You might also like
- AC7108 Rev G Chemical ProcessingDocument77 pagesAC7108 Rev G Chemical ProcessingDimitris GrimanelisNo ratings yet
- A829Document4 pagesA829Deepak GovindanNo ratings yet
- Astm A108Document4 pagesAstm A108scriptd_ozd3n100% (3)
- A322Document4 pagesA322rgi178No ratings yet
- ASTM A767-A767M - 2016 enDocument5 pagesASTM A767-A767M - 2016 enszafak100% (1)
- ASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesDocument7 pagesASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesRoland CepedaNo ratings yet
- A709a 709M-17 PDFDocument8 pagesA709a 709M-17 PDFandresNo ratings yet
- Free-Machining Stainless Steel Bars: Standard Specification ForDocument4 pagesFree-Machining Stainless Steel Bars: Standard Specification ForLuciano Grassi KuyvenNo ratings yet
- Astm 555 555M - 2016Document6 pagesAstm 555 555M - 2016Nguyễn Văn Thuận PhátNo ratings yet
- Astm B695 - 2021Document6 pagesAstm B695 - 2021Danny TriwibowoNo ratings yet
- Stainless Steel Socket-Set Screws: Standard Specification ForDocument5 pagesStainless Steel Socket-Set Screws: Standard Specification FormsbarretosNo ratings yet
- Astm A47 - A47m 99 PDFDocument5 pagesAstm A47 - A47m 99 PDFJavier Ricardo Romero BohorquezNo ratings yet
- Astm A193Document14 pagesAstm A193Poedyaji MawardiNo ratings yet
- ASTM A453 Grade 660 - Class A/B/C/D PDF Edition 2017Document7 pagesASTM A453 Grade 660 - Class A/B/C/D PDF Edition 2017ASTM A453 Grade 660 TorqboltNo ratings yet
- Astm F436 2011 PDFDocument6 pagesAstm F436 2011 PDFJavier Ricardo Romero Bohorquez100% (4)
- F765-93 (2012) E1 Standard Specification For Wildcats, Ship Anchor ChainDocument6 pagesF765-93 (2012) E1 Standard Specification For Wildcats, Ship Anchor ChainislamakthamNo ratings yet
- E238-12 Standard Test Method For Pin-Type Bearing Test of Metallic MaterialsDocument5 pagesE238-12 Standard Test Method For Pin-Type Bearing Test of Metallic MaterialsislamakthamNo ratings yet
- F994-86 (2011) Standard Specification For Design and Installation of Overboard Discharge Hull Penetration ConnectionsDocument7 pagesF994-86 (2011) Standard Specification For Design and Installation of Overboard Discharge Hull Penetration ConnectionsislamakthamNo ratings yet
- PDR+Tool+Product+Catalog+2009 11 WebDocument20 pagesPDR+Tool+Product+Catalog+2009 11 Webmrtossqo100% (1)
- Astm A 563 2014Document9 pagesAstm A 563 2014Marlonnog100% (2)
- Astm A490 2011 PDFDocument6 pagesAstm A490 2011 PDFJavier Ricardo Romero Bohorquez100% (1)
- Astm A449 1978Document7 pagesAstm A449 1978rensieoviNo ratings yet
- High-Strength Low-Alloy Steel Shapes of Structural Quality, Produced by Quenching and Self-Tempering Process (QST)Document4 pagesHigh-Strength Low-Alloy Steel Shapes of Structural Quality, Produced by Quenching and Self-Tempering Process (QST)indityoNo ratings yet
- A1018Document5 pagesA1018Aleksei AvilaNo ratings yet
- Astm F2329 F2329M-15 PDFDocument5 pagesAstm F2329 F2329M-15 PDFEdwinMauricioMacabeoNo ratings yet
- A675/A675MDocument5 pagesA675/A675Mpavan_joshi_5100% (1)
- Astm F436Document5 pagesAstm F436Quat Le DinhNo ratings yet
- Astm F593Document8 pagesAstm F593fcoespinosa100% (1)
- Astm A36 19Document3 pagesAstm A36 19Renan SouzaNo ratings yet
- Astm A283 PDFDocument2 pagesAstm A283 PDFrodriguez.gaytan88% (8)
- Steel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements ForDocument31 pagesSteel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements Foralucard375No ratings yet
- Astm A193-22Document14 pagesAstm A193-22Gary Cabello100% (1)
- Astm A563Document9 pagesAstm A563mhmgola100% (1)
- A 1018 - A 1018M - 16aDocument8 pagesA 1018 - A 1018M - 16aJose Anisio Silva0% (1)
- Astm F 2329Document5 pagesAstm F 2329haharameshNo ratings yet
- Astm F3111-16 PDFDocument15 pagesAstm F3111-16 PDFHa Dao SongNo ratings yet
- A1003Document6 pagesA1003hamidharvardNo ratings yet
- Washers, Steel, Plain (Flat), Unhardened For General UseDocument4 pagesWashers, Steel, Plain (Flat), Unhardened For General UseDarwin DarmawanNo ratings yet
