You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- In Inches Non-Circular: Heat Transfer Coefficient CalculationsDocument1 pageIn Inches Non-Circular: Heat Transfer Coefficient CalculationsrodrigoperezsimoneNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Compressor Modeling With Inlet DistortionDocument25 pagesCompressor Modeling With Inlet Distortionsainath_84No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Gustafsson 1991Document9 pagesGustafsson 1991sainath_84No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Thermal Considerations in Pipe FlowsDocument11 pagesThermal Considerations in Pipe FlowsWaqas AhmadNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- 3 D Ethylene Glycol - Uninhibited PDFDocument4 pages3 D Ethylene Glycol - Uninhibited PDFvladimir ciovarnacheNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Cu OverviewDocument38 pagesCu OverviewDejan DjokićNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Sustainability 07 09088Document12 pagesSustainability 07 09088basarkNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- 10 Tips and Tricks Thermal AnkitDocument40 pages10 Tips and Tricks Thermal Ankitsainath_84No ratings yet
- TitleDocument8 pagesTitlesainath_84No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Design of Fans Working in Potentially Explosive Atmospheres: British Standard Bs en 14986:2007Document40 pagesDesign of Fans Working in Potentially Explosive Atmospheres: British Standard Bs en 14986:2007sainath_84No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- WB Poly Meshing For FluentDocument33 pagesWB Poly Meshing For Fluentsainath_84No ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Soli Edge St3Document294 pagesSoli Edge St3alexlima013No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
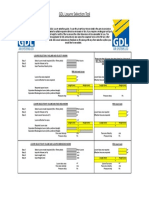
- GDL Louvre CalculatorDocument1 pageGDL Louvre Calculatorsainath_84No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Alkalinity and HardnessDocument20 pagesAlkalinity and Hardnesspanosh12No ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Rotor Dynamic Modelling As A Powerfull Tool For Vibrartion Analysis of Large TurbomachineryIFTOMM 2010Document7 pagesRotor Dynamic Modelling As A Powerfull Tool For Vibrartion Analysis of Large TurbomachineryIFTOMM 2010sainath_84No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Measuring Air Velocity With The Fluke 975 AirMeter Using The Velocity ProbeDocument3 pagesMeasuring Air Velocity With The Fluke 975 AirMeter Using The Velocity Probesainath_84No ratings yet
- Dimensions AA D V1 I1Document48 pagesDimensions AA D V1 I1sainath_84No ratings yet
- 17.0 Mechanical EnterpriseDocument8 pages17.0 Mechanical Enterprisesainath_84100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- 03 ThyssenKrupp ElectricalSteelDocument23 pages03 ThyssenKrupp ElectricalSteelJPNo ratings yet
- Airflow Pattern StudiesDocument18 pagesAirflow Pattern Studiessainath_84100% (1)
- NXCI3 Powell DataExchangeToolsPracticesDocument32 pagesNXCI3 Powell DataExchangeToolsPracticessainath_84No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Iso14644 PDFDocument84 pagesIso14644 PDFDenny Simeon100% (8)
- Problem Set 8-Chapter 17 - Shafts-Selected ProblemsDocument33 pagesProblem Set 8-Chapter 17 - Shafts-Selected Problemssainath_840% (1)
- White Paper Aero Acoustic Fan NoiseDocument5 pagesWhite Paper Aero Acoustic Fan Noisesainath_84No ratings yet
- Water Can Be Corrosive To Most MetalsDocument10 pagesWater Can Be Corrosive To Most Metalssainath_84No ratings yet
- Airflow Quick Test From AnemometerDocument1 pageAirflow Quick Test From Anemometersainath_84No ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Dimensionless NumbersDocument5 pagesDimensionless Numbersharry_chemNo ratings yet
- Design of Blower PDFDocument35 pagesDesign of Blower PDFMurali Kuna Shekaran100% (1)
- Belaire Compressor CatalogDocument12 pagesBelaire Compressor CatalogBillNo ratings yet
- Dead LoadsDocument1 pageDead LoadsShokry AlkissyNo ratings yet
- Design of Beam by WSM For Reference FinalDocument22 pagesDesign of Beam by WSM For Reference Finaljeffmugacha6No ratings yet
