You might also like
- Energy Efficiency Improvement in An Ethylene PlantDocument5 pagesEnergy Efficiency Improvement in An Ethylene Plantshubham bobdeNo ratings yet
- Study of Vapour Absorption System Using Waste Heat-F0283439Document6 pagesStudy of Vapour Absorption System Using Waste Heat-F0283439Anonymous NGXdt2BxNo ratings yet
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDocument5 pagesMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksgopalvivekNo ratings yet
- Ethylene Yield From Pyrolysis Cracking in Olefin PDocument6 pagesEthylene Yield From Pyrolysis Cracking in Olefin PALL2WINNo ratings yet
- GTC BTX Revamps - Rev Intro (Compatibility MDocument29 pagesGTC BTX Revamps - Rev Intro (Compatibility MjjdottaNo ratings yet
- FlowmeterDocument22 pagesFlowmeterAnandNo ratings yet
- Oxy Enrich Process For Capacity Enhancement of Claus Based Sulfur Recovery UnitDocument22 pagesOxy Enrich Process For Capacity Enhancement of Claus Based Sulfur Recovery Unitsara25dec689288No ratings yet
- UFC-85 Plants For Urea Fertilizer Projects: Recommended DosageDocument8 pagesUFC-85 Plants For Urea Fertilizer Projects: Recommended Dosagevaratharajan g rNo ratings yet
- Engineering Standard: IPS-E-PR-330Document30 pagesEngineering Standard: IPS-E-PR-330Akmal ZuhriNo ratings yet
- Modern Spent-Caustic Wastewater Treatment Simulation by Aspen Plus in Electrolytic MediumDocument10 pagesModern Spent-Caustic Wastewater Treatment Simulation by Aspen Plus in Electrolytic MediumarmanNo ratings yet
- BTX From FCC PDFDocument7 pagesBTX From FCC PDFjosealvaroNo ratings yet
- Definition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsDocument2 pagesDefinition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsWade ColemanNo ratings yet
- Barauni Refinery Unit CapacitiesDocument8 pagesBarauni Refinery Unit Capacitiesrishika sharmaNo ratings yet
- Ethylene CrackerDocument28 pagesEthylene CrackerAbhinav AjmaniNo ratings yet
- Packinox Pyrolysis Gasoline HydrogenationDocument2 pagesPackinox Pyrolysis Gasoline HydrogenationCorneliuPopaNo ratings yet
- TEWI AnalysisDocument63 pagesTEWI Analysismirali74No ratings yet
- Xylenes and EthylbenzeneDocument13 pagesXylenes and EthylbenzeneAbhishek SinghNo ratings yet
- Sda s17893 Adic1 Ms 2105 00005 Data Sheet Instrument Air Compressor Filter A03Document3 pagesSda s17893 Adic1 Ms 2105 00005 Data Sheet Instrument Air Compressor Filter A03Oladiran AgbaraoluwaNo ratings yet
- Pure Aromatics Recovery From Coke Oven Light Oil (COLO) : Division Edeleanu Refining TechnologiesDocument30 pagesPure Aromatics Recovery From Coke Oven Light Oil (COLO) : Division Edeleanu Refining TechnologiesIppo MakunouchiNo ratings yet
- PRPC - All CH - by Kenil JaganiDocument102 pagesPRPC - All CH - by Kenil JaganiVarun pandeyNo ratings yet
- Fuels & Combustion: Presented By: Emmanuel A. Rosales Salvador Z. SiaDocument31 pagesFuels & Combustion: Presented By: Emmanuel A. Rosales Salvador Z. SiaEmmanuel RosalesNo ratings yet
- SAS Engineering Process PackagesDocument54 pagesSAS Engineering Process PackagesDewa Yuniardi FullNo ratings yet
- Mid-Term Training EvaluationDocument26 pagesMid-Term Training EvaluationVishalSharmaNo ratings yet
- The Supply of A Seawater Injection System For 30,000 BWPD ServiceDocument30 pagesThe Supply of A Seawater Injection System For 30,000 BWPD ServiceAnonymous O0lyGOShYGNo ratings yet
- Fuel ConsumptionDocument11 pagesFuel ConsumptionMerick Diamante Jr.No ratings yet
- Praj Industries 180817Document12 pagesPraj Industries 180817Deep Run WatersNo ratings yet
- 100 Yer Pe PDB 0003Document21 pages100 Yer Pe PDB 0003Janakiraman MalligaNo ratings yet