- Astm F606-11Document16 pagesAstm F606-11oslatNo ratings yet
- Astm A321Document2 pagesAstm A321clevercog0% (1)
- Astm A304 - 12.16Document48 pagesAstm A304 - 12.16gkhn100% (1)
- Astm C955-09Document4 pagesAstm C955-09rodrigoNo ratings yet
- High-Carbon Anti-Friction Bearing Steel: Standard Specification ForDocument4 pagesHigh-Carbon Anti-Friction Bearing Steel: Standard Specification ForTriveni Forge QCNo ratings yet
- A108 13Document7 pagesA108 13solrac4371100% (1)
- Astm f1554Document9 pagesAstm f1554Namtaru Ba'alNo ratings yet
- Astm A 1011M PDFDocument8 pagesAstm A 1011M PDFJuan CarlosNo ratings yet
- Steel, Sheet, Hot Rolled, Carbon, Commercial, Structural, and High-Strength Low-Alloy, Produced by Twin-Roll Casting ProcessDocument9 pagesSteel, Sheet, Hot Rolled, Carbon, Commercial, Structural, and High-Strength Low-Alloy, Produced by Twin-Roll Casting ProcessDarwin DarmawanNo ratings yet
- Astm A400Document9 pagesAstm A400Jose Renato MendesNo ratings yet
- Sae J429Document8 pagesSae J429David Lay IINo ratings yet
- A108Document4 pagesA108Mathew CherianNo ratings yet
- Astm A751Document5 pagesAstm A751Cristian OtivoNo ratings yet
- Surface Vehicle Recommended Practice: 400 Commonwealth Drive, Warrendale, PA 15096-0001Document5 pagesSurface Vehicle Recommended Practice: 400 Commonwealth Drive, Warrendale, PA 15096-0001Leonardo Gonçalves GomideNo ratings yet
- Astm A449Document9 pagesAstm A449Fabricio Noronha100% (1)
- Astm A434Document3 pagesAstm A434Evandro Luis Gomes100% (1)
- Astm A1008 12aDocument9 pagesAstm A1008 12aAleks SenaNo ratings yet
- Steel Bars, Carbon and Alloy, Hot-Wrought and Cold-Finished, General Requirements ForDocument21 pagesSteel Bars, Carbon and Alloy, Hot-Wrought and Cold-Finished, General Requirements ForHugoStiglicNo ratings yet
- Astm A 449Document7 pagesAstm A 449Sasan AbbasiNo ratings yet
- A 449 - 00 - Qtq0os1sruqDocument8 pagesA 449 - 00 - Qtq0os1sruqAnderson VelandiaNo ratings yet
- Astm A394 2008 PDFDocument6 pagesAstm A394 2008 PDFJavier Ricardo Romero BohorquezNo ratings yet
- Quenched and Tempered Steel Bolts and Studs: Standard Specification ForDocument6 pagesQuenched and Tempered Steel Bolts and Studs: Standard Specification ForJosé Ramón GutierrezNo ratings yet
- Quenched and Tempered Alloy Steel Bolts, Studs, and Other Externally Threaded FastenersDocument6 pagesQuenched and Tempered Alloy Steel Bolts, Studs, and Other Externally Threaded FastenersJennifer TurnerNo ratings yet
- A490Document7 pagesA490rfelippe8733No ratings yet
- A354 PDFDocument7 pagesA354 PDFnighat_fatima_12No ratings yet
- ASTMF436Document6 pagesASTMF436Zara DholkawalaNo ratings yet
- Astm F 435-03Document6 pagesAstm F 435-03Jorge ToribioNo ratings yet
- B869-07 (2013) Standard Specification For Copper-Clad Steel Electrical Conductor For CATV Drop WireDocument3 pagesB869-07 (2013) Standard Specification For Copper-Clad Steel Electrical Conductor For CATV Drop WireislamakthamNo ratings yet
- F783-88 (2013) Standard Specification For Staple, Handgrab, Handle, and Stirrup RungDocument3 pagesF783-88 (2013) Standard Specification For Staple, Handgrab, Handle, and Stirrup RungislamakthamNo ratings yet
- F1120-87 (2015) Standard Specification For Circular Metallic Bellows Type Expansion Joints For Piping ApplicationsDocument7 pagesF1120-87 (2015) Standard Specification For Circular Metallic Bellows Type Expansion Joints For Piping Applicationsislamaktham100% (1)
- F1005-91 (2013) Standard Practice For HVAC Duct Shapes Identification and Description of Design ConfigurationDocument19 pagesF1005-91 (2013) Standard Practice For HVAC Duct Shapes Identification and Description of Design ConfigurationislamakthamNo ratings yet
- E387-04 (2014) Standard Test Method For Estimating Stray Radiant Power Ratio of Dispersive Spectrophotometers by The Opaque Filter MethodDocument11 pagesE387-04 (2014) Standard Test Method For Estimating Stray Radiant Power Ratio of Dispersive Spectrophotometers by The Opaque Filter Methodislamaktham100% (2)
