You might also like
- Astm D2122-2004 - 2Document5 pagesAstm D2122-2004 - 2hashemNo ratings yet
- ChatGPT & EducationDocument47 pagesChatGPT & EducationAn Lê Trường88% (8)
- Hydraulic Report Lifting Station R0Document12 pagesHydraulic Report Lifting Station R0Unni CyriacNo ratings yet
- Structural Design Basis ReportDocument31 pagesStructural Design Basis ReportRajaram100% (1)
- Mechanical SpecificationDocument83 pagesMechanical SpecificationArjun VinayakumarNo ratings yet
- Awwa Standards April 2016Document6 pagesAwwa Standards April 2016wikoboy100% (1)
- M02 Polyethylene Coating Rev6Document31 pagesM02 Polyethylene Coating Rev6Mohammed Hilal100% (1)
- BS 3601 Carbon Steel Pipes PDFDocument23 pagesBS 3601 Carbon Steel Pipes PDFsreenatha100% (2)
- 72957d3bb1659d7c77dbf6b6c550abeeDocument41 pages72957d3bb1659d7c77dbf6b6c550abeerasheedillikkalNo ratings yet
- BS en 12201 4 2012Document24 pagesBS en 12201 4 2012Janardhana Reddi0% (1)
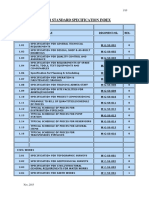
- Water Standard Specification Index As On Dec 2015Document10 pagesWater Standard Specification Index As On Dec 2015afp15060% (1)
- Specification For Fabrication, Construction & Testing of Steel Pipe SystemDocument43 pagesSpecification For Fabrication, Construction & Testing of Steel Pipe SystemALINo ratings yet
- En 1074-3 Valves For Water Supply-1Document12 pagesEn 1074-3 Valves For Water Supply-1Velibor Stokic100% (1)
- Saes L 610Document5 pagesSaes L 610Sikandar shahNo ratings yet
- Specification For Fire Water HydrantDocument5 pagesSpecification For Fire Water HydrantThiru AnanthNo ratings yet
- Astm d3261 1997 PDFDocument6 pagesAstm d3261 1997 PDFNassim Ben AbdeddayemNo ratings yet
- BS 5163-2 Valves For Waterworks Purposes - Stem Caps For Use On Isolating Valves PDFDocument12 pagesBS 5163-2 Valves For Waterworks Purposes - Stem Caps For Use On Isolating Valves PDFLuis Daniel Contreras67% (3)
- Din 8074 Pehd PipesDocument20 pagesDin 8074 Pehd PipesAli MkawarNo ratings yet
- European Standard Norme Européenne Europäische NormDocument9 pagesEuropean Standard Norme Européenne Europäische NormAtef HamdiNo ratings yet
- Pig ValvesDocument3 pagesPig ValvesteacgNo ratings yet
- W C Ss 011Document15 pagesW C Ss 011VasatoreNo ratings yet
- PWA-REF-072b QSDDM Volume 2 Foul SewerageDocument132 pagesPWA-REF-072b QSDDM Volume 2 Foul SewerageAhmed Farouk100% (1)
- BS En253Document50 pagesBS En253VaradarajNo ratings yet
- Wiik & Hoeglund Pipe FittingsDocument60 pagesWiik & Hoeglund Pipe Fittingsliang jasonNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Final Submittal For Butterfly Valve - Dairy Farm Revised 20-8-2017Document95 pagesFinal Submittal For Butterfly Valve - Dairy Farm Revised 20-8-2017Unni CyriacNo ratings yet
- Final Submittal For Butterfly Valve - Dairy Farm Revised 20-8-2017Document95 pagesFinal Submittal For Butterfly Valve - Dairy Farm Revised 20-8-2017Unni CyriacNo ratings yet
- W P SD 010 Rev2 Gate ValvesDocument3 pagesW P SD 010 Rev2 Gate ValvesBasanth VadlamudiNo ratings yet
- GRP PipeDocument9 pagesGRP Pipesethu1091No ratings yet
- Cutting Location at ShobaisiDocument1 pageCutting Location at ShobaisiUnni CyriacNo ratings yet
- BS en - 12627Document12 pagesBS en - 12627galgiodesNo ratings yet
