You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Numerical Simulation of Wear For Bodies in Oscillatory ContactDocument71 pagesNumerical Simulation of Wear For Bodies in Oscillatory ContactJimmy Nuñez VarasNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Fracture Anaysis ProcedureDocument55 pagesFracture Anaysis ProcedureJimmy Nuñez VarasNo ratings yet
- Weld Path Optimisation For Rapid Prototyping and Wear Replacement by Robotic Gas Metal Arc WeldingDocument8 pagesWeld Path Optimisation For Rapid Prototyping and Wear Replacement by Robotic Gas Metal Arc WeldingJimmy Nuñez VarasNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- CAT Ground Engaging ToolsDocument35 pagesCAT Ground Engaging ToolsJimmy Nuñez VarasNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Imperial College CofiringDocument75 pagesImperial College CofiringJimmy Nuñez VarasNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Handbook of Ripping 12ed CATDocument32 pagesHandbook of Ripping 12ed CATbrabuantony100% (2)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- 5McCOYGIL LATESTWoody Biomass Drying and Dewatering IDEA 06 2014 PDFDocument34 pages5McCOYGIL LATESTWoody Biomass Drying and Dewatering IDEA 06 2014 PDFJimmy Nuñez VarasNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- R&AC Lecture 22Document37 pagesR&AC Lecture 22rchandra2473No ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Weld Path Optimisation For Rapid Prototyping and Wear Replacement by Robotic Gas Metal Arc WeldingDocument8 pagesWeld Path Optimisation For Rapid Prototyping and Wear Replacement by Robotic Gas Metal Arc WeldingJimmy Nuñez VarasNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- 5McCOYGIL LATESTWoody Biomass Drying and Dewatering IDEA 06 2014 PDFDocument34 pages5McCOYGIL LATESTWoody Biomass Drying and Dewatering IDEA 06 2014 PDFJimmy Nuñez VarasNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- RP338 Flue Gas Flow EN-12952-15Document81 pagesRP338 Flue Gas Flow EN-12952-15Muhammad AwaisNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Nugen Mobility Inc.: Scm150-Xxx Axial Flux, Brushless PM MotorDocument4 pagesNugen Mobility Inc.: Scm150-Xxx Axial Flux, Brushless PM MotorJimmy Nuñez VarasNo ratings yet
- Biomass MITDocument9 pagesBiomass MITJimmy Nuñez VarasNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- An Evaluation of Biomass Co-Firing in EuropeDocument10 pagesAn Evaluation of Biomass Co-Firing in EuropeJimmy Nuñez VarasNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Biomass-Coal Co-CombustionDocument12 pagesBiomass-Coal Co-CombustionsebascianNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Optimal Design of An Air-Cooled Condenser For Flue Gas From A PowDocument316 pagesOptimal Design of An Air-Cooled Condenser For Flue Gas From A PowJimmy Nuñez VarasNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Energy Analysis of A Biomass Co-Firing Based Pulverized CoalDocument29 pagesEnergy Analysis of A Biomass Co-Firing Based Pulverized CoalJimmy Nuñez VarasNo ratings yet
- Biomass MITDocument9 pagesBiomass MITJimmy Nuñez VarasNo ratings yet
- Dew Point of The Flue Gas of Boilers Co-FiringDocument8 pagesDew Point of The Flue Gas of Boilers Co-FiringJimmy Nuñez VarasNo ratings yet
- Channel Flow, Ductile Extrusion and Exhumation in Continental Collision Zones: An IntroductionDocument23 pagesChannel Flow, Ductile Extrusion and Exhumation in Continental Collision Zones: An IntroductionJimmy Nuñez VarasNo ratings yet
- gsr2014 - Full Report - Low Res PDFDocument216 pagesgsr2014 - Full Report - Low Res PDFJames BalsillieNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Appx B Fluid Series1Document6 pagesAppx B Fluid Series1omveer singhNo ratings yet
