You might also like
- Case 1088 Repair Manual (Crawler Excavator) PDFDocument971 pagesCase 1088 Repair Manual (Crawler Excavator) PDFrida100% (7)
- Test 1 Book Notes Examples-1 PDFDocument65 pagesTest 1 Book Notes Examples-1 PDFRalph Castino87% (15)
- New Wiring Diagram Electric EMS2-tad1640ge PDFDocument2 pagesNew Wiring Diagram Electric EMS2-tad1640ge PDFVanHoang95% (22)
- Mass Transfer PartDocument36 pagesMass Transfer Partoctoviancletus79% (39)
- Chapter 6 SolutionsDocument10 pagesChapter 6 SolutionsJabeen Thaz50% (2)
- BIochem AssDocument10 pagesBIochem AssJomhel Callueng50% (2)
- مسائل وحلول ماسDocument31 pagesمسائل وحلول ماسHmid Aljbre100% (4)
- Chemical Processes Material Cost and Compatibility - UC Riverside, CHE175B Chemical Process DesignDocument4 pagesChemical Processes Material Cost and Compatibility - UC Riverside, CHE175B Chemical Process DesignGabriel S. Gusmão (Freddie)67% (3)
- Biochemical Engineering Sample ProblemsDocument5 pagesBiochemical Engineering Sample ProblemsVan Vesper Dulliyao100% (1)
- Cell Kinetics Chapter 6Document56 pagesCell Kinetics Chapter 6Sanjay Kumar73% (11)
- Fundamentals of Biochemical Engineering Dutta Solution ManualDocument6 pagesFundamentals of Biochemical Engineering Dutta Solution Manualhimanshu18% (22)
- Orca - Share - Media1575204849829 2Document113 pagesOrca - Share - Media1575204849829 2Lily Antonette AgustinNo ratings yet
- Mass Transfer Exercises kLa DeterminationDocument5 pagesMass Transfer Exercises kLa DeterminationAna Mcn33% (3)
- Problems in Biochemical EngineeringDocument22 pagesProblems in Biochemical EngineeringArrianne Jaye Mata50% (4)
- BIochem AssDocument5 pagesBIochem AssCheng PasionNo ratings yet
- Aeration and Agitation 2Document18 pagesAeration and Agitation 2rhia100% (1)
- Chapter 8: Sterilization: Che 514A: Biochemical EngineeringDocument9 pagesChapter 8: Sterilization: Che 514A: Biochemical EngineeringEzekielNo ratings yet
- Evaporator Heat and Mass Transfer CalculationsDocument16 pagesEvaporator Heat and Mass Transfer CalculationsArlene DeppNo ratings yet
- Problems in Mass TransferDocument3 pagesProblems in Mass TransferAngelica Joyce BenitoNo ratings yet
- COMPIDocument129 pagesCOMPIJeanne Roselle Dulatre CortezNo ratings yet
- Michaelis-Menten kinetics of enzyme reactionDocument4 pagesMichaelis-Menten kinetics of enzyme reactionVan Vesper DulliyaoNo ratings yet
- Biochem Enzyme KineticsDocument53 pagesBiochem Enzyme KineticsJayvee Francisco67% (3)
- This Study Resource Was: CEE30005 Tutorial 2 - SolutionDocument3 pagesThis Study Resource Was: CEE30005 Tutorial 2 - SolutionSpoider YTNo ratings yet
- Sample Problem #3Document1 pageSample Problem #3DozdiNo ratings yet
- Che Most at Series ProblemDocument6 pagesChe Most at Series ProblemJade Dhalle Encarnacion67% (3)
- 9-Agitation Aeration PDFDocument47 pages9-Agitation Aeration PDFCinthiaLugoNo ratings yet
- Heat and Mass Transfer Distillation ProblemsDocument10 pagesHeat and Mass Transfer Distillation ProblemsMJNo ratings yet
- Bioche ProblemsDocument5 pagesBioche ProblemsTimothy Jones100% (1)
- Tutorial 1 (WITH ANSWER)Document4 pagesTutorial 1 (WITH ANSWER)yuliusNo ratings yet
- Medium Stoichiometry & KineticsDocument9 pagesMedium Stoichiometry & KineticsDzung Pham0% (1)
- Saudi Aramco Success Story (A4)Document4 pagesSaudi Aramco Success Story (A4)raghu12421100% (1)