- 4.hydrogen Generator System and FunctionsDocument4 pages4.hydrogen Generator System and FunctionsAnonymous ffje1rpaNo ratings yet
- Pilot Plant Batch DistillationDocument16 pagesPilot Plant Batch DistillationAlejandra Yasaret CabreraNo ratings yet
- 10 1016@j Jngse 2016 01 016Document37 pages10 1016@j Jngse 2016 01 016saiful bahriNo ratings yet
- Reliance - Flare Gas Recovery IMPDocument6 pagesReliance - Flare Gas Recovery IMPsvnaik14No ratings yet
- AICHE S01 02 FCC Debutanizer Revamp For Flexibility and AddiDocument16 pagesAICHE S01 02 FCC Debutanizer Revamp For Flexibility and AddiSrbislav GenicNo ratings yet
- Gate Valve - Post IndicatorDocument20 pagesGate Valve - Post IndicatorLENINROMEROH4168No ratings yet
- Natural Gas Liquids Recovery Processes in Natural Gas ProcessingDocument27 pagesNatural Gas Liquids Recovery Processes in Natural Gas ProcessingVictor Ali MentaNo ratings yet
- 6 - Bubble Cap Tray DesignDocument124 pages6 - Bubble Cap Tray DesignM.H vafaeiNo ratings yet
- D 103eDocument19 pagesD 103eCivil FriendNo ratings yet
- Filtration in HydrotreatingDocument2 pagesFiltration in Hydrotreatingck196548400% (1)
- LNG Operations Manual Final Draft - 010515 - Web PDFDocument34 pagesLNG Operations Manual Final Draft - 010515 - Web PDFSushilNo ratings yet
- HSFCCDocument22 pagesHSFCCdonald55555100% (1)
- Process Intensification in Industrial Wastewater Treatment FinalDocument10 pagesProcess Intensification in Industrial Wastewater Treatment FinalSantanu BiswasNo ratings yet
- UOP Improving Diesel Yields and Cloud PointDocument12 pagesUOP Improving Diesel Yields and Cloud PointSachin ChavanNo ratings yet
- 3.methodology of Pressure Settings On Storage Tanks.Document10 pages3.methodology of Pressure Settings On Storage Tanks.heyheyNo ratings yet
- A Guide of Refinery ProcessDocument1 pageA Guide of Refinery ProcessSubramani DuraikannuNo ratings yet
- Chapter13 - ValvblendingDocument28 pagesChapter13 - ValvblendingMarcosNo ratings yet
- MAHLE IF PremiumSelectElements ENDocument6 pagesMAHLE IF PremiumSelectElements ENJamin SmtpngNo ratings yet
- Defence: The Las Tlineo FDocument5 pagesDefence: The Las Tlineo FMuhamad Nur HusenNo ratings yet
- PDFDocument6 pagesPDFjamy862004No ratings yet
- Process Data Sheet of Incinerator Package Unit 113X-X1: Biturox ProjectDocument15 pagesProcess Data Sheet of Incinerator Package Unit 113X-X1: Biturox ProjecthhvgNo ratings yet
- Is 14164 2008Document45 pagesIs 14164 2008Pukhraj DagaNo ratings yet
- Expression of Interest (EOI) : Indraprastha Gas LimitedDocument21 pagesExpression of Interest (EOI) : Indraprastha Gas LimitedvijaynotNo ratings yet
- Pre-Feasibility Report: Environmental ClearanceDocument78 pagesPre-Feasibility Report: Environmental ClearanceJigar100% (1)
- 04454H45-14-DB-0001 Rev0Document9 pages04454H45-14-DB-0001 Rev0garciahoNo ratings yet
- Static MixerDocument10 pagesStatic MixerMawar ManiesNo ratings yet
- Technical Offer R0Document41 pagesTechnical Offer R0Abhishek SharmaNo ratings yet
- Dalmia Cement AriyalurDocument31 pagesDalmia Cement AriyalurMohammed Shafi AhmedNo ratings yet
- 2 - TDVS GopalkrishnaDocument61 pages2 - TDVS GopalkrishnaManav GaneshNo ratings yet
- Safety Management System in Hydrocarbon IndustryDocument98 pagesSafety Management System in Hydrocarbon IndustryAnkur Pathak89% (9)
- Wastewater Treatment ReportDocument35 pagesWastewater Treatment ReportAditya ChopraNo ratings yet
- Tire Pyrolysis ProposalDocument12 pagesTire Pyrolysis ProposalElias RizkNo ratings yet
- Oil & Gas An Overview: Source of DiscoveryDocument34 pagesOil & Gas An Overview: Source of DiscoveryNeeraj BoraNo ratings yet
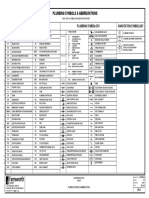
