You might also like
- Acid, Bases and Salts (Prashant Kirad) - 1Document15 pagesAcid, Bases and Salts (Prashant Kirad) - 1Ashish Sharma100% (2)
- Sec 2 Acids and Bases Notes 2013Document11 pagesSec 2 Acids and Bases Notes 2013Emily TanNo ratings yet
- Acid, Base, and SaltDocument12 pagesAcid, Base, and SaltTamoghna DeyNo ratings yet
- Handbook For Cell Culture Basics (Gibco)Document62 pagesHandbook For Cell Culture Basics (Gibco)Cesar PuentesNo ratings yet
- Koel Engine, Ha Operation and Maintenance Manual (Ha - SR)Document89 pagesKoel Engine, Ha Operation and Maintenance Manual (Ha - SR)Karthik K Raja75% (12)
- Chapter 2 - Acids, Bases and Salts: Class - X ScienceDocument14 pagesChapter 2 - Acids, Bases and Salts: Class - X ScienceDhruv AsodariaNo ratings yet
- SA2006-000147 en Application of Numerical Relays For HV Shunt Reactor ProtectionDocument8 pagesSA2006-000147 en Application of Numerical Relays For HV Shunt Reactor Protectioneee525No ratings yet
- 6 Slickline OperationsDocument302 pages6 Slickline OperationsAntonio Bevilacqua100% (4)
- 08 - Relief System Adequacy - A Step Towards SAFER Operations - Deepak - IngeneroDocument40 pages08 - Relief System Adequacy - A Step Towards SAFER Operations - Deepak - IngeneroCalNo ratings yet
- Petrochemical IndustryDocument112 pagesPetrochemical IndustryS S S REDDYNo ratings yet
- Properties of Acids and BasesDocument21 pagesProperties of Acids and BasesPrasanjeet Deb100% (1)
- Arsenic TreatmentDocument31 pagesArsenic Treatmentnzy06No ratings yet
- Company Profile Metro GoldrichDocument29 pagesCompany Profile Metro GoldrichBids and Awards CommitteeNo ratings yet
- Bipolar Membrane Electrodialysis - TESEDocument242 pagesBipolar Membrane Electrodialysis - TESEOdivan ZanellaNo ratings yet
- Ferric AlumDocument121 pagesFerric AlumKarunya Goli100% (1)
- Transport ModellingDocument37 pagesTransport ModellingRiza Atiq Abdullah Rahmat100% (6)
- Vitamin C ProductionDocument3 pagesVitamin C ProductionMozhi ArasuNo ratings yet
- Assessment of Water Quality Parameters PDFDocument7 pagesAssessment of Water Quality Parameters PDFMuhammad Faroq Abu Wildan100% (1)
- Arsenic Contamination in Coastal Zone of BangladeshDocument21 pagesArsenic Contamination in Coastal Zone of BangladeshMuhammad Mahadi100% (2)
- Case Study Teaching Material Headloss Friction 0Document4 pagesCase Study Teaching Material Headloss Friction 0Hasanul KabirNo ratings yet
- THEORY Discussion Air CondDocument14 pagesTHEORY Discussion Air CondAmirul Haris100% (1)
- 14Document72 pages14Kendra BattleNo ratings yet
- Report On Hajj Management Information SystemDocument33 pagesReport On Hajj Management Information Systemornob912100% (3)
- New Termination FormDocument1 pageNew Termination FormImas Nur AmeliaNo ratings yet
- Optimizing The Coagulation Process in A Drinking Water Treatment Plant Comparison Between Traditional and Statistical Experimental Design Jar TestsDocument8 pagesOptimizing The Coagulation Process in A Drinking Water Treatment Plant Comparison Between Traditional and Statistical Experimental Design Jar TestsMuhammad EhtshamNo ratings yet
- Solicitors' Accounts (Deposit Interest) RulesDocument1 pageSolicitors' Accounts (Deposit Interest) RulesKhairun NisaazwaniNo ratings yet
- TTP 28 HDocument18 pagesTTP 28 HDongNo ratings yet
- Lab 7 - Geological Map 3 (Level 1)Document5 pagesLab 7 - Geological Map 3 (Level 1)liayanajemain0% (1)