- Mechanical GA Drawings - Rev.1Document14 pagesMechanical GA Drawings - Rev.1unnicyriacNo ratings yet
- Hydrant Stand Post (Double) : Technical Data SheetDocument2 pagesHydrant Stand Post (Double) : Technical Data SheetshabahatNo ratings yet
- Chilled Water Pipe DESIGNDocument22 pagesChilled Water Pipe DESIGNTanjim FakirNo ratings yet
- W P Ss 004Document12 pagesW P Ss 004BETLAHORENo ratings yet
- Bs 4504Document54 pagesBs 4504bingipoliNo ratings yet
- Hepworth ProfileDocument19 pagesHepworth Profilediljamchris100% (1)
- Hydraulic CalculationsDocument4 pagesHydraulic Calculationsaqueeleng100% (2)
- AdweaDocument12 pagesAdweaUnni Cyriac100% (1)
- Bs 3600Document12 pagesBs 3600Lucian ChituNo ratings yet
- HDPE Vs GRPDocument14 pagesHDPE Vs GRPMariusNo ratings yet
- HDPE Liner WT For CS PipesDocument2 pagesHDPE Liner WT For CS Pipesmasdarto7032100% (1)
- Di Pipes AuhDocument22 pagesDi Pipes AuhMaged SamirNo ratings yet
- Saes S 010Document19 pagesSaes S 010Cherukunnon Jubu100% (1)
- Astm D2241 (2000)Document8 pagesAstm D2241 (2000)Mohamed Reda Hussein SengarNo ratings yet
- Specifications For Hdpe PipesDocument7 pagesSpecifications For Hdpe PipesEduardo Lubo100% (2)
- Bolt-Gfs Tank CatlogueDocument13 pagesBolt-Gfs Tank CatlogueSALES IQWATERNo ratings yet
- Bs 5163-1986 专用扳把操作的供水用铸铁闸阀Document24 pagesBs 5163-1986 专用扳把操作的供水用铸铁闸阀sbmmkushan100% (2)
- Standards For Industrial Duct ConstructionDocument5 pagesStandards For Industrial Duct ConstructionGerman LopezNo ratings yet
- Eccentric FootingDocument3 pagesEccentric FootingVarunn VelNo ratings yet
- Is 9523Document78 pagesIs 9523Anonymous XBq5J840% (1)
- Modern Construction HandbookDocument498 pagesModern Construction HandbookRui Sousa100% (3)
- Double Headed Hydrant ValveDocument2 pagesDouble Headed Hydrant ValveHarsh KhatriNo ratings yet
- STD 163Document31 pagesSTD 163ArivazhaganNo ratings yet
- ASME Standard & Code ListingDocument7 pagesASME Standard & Code ListingMyron CampbellNo ratings yet
- BS 1710-Basic Colour Code PDFDocument1 pageBS 1710-Basic Colour Code PDFRawan AlwanNo ratings yet
- Specification Package PlantDocument30 pagesSpecification Package PlantPrakash Kumar KumarNo ratings yet
- Converting WSFU To GPMDocument6 pagesConverting WSFU To GPMDjoko SuprabowoNo ratings yet
- Siropol 7440Document3 pagesSiropol 7440shafeeqm3086No ratings yet
- Sabas GRP Liner Spec v4Document17 pagesSabas GRP Liner Spec v4ahmed_hlbyNo ratings yet
- 12-Division 2-Section 02400 Pipeline by NDM-V 2.0Document26 pages12-Division 2-Section 02400 Pipeline by NDM-V 2.0Avaan IvaanNo ratings yet
- Pages From 02b. Specifications-Concrete MixDocument1 pagePages From 02b. Specifications-Concrete MixbinunalukandamNo ratings yet
- MSS SP-71 1997 Gray Iron Check ValvesDocument10 pagesMSS SP-71 1997 Gray Iron Check ValvesmadhunikhilNo ratings yet
- ASTM 1598 - Standard Test Method For Time-to-Failure of Plastic Pipe Under Constant Internal PressureDocument0 pagesASTM 1598 - Standard Test Method For Time-to-Failure of Plastic Pipe Under Constant Internal PressureferidizacijaNo ratings yet
- Ad 036821 002Document1 pageAd 036821 002AmolNo ratings yet
- Presentation For Expo Van - GUJDocument38 pagesPresentation For Expo Van - GUJVikram DesaiNo ratings yet