- Plumbing Symbols & AbbreviationsDocument8 pagesPlumbing Symbols & AbbreviationsThel Cruz100% (1)
- Relation Between Population Density and Topology in Potable Water Distribution NetworksDocument11 pagesRelation Between Population Density and Topology in Potable Water Distribution NetworksWalter GuttlerNo ratings yet
- Project Cost Estimating Manual: Seventh EditionDocument148 pagesProject Cost Estimating Manual: Seventh EditionBilal Hussein SousNo ratings yet
- LWSAP Manual April2016Document58 pagesLWSAP Manual April2016Walter GuttlerNo ratings yet
- Princing of Water and WastewaterDocument95 pagesPrincing of Water and WastewaterWalter GuttlerNo ratings yet
- Current SSPC Standards June2019Document7 pagesCurrent SSPC Standards June2019Aleksander Segura Tinoco100% (1)
- Aace Classification SystemDocument10 pagesAace Classification SystemWalter GuttlerNo ratings yet
- Pump Station High & Low Velocities in FMsDocument32 pagesPump Station High & Low Velocities in FMsAlvin KimNo ratings yet
- 14 Coatings: Ebook - Ductile Iron Pipe Systems Chapter 14: Coatings 14/1Document18 pages14 Coatings: Ebook - Ductile Iron Pipe Systems Chapter 14: Coatings 14/1Walter GuttlerNo ratings yet
- Pump Station Design Guidelines 2nd EditionDocument34 pagesPump Station Design Guidelines 2nd Editionel_koptan00857693100% (1)
- Clapets Guide Selection AVK UKDocument24 pagesClapets Guide Selection AVK UKVignesh NadimuthuNo ratings yet
- Cathodic Protection DesignDocument30 pagesCathodic Protection Designmtuanlatoi9704No ratings yet
- Pump Station DesignDocument62 pagesPump Station Designparas99100% (2)
- KSB Know-How, Volume 0 - Selecting-Centrifugal-Pumps-data PDFDocument92 pagesKSB Know-How, Volume 0 - Selecting-Centrifugal-Pumps-data PDFRodrigo Astudillo AedoNo ratings yet
- Laboratory Design and Maintenance: Laboratory Biosafety Manual Fourth Edition AND Associated MonographsDocument88 pagesLaboratory Design and Maintenance: Laboratory Biosafety Manual Fourth Edition AND Associated MonographsGopinath GopiNo ratings yet
- Cathodic Protection DesignDocument30 pagesCathodic Protection Designmtuanlatoi9704No ratings yet
- Design Guide For Wastewater Treatment Plants in Saudi ArabiaDocument182 pagesDesign Guide For Wastewater Treatment Plants in Saudi ArabiaSenn OdrapmasdNo ratings yet
- Control Valves Basics - Sizing & SelectionDocument64 pagesControl Valves Basics - Sizing & SelectionKajer quemar100% (1)
- Section 630 Tapping Sleeves, Valves and Valve Boxes On Water Lines 630.1 DESCRIPTIONDocument7 pagesSection 630 Tapping Sleeves, Valves and Valve Boxes On Water Lines 630.1 DESCRIPTIONWalter GuttlerNo ratings yet
- Instructions For Form 1042-SDocument37 pagesInstructions For Form 1042-SWalter GuttlerNo ratings yet
- BS EN 1074-2 Valves For Water Service Supply - Isolating Valves PDFDocument16 pagesBS EN 1074-2 Valves For Water Service Supply - Isolating Valves PDFLuis Daniel ContrerasNo ratings yet
- Corridor and Utility Standard - BrochureDocument12 pagesCorridor and Utility Standard - BrochureWalter GuttlerNo ratings yet
- Anaerobic Wastewater Treatment Processes PDFDocument13 pagesAnaerobic Wastewater Treatment Processes PDFWalter GuttlerNo ratings yet
- Epa Water Treatment Manual Primary Secondary Tertiary1Document131 pagesEpa Water Treatment Manual Primary Secondary Tertiary1Pamela RichardsonNo ratings yet
- Chapter 7Document28 pagesChapter 7kleitoneduNo ratings yet
- Anaerobic Reactor TechnologiesDocument128 pagesAnaerobic Reactor TechnologiesWalter GuttlerNo ratings yet
- Elkon 100: Mobile MasterDocument4 pagesElkon 100: Mobile MasterWalter GuttlerNo ratings yet
- Wastewater Operator Study Manual PDFDocument242 pagesWastewater Operator Study Manual PDFWalter Guttler100% (1)