- Bijak Menulis Modul 1 Huruf BesarDocument28 pagesBijak Menulis Modul 1 Huruf BesarKasuma MajidNo ratings yet
- Hydrogenolysis of Glycerol To 1,2-PropanediolDocument5 pagesHydrogenolysis of Glycerol To 1,2-PropanediolKesavan GovinathanNo ratings yet
- Aerobic DigestionDocument125 pagesAerobic DigestionSelvie Diana AnwarNo ratings yet
- Сatalogue Dry-Type Current Limiting ReactorsDocument36 pagesСatalogue Dry-Type Current Limiting ReactorsAzis Maxun100% (1)
- Desktop Search (Apm Spring SDN BHD)Document24 pagesDesktop Search (Apm Spring SDN BHD)Ahmad SyamilNo ratings yet
- Extraction of Natural Dye From Rose Flower For Dyeing Cotton FabricsDocument3 pagesExtraction of Natural Dye From Rose Flower For Dyeing Cotton FabricsEditor IJIRMFNo ratings yet
- History of Dyeing From Textile Dyes by Mansoor IqbalDocument15 pagesHistory of Dyeing From Textile Dyes by Mansoor IqbalshiyakNo ratings yet
- Determination of Chemical Oxygen DemandDocument3 pagesDetermination of Chemical Oxygen Demandamila_vithanage100% (1)
- Leaching and Evap ProblemsDocument9 pagesLeaching and Evap ProblemsValerie Ann FranciscoNo ratings yet
- Application of Aquatic Plants Phytoremediators As Green Technology Treatment in Polluted Urban Lakes EcologyDocument8 pagesApplication of Aquatic Plants Phytoremediators As Green Technology Treatment in Polluted Urban Lakes EcologythesijNo ratings yet
- Project On ChemistryDocument13 pagesProject On ChemistryBadhal PaudelNo ratings yet
- Class 10 Science Chapter NotesDocument192 pagesClass 10 Science Chapter NotesTarunNo ratings yet
- 3 Common Indicators Natural Indicator: Acids, Bases and Salts IndicatorsDocument13 pages3 Common Indicators Natural Indicator: Acids, Bases and Salts IndicatorsJoshenderNo ratings yet
- Properties and Characteristics of WaterDocument25 pagesProperties and Characteristics of WatersafsaniaalyaNo ratings yet
- Acid Bases and SaltsDocument38 pagesAcid Bases and SaltssajjadsafdarNo ratings yet
- Acids, Base and SaltsDocument20 pagesAcids, Base and SaltsTapas BanerjeeNo ratings yet
- X - SM - Sci - Acid Bases SaltsDocument14 pagesX - SM - Sci - Acid Bases SaltsKabir AroraNo ratings yet
- Class 10 Science Chapter 2 Revision NotesDocument16 pagesClass 10 Science Chapter 2 Revision NotesKriish RatnaniNo ratings yet
- Acids Bases SaltsDocument13 pagesAcids Bases SaltsChito JarciaNo ratings yet
- Module 1Document170 pagesModule 1Karan JainNo ratings yet
- Chemistry: Acids, Bases & SaltsDocument3 pagesChemistry: Acids, Bases & SaltsSarvesh JaiswalNo ratings yet
- CHAPTER 2 Acid Base and SaltDocument37 pagesCHAPTER 2 Acid Base and SaltRaghav ParasharNo ratings yet
- Revision Notes On Acids, Bases and SaltsDocument3 pagesRevision Notes On Acids, Bases and SaltsVikas SharmaNo ratings yet
- Topperrevisionnotes69 Topper 21 101 2-2-23 Acids Bases and Salts Up201807101532 1531216973Document8 pagesTopperrevisionnotes69 Topper 21 101 2-2-23 Acids Bases and Salts Up201807101532 1531216973Jessica SehgalNo ratings yet
- CLASS X CHEM CH 2 Day 3 - Properties of BasesDocument5 pagesCLASS X CHEM CH 2 Day 3 - Properties of Basesgourav kaliaNo ratings yet
- Acids Bases&Salts NotesDocument12 pagesAcids Bases&Salts NotesAngelic Shine100% (1)
- AcidsDocument16 pagesAcidsKingNo ratings yet
- Acid Bases and SaltsDocument26 pagesAcid Bases and SaltsTracy ChangNo ratings yet