- Raina Manual 3Document149 pagesRaina Manual 3sushmabinduNo ratings yet
- PROMASEAL-A-Spray TDS EngDocument3 pagesPROMASEAL-A-Spray TDS EngTony StarkNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Poxygard TC 2000: Product # 347Document3 pagesPoxygard TC 2000: Product # 347JoeNo ratings yet
- CMH17 - AIAA - STC100411-Military Handbook 17-Composite Material HandbookDocument37 pagesCMH17 - AIAA - STC100411-Military Handbook 17-Composite Material Handbook楊宗棠No ratings yet
- Powder Metallurgy (PM) Titanium and Titanium Alloy Structural ComponentsDocument4 pagesPowder Metallurgy (PM) Titanium and Titanium Alloy Structural ComponentsVijay KumarNo ratings yet
- Basic Price Inquiry-Kawasan Industri Sadai-BangkaDocument4 pagesBasic Price Inquiry-Kawasan Industri Sadai-BangkaghmNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Ecs 19-1-1-1S - 0 - 80098226Document1 pageEcs 19-1-1-1S - 0 - 80098226Florin Daniel AnghelNo ratings yet
- K Protect CatalogueDocument2 pagesK Protect CatalogueFareethAbdullahNo ratings yet
- Stress AnalysisDocument24 pagesStress AnalysismstojcevicNo ratings yet
- Suma - Busona DisperyDocument70 pagesSuma - Busona DisperyLenny ErastoNo ratings yet
- Hydrogen Embrittlement: High Temperature Hydrogen AttackDocument4 pagesHydrogen Embrittlement: High Temperature Hydrogen AttackRaghvendra SinghNo ratings yet
- Flexible Retort Pouch DefectsDocument54 pagesFlexible Retort Pouch DefectsHector Salazar PerezNo ratings yet
- Case Study On BricksDocument26 pagesCase Study On BricksSilvi Jhangra100% (1)
- Application Procedure - Insulcast 1500Document4 pagesApplication Procedure - Insulcast 1500RAJKUMARNo ratings yet
- RAFT Foundation FDocument30 pagesRAFT Foundation FBhargav BbvsNo ratings yet
- Company Profile SMEDocument31 pagesCompany Profile SMEDamayanti SinagaNo ratings yet
- FT RQ:: Carbon Steel Billets, Blooms, Slabs and Bars For Forgings - SpecificationDocument9 pagesFT RQ:: Carbon Steel Billets, Blooms, Slabs and Bars For Forgings - SpecificationocsspectroNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 7870 enDocument24 pages7870 enSherif ShahinNo ratings yet
- Worked Examples To Find The U-Values of A Building3Document13 pagesWorked Examples To Find The U-Values of A Building3hello3232No ratings yet
- Lecture 2-3 PDFDocument67 pagesLecture 2-3 PDFSaurabh RaiNo ratings yet
- Slag Cement in Concrete and Mortar: ACI 233R-03Document18 pagesSlag Cement in Concrete and Mortar: ACI 233R-03INARQ1979No ratings yet
- Batch ReportsDocument2 pagesBatch ReportsR K ParidaNo ratings yet
- Procurement Tracking ChartDocument5 pagesProcurement Tracking ChartjayNo ratings yet
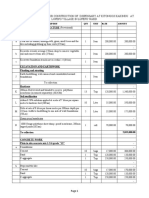
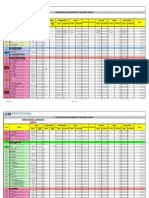
- Project Name:-Btmc Office Building and Vip Block at BodhgayaDocument30 pagesProject Name:-Btmc Office Building and Vip Block at Bodhgayapm_madhavNo ratings yet
- 1C 630 MM (2xHSYRa2Y) 18 30 (36) KV CABLESDocument6 pages1C 630 MM (2xHSYRa2Y) 18 30 (36) KV CABLESanamulk-1No ratings yet
- ArmGrout M 65 Ver 7Document3 pagesArmGrout M 65 Ver 7beemasundarNo ratings yet
- 2013 Fenwick CatalogDocument22 pages2013 Fenwick Catalogretrospect1000No ratings yet
- Ceridust 3920 F - Providing Resistance.: Exactly Your ChemistryDocument2 pagesCeridust 3920 F - Providing Resistance.: Exactly Your ChemistryMaximiliano MackeviciusNo ratings yet
- Aci 351.1 R-99 Grouting Bet Foundn & Bases For Support of Equipment & Machinery (PDF - Io)Document18 pagesAci 351.1 R-99 Grouting Bet Foundn & Bases For Support of Equipment & Machinery (PDF - Io)Prapa KaranNo ratings yet
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsFrom EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsNo ratings yet