- Entire ManualDocument251 pagesEntire ManualWalter GuttlerNo ratings yet
- 27.2 WWT Carbon FootprintDocument68 pages27.2 WWT Carbon FootprintAhmedNo ratings yet
- Unit7-3-WWT-Biological Treatment PDFDocument85 pagesUnit7-3-WWT-Biological Treatment PDFnickNo ratings yet
- Case StudyDocument9 pagesCase StudyJuris PasionNo ratings yet
- Annex 31 Tool Design Extended AerationDocument5 pagesAnnex 31 Tool Design Extended AerationKalyca Nazhifa SalwaNo ratings yet
- Chesar 3-6 User Man enDocument38 pagesChesar 3-6 User Man ensebicsNo ratings yet
- Indirapuram STP, Ghaziabad Co-Treatment Case Study: List of TablesDocument13 pagesIndirapuram STP, Ghaziabad Co-Treatment Case Study: List of TablesAtul GargNo ratings yet
- Second Year Engineering: SemesterDocument34 pagesSecond Year Engineering: SemesterYouTubeCrysisNo ratings yet
- Sludge DigestionDocument4 pagesSludge Digestionmayankjain333No ratings yet
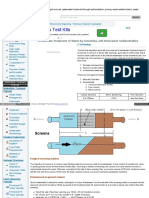
- Preliminary Treatment Process of Waste WaDocument9 pagesPreliminary Treatment Process of Waste WaArjun MulluNo ratings yet
- Wsse PPT 6046Document17 pagesWsse PPT 6046Paras KathvadiyaNo ratings yet
- Polymer International Sales ManagerDocument5 pagesPolymer International Sales ManagermohammedNo ratings yet
- Water World AtotonilcoDocument9 pagesWater World Atotonilcodrsalazar13No ratings yet
- Personal Master Plumbing NotesDocument59 pagesPersonal Master Plumbing NotesMichael Vincent Naces AlmueteNo ratings yet
- Biological Wastewater TreatmentDocument164 pagesBiological Wastewater TreatmentBenazir Shugufta100% (1)
- Design SheetDocument33 pagesDesign SheetKELVIN TECHNOLOGIESNo ratings yet
- Esirael Yohannis Septic Tank DesignDocument14 pagesEsirael Yohannis Septic Tank DesignEsirael JhonNo ratings yet
- Dianix Red HLA CBBN25 (MSDS)Document4 pagesDianix Red HLA CBBN25 (MSDS)zulendzraNo ratings yet
- Labsa Flow ChartDocument10 pagesLabsa Flow ChartPUSHKARKHANNA100% (1)
- Project Report On Water PollutionDocument31 pagesProject Report On Water Pollutionavakash patelNo ratings yet
- 16 Sep 2019 171500577N8HBJ50QExSumDocument3 pages16 Sep 2019 171500577N8HBJ50QExSumOm PatelNo ratings yet
- ESS IA ExampleDocument20 pagesESS IA ExampleMonika Mehta100% (2)
- Clarifier SDocument20 pagesClarifier Senviron13No ratings yet
- Research Paper March 10 2019Document12 pagesResearch Paper March 10 2019vincent jancarlo ricarteNo ratings yet
- Clean Development Mechanism (CDM) in MalaysiaDocument33 pagesClean Development Mechanism (CDM) in MalaysiaanilazasNo ratings yet
- 2008 February Treatment of Municipal Solid Waste Anaerobic Digestion TechnologiesDocument50 pages2008 February Treatment of Municipal Solid Waste Anaerobic Digestion TechnologiesRex RenovadoNo ratings yet
- Trickling Filter Trickling FiltersDocument5 pagesTrickling Filter Trickling Filterssneha raphelNo ratings yet
- Baseline Assessment - Faridabad, Udaipur and Mysore: IHUWASH Project - Supported by USAIDDocument56 pagesBaseline Assessment - Faridabad, Udaipur and Mysore: IHUWASH Project - Supported by USAIDAnuja JadhavNo ratings yet
- Distributed Fibre Optic Sensors For Civil InfraDocument22 pagesDistributed Fibre Optic Sensors For Civil InfraChong JiazhenNo ratings yet
- Prelim. Progr. PGR Conf 2015-21.08Document3 pagesPrelim. Progr. PGR Conf 2015-21.08gio477No ratings yet
- App H - Evaluation of Sludge Dryer and Dewatering FacilitiesDocument77 pagesApp H - Evaluation of Sludge Dryer and Dewatering FacilitiesRajan BhosaleNo ratings yet
- Trickling Filter Technology For Treating Abattoir WastewaterDocument53 pagesTrickling Filter Technology For Treating Abattoir WastewaterEmiliano Rodriguez TellezNo ratings yet