- CHM 101Document12 pagesCHM 101preciousoyibakporNo ratings yet
- Chapter-2 Acids, Bases & Salts NotesDocument10 pagesChapter-2 Acids, Bases & Salts NotesMohammed RamzanNo ratings yet
- What Is The Difference Between Demineralized Water and Distilled WaterDocument2 pagesWhat Is The Difference Between Demineralized Water and Distilled WatervempadareddyNo ratings yet
- Waste Water TreatmentDocument16 pagesWaste Water Treatmentjzvvy59rh9No ratings yet
- Acid Base and SaltDocument7 pagesAcid Base and SaltRushikKaretiyaNo ratings yet
- Acids Bases and SaltsDocument11 pagesAcids Bases and SaltsCollins Obari AdiyeNo ratings yet
- Chem Module Acid BaseDocument12 pagesChem Module Acid BaseRANJEET SHARMANo ratings yet
- CH-18 Boiler WaterDocument41 pagesCH-18 Boiler WaterkrisNo ratings yet
- 69 Topper 21 101 2 2 23 Acids Bases and Salts Up201807101532 1531216973 6174Document8 pages69 Topper 21 101 2 2 23 Acids Bases and Salts Up201807101532 1531216973 6174Vijay RaoNo ratings yet
- Properties of AcidsDocument4 pagesProperties of AcidsMuhammad Aiman Che OmarNo ratings yet
- 10 1016@j Eti 2019 100369 PDFDocument39 pages10 1016@j Eti 2019 100369 PDFDwi Yerlis RahmiNo ratings yet
- Dwi Yerlis Rahmi - Biodiesel Minyak Biji KaretDocument21 pagesDwi Yerlis Rahmi - Biodiesel Minyak Biji KaretDwi Yerlis RahmiNo ratings yet
- Daftar Nama Siswa Kelas Viii TP-LKDocument2 pagesDaftar Nama Siswa Kelas Viii TP-LKDwi Yerlis RahmiNo ratings yet
- 10 1016@j Eti 2019 100369 PDFDocument39 pages10 1016@j Eti 2019 100369 PDFDwi Yerlis RahmiNo ratings yet
- Marchenko 2016Document5 pagesMarchenko 2016Dwi Yerlis RahmiNo ratings yet
- Rohwerder 2003Document10 pagesRohwerder 2003Dwi Yerlis RahmiNo ratings yet
- Microcarrier Culture: Applications in Biologicals Production and Cell BiologyDocument17 pagesMicrocarrier Culture: Applications in Biologicals Production and Cell BiologyDwi Yerlis RahmiNo ratings yet
- Wide LL 1984Document9 pagesWide LL 1984Dwi Yerlis RahmiNo ratings yet
- 6324 12103 1 SM PDFDocument6 pages6324 12103 1 SM PDFDwi Yerlis RahmiNo ratings yet
- Yu 2008Document7 pagesYu 2008Dwi Yerlis RahmiNo ratings yet
- Bioceramics Synthetic OptionsDocument2 pagesBioceramics Synthetic OptionsDwi Yerlis RahmiNo ratings yet
- MF7134 MSDSDocument5 pagesMF7134 MSDSDwi Yerlis RahmiNo ratings yet
- BG 8 B Inggris AyomadrasahDocument2 pagesBG 8 B Inggris AyomadrasahDwi Yerlis RahmiNo ratings yet
- Chapter IIDocument10 pagesChapter IIDwi Yerlis RahmiNo ratings yet
- SDS 20 Pages - 153Document30 pagesSDS 20 Pages - 153Dwi Yerlis RahmiNo ratings yet
- 1) Rate of Utilization of Soluble SubstratesDocument5 pages1) Rate of Utilization of Soluble SubstratesDwi Yerlis RahmiNo ratings yet
- Chapter 4Document10 pagesChapter 4Dwi Yerlis RahmiNo ratings yet
- Biotechnology On The Treatment of WastesDocument10 pagesBiotechnology On The Treatment of WastesKevin CooperNo ratings yet
- Fee2014 PDFDocument41 pagesFee2014 PDFKingSandwichNo ratings yet
- Article1380817563 - Buyukgungor and GurelDocument7 pagesArticle1380817563 - Buyukgungor and GurelDwi Yerlis RahmiNo ratings yet
- Benzene Specification: Properties Test Method Unit SpecificationsDocument1 pageBenzene Specification: Properties Test Method Unit SpecificationsDwi Yerlis RahmiNo ratings yet
- MF7134 PSDocument4 pagesMF7134 PSDwi Yerlis RahmiNo ratings yet
- Absorption & Stripping Design: - Common AssumptionsDocument11 pagesAbsorption & Stripping Design: - Common AssumptionsWaleed AkbarNo ratings yet