- EMG 2014 Mechanics of Machines II July 2014 Class WorkDocument3 pagesEMG 2014 Mechanics of Machines II July 2014 Class WorkCharles OndiekiNo ratings yet
- SYLVANIA W6413tc - SMDocument46 pagesSYLVANIA W6413tc - SMdreamyson1983100% (1)
- CT Excel Skills Test Revised 12102015Document8 pagesCT Excel Skills Test Revised 12102015Soundarya Ramesh0% (1)
- Schmidt'S (Rebound) Hammer (L-Type) Lab 3Document6 pagesSchmidt'S (Rebound) Hammer (L-Type) Lab 3umarabaziz17100% (1)
- SC200 RevDocument2 pagesSC200 RevAshraf MuhtarNo ratings yet
- 70.3 Tanque de Almacenamiento de Productos QuimicosDocument5 pages70.3 Tanque de Almacenamiento de Productos QuimicosDiana V. RosalesNo ratings yet
- Get TRDocDocument185 pagesGet TRDockfrisch1229No ratings yet
- E-RAB Abnormal Release Causes: Huawei Technologies Co., LTDDocument14 pagesE-RAB Abnormal Release Causes: Huawei Technologies Co., LTDMShabbar Syed0% (1)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Robot Arm TutorialDocument16 pagesRobot Arm TutorialFarshad yazdi100% (4)
- Steel Structures - GeneralDocument16 pagesSteel Structures - Generalonur gunesNo ratings yet
- Data Minggu 4Document876 pagesData Minggu 4Gh4n113 IdNo ratings yet
- Transmission LinesDocument56 pagesTransmission LinesGrace LatNo ratings yet
- API 510 Questions Amp Answers Closed Book 1 PDF FreeDocument12 pagesAPI 510 Questions Amp Answers Closed Book 1 PDF Freejakariya100% (2)
- Process Costing PDFDocument52 pagesProcess Costing PDFsachinNo ratings yet
- JM at - 20040129Document11 pagesJM at - 20040129wreckedweaselNo ratings yet
- Comparative Study of BS5930 and EN ISO PDFDocument14 pagesComparative Study of BS5930 and EN ISO PDFNathan VincentNo ratings yet
- PrecastDocument35 pagesPrecastalyssa0% (1)
- The CPL Exams: CHUF - CPL Human Factors ExaminationDocument5 pagesThe CPL Exams: CHUF - CPL Human Factors Examinationgreg mNo ratings yet
- Ingersoll PDFDocument76 pagesIngersoll PDFTirso ArteroNo ratings yet
- Datasheet RevPi AIODocument2 pagesDatasheet RevPi AIOsebadansNo ratings yet
- Riopipeline2019 1292 Paper Ibp1292 19 RevisionDocument9 pagesRiopipeline2019 1292 Paper Ibp1292 19 Revisionbarraocos emailsNo ratings yet
- RE 10 030/04.99 External Gear Pumps Type G: 2, Series 4XDocument12 pagesRE 10 030/04.99 External Gear Pumps Type G: 2, Series 4XEnayat IzadiNo ratings yet
- Clase N 5Document4 pagesClase N 5Xthian Vidal CortezNo ratings yet
- 1.diesel Engine AssemblyDocument22 pages1.diesel Engine Assemblypepenapao1217No ratings yet
- Mhi (Humicool Industrial) : Industrial Evaporative Cooler / HumidifierDocument2 pagesMhi (Humicool Industrial) : Industrial Evaporative Cooler / HumidifierGraham GunnerNo ratings yet
- Datasheet Sunedison 330W PDFDocument2 pagesDatasheet Sunedison 330W PDFDarilho Batista IgnacioNo ratings yet
- 4 - Ce133 - Strength Analysis of Beams According To Aci or NSCP Codes PDFDocument22 pages4 - Ce133 - Strength Analysis of Beams According To Aci or NSCP Codes PDFRalph PacilNo ratings yet
- Handbook of Formulating Dermal Applications: A Definitive Practical GuideFrom EverandHandbook of Formulating Dermal Applications: A Definitive Practical GuideNo ratings yet
- Organic Chemistry for Schools: Advanced Level and Senior High SchoolFrom EverandOrganic Chemistry for Schools: Advanced Level and Senior High SchoolNo ratings yet
- The Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactFrom EverandThe Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactRating: 5 out of 5 stars5/5 (5)
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincFrom EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincRating: 3.5 out of 5 stars3.5/5 (137)
- Is That a Fact?: Frauds, Quacks, and the Real Science of Everyday LifeFrom EverandIs That a Fact?: Frauds, Quacks, and the Real Science of Everyday LifeRating: 5 out of 5 stars5/5 (4)
- Monkeys, Myths, and Molecules: Separating Fact from Fiction, and the Science of Everyday LifeFrom EverandMonkeys, Myths, and Molecules: Separating Fact from Fiction, and the Science of Everyday LifeRating: 4 out of 5 stars4/5 (1)