- GRP and PVC PipeDocument1 pageGRP and PVC Pipedoni_indrionoNo ratings yet
- Smith Fibercast Green Thread Performance Plus Fiberglass Pipe Piping BrochureDocument8 pagesSmith Fibercast Green Thread Performance Plus Fiberglass Pipe Piping BrochureWong Chung MengNo ratings yet
- ADM Specs GRP Enclosures and KiosksDocument3 pagesADM Specs GRP Enclosures and KiosksMahiBoumNo ratings yet
- DS Datasheet ERHARD Needle Valves enDocument8 pagesDS Datasheet ERHARD Needle Valves enEnrike GutierrezNo ratings yet
- 2009 10 Formstückkatalog EDocument127 pages2009 10 Formstückkatalog EUnni CyriacNo ratings yet
- Notes:: Shop DrawingDocument1 pageNotes:: Shop DrawingUnni CyriacNo ratings yet
- Spare Parts List - Cost Per SiteDocument1 pageSpare Parts List - Cost Per SiteUnni CyriacNo ratings yet
- Bra ADCO TFDocument2 pagesBra ADCO TFUnni CyriacNo ratings yet
- King City WQTDocument4 pagesKing City WQTUnni CyriacNo ratings yet
- Attachment - 6 Out Put HydrotestDocument18 pagesAttachment - 6 Out Put HydrotestUnni CyriacNo ratings yet
- Attachment - 3 Model Input ListingDocument25 pagesAttachment - 3 Model Input ListingUnni CyriacNo ratings yet
- Low Lit Book FNL LRDocument92 pagesLow Lit Book FNL LRraja_18No ratings yet
- Attachment - 4 Model Input Listing Hydro Test PDFDocument11 pagesAttachment - 4 Model Input Listing Hydro Test PDFUnni CyriacNo ratings yet
- Stress Analysis CommentsDocument1 pageStress Analysis CommentsUnni CyriacNo ratings yet
- N2664 W M MS 06 An 2465 R1 Hydrotesting of AG PipingDocument9 pagesN2664 W M MS 06 An 2465 R1 Hydrotesting of AG PipingUnni CyriacNo ratings yet
- Control Valve Data SheetDocument1 pageControl Valve Data SheetUnni CyriacNo ratings yet
- FA Specification ComplianceDocument8 pagesFA Specification ComplianceUnni CyriacNo ratings yet
- Abstract Final Year ProjectDocument1 pageAbstract Final Year ProjectUnni CyriacNo ratings yet
- Polythylene Pipes and Fittings For Pressurised Water-2016Document48 pagesPolythylene Pipes and Fittings For Pressurised Water-2016Unni CyriacNo ratings yet
- 2014 Abu Dhabi Guideline - Air Quality Monitoring Handbook For Quality Manual-1-FINAL V - New Format Pages NumberedDocument60 pages2014 Abu Dhabi Guideline - Air Quality Monitoring Handbook For Quality Manual-1-FINAL V - New Format Pages NumberedUnni CyriacNo ratings yet
- TDR 01 R1Document2 pagesTDR 01 R1Unni CyriacNo ratings yet
- Testing and Commissioning CertificateDocument1 pageTesting and Commissioning CertificateUnni Cyriac100% (1)
- Understanding API 1169-Part 40 CFR 112 P PDFDocument82 pagesUnderstanding API 1169-Part 40 CFR 112 P PDFUnni Cyriac100% (1)
- 1169 BOK Apr-Dec-2017 Final-011117 PDFDocument9 pages1169 BOK Apr-Dec-2017 Final-011117 PDFUnni CyriacNo ratings yet
- IEng and CEng Guidance Notes PDFDocument26 pagesIEng and CEng Guidance Notes PDFUnni CyriacNo ratings yet
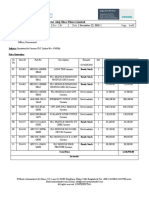
- InvoiceDocument1 pageInvoiceUnni CyriacNo ratings yet
- 1169 BOK Apr-Dec-2017 Final-011117 PDFDocument9 pages1169 BOK Apr-Dec-2017 Final-011117 PDFUnni CyriacNo ratings yet
- 1169 BOK Apr-Dec-2017 Final-011117Document9 pages1169 BOK Apr-Dec-2017 Final-011117Unni CyriacNo ratings yet
- Taylor Series PDFDocument147 pagesTaylor Series PDFDean HaynesNo ratings yet