- Flamanville France Nuclear Power Plant WallchartDocument1 pageFlamanville France Nuclear Power Plant WallchartArzu AkarNo ratings yet
- Computer ApplicationsDocument8 pagesComputer Applicationsapi-3728602100% (1)
- Cell Kinetics and Fermenter Design Solution ManualDocument5 pagesCell Kinetics and Fermenter Design Solution ManualMarthy DayagNo ratings yet
- ChE514A Cell Kinetics and Fermenter DesignDocument116 pagesChE514A Cell Kinetics and Fermenter DesignAnonymous 0zrCNQ55% (11)
- Cell Kinetics and Fermenter DesignDocument116 pagesCell Kinetics and Fermenter DesignCriselda Oliva CarinoNo ratings yet
- CN3121 Homework Questions and Solutions (Chap1)Document3 pagesCN3121 Homework Questions and Solutions (Chap1)Weng Hong WeiNo ratings yet
- Lecture 26-Problems On Cell Growth KineticsDocument15 pagesLecture 26-Problems On Cell Growth KineticsHemanth Peddavenkatappa GariNo ratings yet
- Sepa and PartechDocument5 pagesSepa and Partechdiana bunagan0% (1)
- LEC LE 3 Part 2 Stoichiometry of Growth and Product FormationDocument27 pagesLEC LE 3 Part 2 Stoichiometry of Growth and Product FormationRaymond Fuentes100% (1)
- JJDocument4 pagesJJEureca ParraNo ratings yet
- 2 Cell Kinetics and Fermenter Design Part 2 DiscussionDocument4 pages2 Cell Kinetics and Fermenter Design Part 2 DiscussionEzekielNo ratings yet
- D D D D DDocument5 pagesD D D D Drazzee yuchengkoNo ratings yet
- Balmes, Patricia R. - Enzyme KineticsDocument11 pagesBalmes, Patricia R. - Enzyme KineticsGlecie RasNo ratings yet
- Mass Transfer PartDocument34 pagesMass Transfer Partoctoviancletus100% (3)
- LEACHING and EVAP PROBLEMSDocument14 pagesLEACHING and EVAP PROBLEMSValerie Ann FranciscoNo ratings yet
- 5 Enzyme KineticsDocument39 pages5 Enzyme KineticsEbook Download100% (1)
- Shuler KargiDocument15 pagesShuler Kargisureandhraindia67% (6)
- CHE 511A Compilation 2 3 M F PDFDocument164 pagesCHE 511A Compilation 2 3 M F PDFMaame Efua NeizerNo ratings yet
- CHEMICAL ENGINEERING INSTRUMENTATION AND PROCESS CONTROL PROBLEMSDocument4 pagesCHEMICAL ENGINEERING INSTRUMENTATION AND PROCESS CONTROL PROBLEMSMarco SarmientoNo ratings yet
- Sample Problem #2Document2 pagesSample Problem #2Dozdi67% (3)
- Chapter 3 SterilizationDocument44 pagesChapter 3 SterilizationDivyashini MohanNo ratings yet
- Extraction Problem Solving DrillDocument2 pagesExtraction Problem Solving Drilledmark icalina40% (5)
- BioprocessProblem 3Document1 pageBioprocessProblem 3AshenafiNo ratings yet
- Kinetics (Gjjkkkgty)Document5 pagesKinetics (Gjjkkkgty)Chrysler Kane DepnagNo ratings yet
- BTech degree exam bioprocess calculationsDocument4 pagesBTech degree exam bioprocess calculationsAnonymous 5lZJ470No ratings yet
- Set3ans 10Document5 pagesSet3ans 10amalinaishahNo ratings yet
- QPDocument3 pagesQPgood buddyNo ratings yet
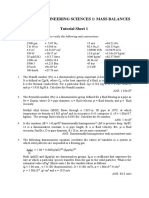
- Peme1025: Engineering Sciences 1: Mass Balances Tutorial Sheet 1Document4 pagesPeme1025: Engineering Sciences 1: Mass Balances Tutorial Sheet 1Kwasi NuamahNo ratings yet
- EXAMPLE1 UASBTreatment Process SWUSTDocument8 pagesEXAMPLE1 UASBTreatment Process SWUSTYannis Thomas100% (1)
- Adsorption Column Design PDFDocument61 pagesAdsorption Column Design PDFazizkhouribga75% (4)
- Optimize Process Flowsheet for Carbonate-Chloride ProcessDocument14 pagesOptimize Process Flowsheet for Carbonate-Chloride ProcessnickNo ratings yet
- Analytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportFrom EverandAnalytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportNo ratings yet
- Scope of Work Doc-Fire Hydrant SystemDocument2 pagesScope of Work Doc-Fire Hydrant SystemMauliNo ratings yet
- Test RDCDocument88 pagesTest RDCWan SahNo ratings yet
- 2563-Wireless Catalogue enDocument151 pages2563-Wireless Catalogue enElafanNo ratings yet
- Euler-Ship Mast LocationDocument61 pagesEuler-Ship Mast LocationzeldaikNo ratings yet
- Volkswagen 2.0L TDI Common Rail Engine Service TrainingDocument90 pagesVolkswagen 2.0L TDI Common Rail Engine Service TrainingАлла Харютина100% (1)
- Orient Price List NewDocument3 pagesOrient Price List Newrohan12345670% (1)
- MeasurementDocument4 pagesMeasurementJemason100% (1)
- Wiring Diagram FH, NH: GroupDocument110 pagesWiring Diagram FH, NH: GroupStefan AslamNo ratings yet
- Using Breakover Devices in Triac and SCR Gate Control CircuitsDocument37 pagesUsing Breakover Devices in Triac and SCR Gate Control CircuitsAnnalyn Duculan SoriaNo ratings yet
- Transport Phenomena: Instructor: Assistant Professor Department of Chemical Engineering, BUET, Dhaka-1000Document21 pagesTransport Phenomena: Instructor: Assistant Professor Department of Chemical Engineering, BUET, Dhaka-1000touhidNo ratings yet
- 240-56063867 Transformer and Reactor Rapid Pressure Rise RelayDocument6 pages240-56063867 Transformer and Reactor Rapid Pressure Rise RelayMichael NgubaneNo ratings yet
- Ferhat ErdalDocument22 pagesFerhat ErdalsaifoaNo ratings yet
- XR77CX: Installing and Operating InstructionsDocument5 pagesXR77CX: Installing and Operating InstructionsVũ Hằng PhươngNo ratings yet
- Thermal Shock Resistant Neoceram Glass-CeramicDocument2 pagesThermal Shock Resistant Neoceram Glass-CeramicAmândio PintoNo ratings yet
- Chapter 8 ObjectivesDocument3 pagesChapter 8 ObjectivesdaddlescoopNo ratings yet
- Solar Air HeaterDocument2 pagesSolar Air HeaterriyaNo ratings yet
- Pt6 Fuel Nozzle Exchange Kits: Adapter Assemblies, Fuel ManifoldDocument1 pagePt6 Fuel Nozzle Exchange Kits: Adapter Assemblies, Fuel ManifoldBerchNo ratings yet
- Greenhouse Effect-QuizDocument4 pagesGreenhouse Effect-Quizlindsay tanNo ratings yet
- Every Emergency.: C Safe Marine Generator SetsDocument4 pagesEvery Emergency.: C Safe Marine Generator SetsBrillyanNo ratings yet
- Evaluating The Effectiveness of Retrofitting An Existing Hospitality Buildingsia in 2010-2014Document8 pagesEvaluating The Effectiveness of Retrofitting An Existing Hospitality Buildingsia in 2010-2014International Journal of Innovative Science and Research TechnologyNo ratings yet
- High Voltage Products Reliable Products - EN PDFDocument102 pagesHigh Voltage Products Reliable Products - EN PDFSiva ReddyNo ratings yet
- SOF National Science Olympiad 2018-19 GuidelinesDocument7 pagesSOF National Science Olympiad 2018-19 GuidelinesRahul SinhaNo ratings yet
- Distillation and Vapor Pressure Test of Gasoline Fuel: Fuels TestedDocument3 pagesDistillation and Vapor Pressure Test of Gasoline Fuel: Fuels TestedReyes, Ishmael Edward John U.No ratings yet
- VXA 700 Owner ManualDocument68 pagesVXA 700 Owner ManualjohnNo ratings yet
- EnergySRP Forms MatchingDocument2 pagesEnergySRP Forms Matchingeiad-mahmoudNo ratings yet
- Flux and Refining Agent InjectionDocument1 pageFlux and Refining Agent InjectionСтанислав ПодольскийNo ratings yet