lanka)IJAETMASNo ratings yet
- Synthesis of Photoconducting Co-Polymer of 2 - Methacryloyl - 1 - (4 - Azo - 1' - Phenyl) Phenolwith StyreneDocument4 pagesSynthesis of Photoconducting Co-Polymer of 2 - Methacryloyl - 1 - (4 - Azo - 1' - Phenyl) Phenolwith StyreneIJAETMASNo ratings yet
- Study of Cancer Diagnosis by Synchronous Luminescence SpectrosDocument4 pagesStudy of Cancer Diagnosis by Synchronous Luminescence SpectrosIJAETMASNo ratings yet
- A Mathematical Survivor Function Model For Predicting The Effects of Cancer Treatment On Ovarian FunctionDocument4 pagesA Mathematical Survivor Function Model For Predicting The Effects of Cancer Treatment On Ovarian FunctionIJAETMASNo ratings yet
- Modification and Testing of A Coleus HarvesterDocument4 pagesModification and Testing of A Coleus HarvesterIJAETMASNo ratings yet
- Heavy Metal Phytoremediation by Water Hyacinth at Ura Cheruvu in OngoleDocument7 pagesHeavy Metal Phytoremediation by Water Hyacinth at Ura Cheruvu in OngoleIJAETMASNo ratings yet
- Empirical Determination of Bending Loss in Fibre Optics Due To Pneumatic EffectDocument12 pagesEmpirical Determination of Bending Loss in Fibre Optics Due To Pneumatic EffectIJAETMAS100% (1)
- Design of High Speed Ieee-754 Single-Precision Floating Point MultiplierDocument5 pagesDesign of High Speed Ieee-754 Single-Precision Floating Point MultiplierIJAETMAS100% (1)
- Decorative ConcreteDocument10 pagesDecorative ConcreteIJAETMASNo ratings yet
- Study of Semiconductor and Formation of Energy Bands in SolidsDocument3 pagesStudy of Semiconductor and Formation of Energy Bands in SolidsIJAETMASNo ratings yet
- A Novel Approach For Detection of Adaptive Vehicle in Complex Environmental FieldsDocument9 pagesA Novel Approach For Detection of Adaptive Vehicle in Complex Environmental FieldsIJAETMASNo ratings yet
- Stochastic Modeling of Rainfall Data in The Agro Claimatic Area KanchipuramDocument3 pagesStochastic Modeling of Rainfall Data in The Agro Claimatic Area KanchipuramIJAETMASNo ratings yet
- A Relative Study of Bilateraland Propagated Image Filtering On Various Noisy PixelsDocument6 pagesA Relative Study of Bilateraland Propagated Image Filtering On Various Noisy PixelsIJAETMASNo ratings yet
- Hands-On Exercise Oracle 10g PL SQL - v1 0Document24 pagesHands-On Exercise Oracle 10g PL SQL - v1 0pavanNo ratings yet
- Khatib Dissertation FinalDocument193 pagesKhatib Dissertation FinalMonalisa MohantyNo ratings yet
- Ewsd BSNL PDFDocument2 pagesEwsd BSNL PDFAdamNo ratings yet
- KIOTI tractor manual overviewDocument150 pagesKIOTI tractor manual overviewNatsumi KawaiNo ratings yet
- Kitchen DetailsDocument12 pagesKitchen DetailsAJ PAJENo ratings yet
- NFC 17102 - Lightning Protection - Protection of Structures and Open Areas Against Lightning Using Early Streamer Emission Air TerminalsDocument58 pagesNFC 17102 - Lightning Protection - Protection of Structures and Open Areas Against Lightning Using Early Streamer Emission Air TerminalsLEONARDONo ratings yet
- Checklist for Training Cleaning StaffDocument1 pageChecklist for Training Cleaning StaffharrydrivesucrazyNo ratings yet
- Ship Stability 5Document31 pagesShip Stability 5jeaneva guiaoNo ratings yet
- Marine Seawater ValvesDocument8 pagesMarine Seawater ValvesPhornlert WanaNo ratings yet
- Centerline Alfa Catalog13Document53 pagesCenterline Alfa Catalog13sisonco100% (1)
- Catalogo Siemens SceDocument1 pageCatalogo Siemens ScejoelduparNo ratings yet
- Cisco SD-WAN Intro SOLRST-2006 PDFDocument10 pagesCisco SD-WAN Intro SOLRST-2006 PDFffusaroNo ratings yet
- Fabricación de Insertos de Carburo de TungstenoDocument5 pagesFabricación de Insertos de Carburo de TungstenoRolando Nuñez MonrroyNo ratings yet
- Foundation Practice Exam Questions 5Document11 pagesFoundation Practice Exam Questions 5Dr CoolzNo ratings yet
- Solid Mechanics: Amit Sir (M-Tech (STRUCTURE), BE, Diploma in Civil), 7020059691/7385990691Document9 pagesSolid Mechanics: Amit Sir (M-Tech (STRUCTURE), BE, Diploma in Civil), 7020059691/7385990691Nikita GonnadeNo ratings yet
- ID-Operator Guide r2Document138 pagesID-Operator Guide r2Mahdi DehghankarNo ratings yet
- Design-Rcc Over Head TankDocument82 pagesDesign-Rcc Over Head Tankjay_p_shah60% (5)
- Airflex C Highbay 18 DelviroDocument3 pagesAirflex C Highbay 18 DelviroDanielNo ratings yet
- Driver Control Master NXT Service Manual 092137-8Document53 pagesDriver Control Master NXT Service Manual 092137-8Piero Capretti0% (1)
- Pages From RCJ SpecificationsDocument1 pagePages From RCJ Specificationsarch ragabNo ratings yet
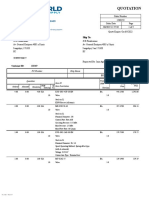
- Cotización FM2Document2 pagesCotización FM2Anonymous 3o4Mwew0No ratings yet
- NACA Report 184 The Aerodynamic Forces On Airship HullsDocument16 pagesNACA Report 184 The Aerodynamic Forces On Airship Hullsshatal16No ratings yet
- Hydraulic Cylinder Seal Kits: Quality With Value GuaranteedDocument16 pagesHydraulic Cylinder Seal Kits: Quality With Value GuaranteedHenry GamboaNo ratings yet
- OEM Industrial Air Handling Products CatalogDocument31 pagesOEM Industrial Air Handling Products CatalogalexNo ratings yet
- Siemens Technical FlyerDocument2 pagesSiemens Technical FlyerThiagoPinheiroNo ratings yet
- Ducha EmpotradaDocument1 pageDucha Empotradagilmar melendresNo ratings yet
- THE William Francis Galvin, Secretary of The Commonwealth State Publications and RegulationsDocument54 pagesTHE William Francis Galvin, Secretary of The Commonwealth State Publications and Regulationsbubbo07No ratings yet
- 20 Things To Know About The Jeepney Modernization ProgramDocument2 pages20 Things To Know About The Jeepney Modernization ProgramMark Julius MaravilloNo ratings yet
- Dynamic Architecture Journal ArticleDocument11 pagesDynamic Architecture Journal Articlesakshi soniNo ratings yet
- Smart is the most intelligent solution yet for urban drivingDocument8 pagesSmart is the most intelligent solution yet for urban drivingHenrique CorreiaNo ratings yet