- Nurul - Afifah (Bio1)Document6 pagesNurul - Afifah (Bio1)Dwi Yerlis RahmiNo ratings yet
- STDDocument2 pagesSTDDwi Yerlis RahmiNo ratings yet
- Lampiran A BaganDocument2 pagesLampiran A BaganDwi Yerlis RahmiNo ratings yet
- Creep DescriptionDocument11 pagesCreep DescriptionGerry AnandaNo ratings yet
- Aerogel Synthesis and ApplicationDocument55 pagesAerogel Synthesis and ApplicationgonzalezpuertoNo ratings yet
- Mach Oil BrochureDocument44 pagesMach Oil BrochureIntan DavidNo ratings yet
- Duty Engineer: Grand Mercure & Ibis Yogyakarta Adi SuciptoDocument1 pageDuty Engineer: Grand Mercure & Ibis Yogyakarta Adi Suciptoali maulana yuthiaNo ratings yet
- Acer Computers Aspire 9300 Aspire 9300 Aspire 7000 Service Guide Ae6e07aDocument143 pagesAcer Computers Aspire 9300 Aspire 9300 Aspire 7000 Service Guide Ae6e07acvotechnicalsNo ratings yet
- Assignment Concurrent ProgrammingDocument7 pagesAssignment Concurrent ProgrammingKien HawNo ratings yet
- RedBull MediaHouseDocument15 pagesRedBull MediaHousedr989981No ratings yet
- Syed Saddam Kazmi: Career ObjectivesDocument3 pagesSyed Saddam Kazmi: Career Objectiveslike saddamNo ratings yet
- (ENG) C&T Catalog Hydrelio® Technology 2021Document24 pages(ENG) C&T Catalog Hydrelio® Technology 2021ReenNo ratings yet
- PowerMaxExpress V17 Eng User Guide D-303974 PDFDocument38 pagesPowerMaxExpress V17 Eng User Guide D-303974 PDFSretenNo ratings yet
- 1082-Adding New Replication From Sybase To OracleDocument4 pages1082-Adding New Replication From Sybase To Oraclegirish10670No ratings yet
- DTC 5618Document20 pagesDTC 5618Gajaram SutharNo ratings yet
- Akta Satelit On Astra 4A at 4Document6 pagesAkta Satelit On Astra 4A at 4Amirul AsyrafNo ratings yet
- BSBPMG531 - Assessment Task 3 v2Document19 pagesBSBPMG531 - Assessment Task 3 v2Felipe ParadaNo ratings yet
- Unitrac 80WDocument1 pageUnitrac 80WprogramacionavanzadaNo ratings yet
- Inlet Modules Model Code: ExampleDocument1 pageInlet Modules Model Code: ExamplemhasansharifiNo ratings yet
- Thesis FYPDocument50 pagesThesis FYPEyka ZulaikaNo ratings yet
- Swiss FCM Ordinance - EuPIA QDocument6 pagesSwiss FCM Ordinance - EuPIA Qiz_nazNo ratings yet
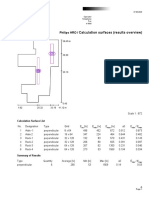
- Calculation Surfaces (Results Overview) : Philips HRODocument4 pagesCalculation Surfaces (Results Overview) : Philips HROsanaNo ratings yet
- Vatufeku Longman Writing Academic English Xufex PDFDocument4 pagesVatufeku Longman Writing Academic English Xufex PDFNZAR AREFNo ratings yet
- LiquidlevelDocument24 pagesLiquidlevelAnu Raj Anu RajNo ratings yet
- Algorithmic Versus Human AdviceDocument31 pagesAlgorithmic Versus Human AdviceDaqiang ChenNo ratings yet
- Supervisory Setpoint Control (SSC) : I/A Series SystemDocument46 pagesSupervisory Setpoint Control (SSC) : I/A Series SystemMiguel Angel GiménezNo ratings yet
- Giving Constructive Feedback Training Course OutlineDocument3 pagesGiving Constructive Feedback Training Course OutlineJeeNo ratings yet
- Baan ERP HistoryDocument18 pagesBaan ERP HistoryBalaji_SAPNo ratings yet
- Technology Architecture For NginX, postgreSQL, postgRESTDocument5 pagesTechnology Architecture For NginX, postgreSQL, postgRESTkarelvdwalt9366No ratings yet
- Binary Code PowerPoint TemplateDocument36 pagesBinary Code PowerPoint TemplateAbhinand AdhiNo ratings yet