- LC For Akij Biax Films Limited: CO2012102 0 December 22, 2020Document2 pagesLC For Akij Biax Films Limited: CO2012102 0 December 22, 2020Mahadi Hassan ShemulNo ratings yet
- Sheet-Metal Forming Processes: Group 9 PresentationDocument90 pagesSheet-Metal Forming Processes: Group 9 PresentationjssrikantamurthyNo ratings yet
- Gas Compressor SizingDocument1 pageGas Compressor SizingNohemigdeliaLucenaNo ratings yet
- Class 12 Physics Derivations Shobhit NirwanDocument6 pagesClass 12 Physics Derivations Shobhit Nirwanaastha.sawlaniNo ratings yet
- "Organized Crime" and "Organized Crime": Indeterminate Problems of Definition. Hagan Frank E.Document12 pages"Organized Crime" and "Organized Crime": Indeterminate Problems of Definition. Hagan Frank E.Gaston AvilaNo ratings yet
- Halloween EssayDocument2 pagesHalloween EssayJonathan LamNo ratings yet
- Thesis TipsDocument57 pagesThesis TipsJohn Roldan BuhayNo ratings yet
- Log and Antilog TableDocument3 pagesLog and Antilog TableDeboshri BhattacharjeeNo ratings yet
- CE EVALUATION EXAM No. 4 - MGT, Fluid Properties, Hydrostatic Force (Answer Key)Document6 pagesCE EVALUATION EXAM No. 4 - MGT, Fluid Properties, Hydrostatic Force (Answer Key)Angelice Alliah De la CruzNo ratings yet
- Uniform Motion WorksheetDocument8 pagesUniform Motion Worksheetnikhil patro100% (1)
- MSDS Buffer Solution PH 4.0Document5 pagesMSDS Buffer Solution PH 4.0Ardhy LazuardyNo ratings yet
- Does Adding Salt To Water Makes It Boil FasterDocument1 pageDoes Adding Salt To Water Makes It Boil Fasterfelixcouture2007No ratings yet
- Pyramid Type Plate Bending MachineDocument10 pagesPyramid Type Plate Bending MachineAswin JosephNo ratings yet
- FT2020Document7 pagesFT2020Sam SparksNo ratings yet
- Cameron International Corporation: FORM 10-KDocument31 pagesCameron International Corporation: FORM 10-KMehdi SoltaniNo ratings yet
- Atmel 46003 SE M90E32AS DatasheetDocument84 pagesAtmel 46003 SE M90E32AS DatasheetNagarajNo ratings yet
- KRAS QC12K-4X2500 Hydraulic Shearing Machine With E21S ControllerDocument3 pagesKRAS QC12K-4X2500 Hydraulic Shearing Machine With E21S ControllerJohan Sneider100% (1)
- AMS ANALITICA-AIRFLOW TSP-HVS BrochureDocument1 pageAMS ANALITICA-AIRFLOW TSP-HVS BrochureShady HellaNo ratings yet
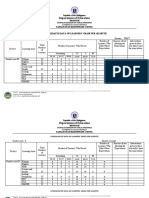
- Department of Education: Consolidated Data On Learners' Grade Per QuarterDocument4 pagesDepartment of Education: Consolidated Data On Learners' Grade Per QuarterUsagi HamadaNo ratings yet
- Categorical SyllogismDocument3 pagesCategorical SyllogismYan Lean DollisonNo ratings yet
- Aditya Academy Syllabus-II 2020Document7 pagesAditya Academy Syllabus-II 2020Tarun MajumdarNo ratings yet
- White Paper: 1 Definitive Guide To Data QualityDocument18 pagesWhite Paper: 1 Definitive Guide To Data QualityGonçalo MartinsNo ratings yet
- Internal Resistance To Corrosion in SHS - To Go On WebsiteDocument48 pagesInternal Resistance To Corrosion in SHS - To Go On WebsitetheodorebayuNo ratings yet
- Đề Tuyển Sinh Lớp 10 Môn Tiếng AnhDocument11 pagesĐề Tuyển Sinh Lớp 10 Môn Tiếng AnhTrangNo ratings yet
- CSWIP-WP-19-08 Review of Welding Procedures 2nd Edition February 2017Document6 pagesCSWIP-WP-19-08 Review of Welding Procedures 2nd Edition February 2017oberai100% (1)