- E448-82 (2008) Standard Practice For Scleroscope Hardness Testing of Metallic MaterialsDocument5 pagesE448-82 (2008) Standard Practice For Scleroscope Hardness Testing of Metallic MaterialsislamakthamNo ratings yet
- E633-13 Standard Guide For Use of Thermocouples in Creep and Stress-Rupture Testing To 1800 - F (1000 - C) in AirDocument8 pagesE633-13 Standard Guide For Use of Thermocouples in Creep and Stress-Rupture Testing To 1800 - F (1000 - C) in AirislamakthamNo ratings yet
- E2617-10 Standard Practice For Validation of Empirically Derived Multivariate CalibrationsDocument11 pagesE2617-10 Standard Practice For Validation of Empirically Derived Multivariate CalibrationsislamakthamNo ratings yet
- F941-99 (2013) Standard Practice For Inspection of Marine Surface Preparation and Coating ApplicationDocument3 pagesF941-99 (2013) Standard Practice For Inspection of Marine Surface Preparation and Coating ApplicationislamakthamNo ratings yet
- E827-08 Standard Practice For Identifying Elements by The Peaks in Auger Electron SpectrosDocument4 pagesE827-08 Standard Practice For Identifying Elements by The Peaks in Auger Electron SpectrosislamakthamNo ratings yet
- E2735-14 Standard Guide For Selection of Calibrations Needed For X-Ray Photoelectron Spectroscopy (XPS) ExperimentsDocument6 pagesE2735-14 Standard Guide For Selection of Calibrations Needed For X-Ray Photoelectron Spectroscopy (XPS) ExperimentsislamakthamNo ratings yet
- E1523-15 Standard Guide To Charge Control and Charge Referencing Techniques in X-Ray Photoelectron SpectrosDocument7 pagesE1523-15 Standard Guide To Charge Control and Charge Referencing Techniques in X-Ray Photoelectron SpectrosislamakthamNo ratings yet
- F885-84 (2011) Standard Specification for Envelope Dimensions for Bronze Globe Valves NPS 1ظ - - 4 to 2Document3 pagesF885-84 (2011) Standard Specification for Envelope Dimensions for Bronze Globe Valves NPS 1ظ - - 4 to 2islamakthamNo ratings yet
- 703 07s 05 SCMDocument12 pages703 07s 05 SCMDiana Leonita FajriNo ratings yet
- PP Colour Selection GuideDocument5 pagesPP Colour Selection Guidejaskaran singhNo ratings yet
- Grp3 SM2Document8 pagesGrp3 SM2Kapil boratNo ratings yet
- Sika Wall Coat EGDocument2 pagesSika Wall Coat EGthe pilotNo ratings yet
- Production PlanningDocument57 pagesProduction PlanningNP100% (1)
- CatalogoSatech ENG FULLDocument38 pagesCatalogoSatech ENG FULLAmy AdamsNo ratings yet
- Belzona 1821: Product Specification SheetDocument2 pagesBelzona 1821: Product Specification SheetAlex BravoNo ratings yet
- Automatic Temp Control in InductionDocument2 pagesAutomatic Temp Control in InductionRahul Khosla100% (1)
- C20 Extraction of MetalsDocument31 pagesC20 Extraction of MetalsKris DookharanNo ratings yet
- Toyota Production SystemDocument6 pagesToyota Production SystemSatish_Kumar_4711No ratings yet
- Viking Pump Product Selection GuideDocument32 pagesViking Pump Product Selection Guidetrucnguyenvan2012100% (1)
- Manufacturing LectureDocument22 pagesManufacturing Lecturemohtram1037No ratings yet
- Tridecs: Quality Assurance ManualDocument35 pagesTridecs: Quality Assurance Manualzahid_497No ratings yet
- Mechanical and Wear Behaviour of Al60601 PDFDocument9 pagesMechanical and Wear Behaviour of Al60601 PDFThiran Boy LingamNo ratings yet
- SW Military Paint Systems 08-2018Document1 pageSW Military Paint Systems 08-2018Anes HalilovićNo ratings yet
- How Companies Respond To The Emergence of 3D Printing TechnologyDocument6 pagesHow Companies Respond To The Emergence of 3D Printing TechnologyLUIGINo ratings yet
- Lot DHL Com Story Cross DockingDocument2 pagesLot DHL Com Story Cross DockingMayra SanchezNo ratings yet
- CE032 FINAL ReformattedDocument11 pagesCE032 FINAL ReformattedElakkiya KarthicNo ratings yet
- Wsf-M4d618-A 31au05Document4 pagesWsf-M4d618-A 31au05Yan WendelNo ratings yet
- Plan of Piping 3 Week Plan PDFDocument1 pagePlan of Piping 3 Week Plan PDFebsmsartNo ratings yet
- Thesis Pp1 40Document40 pagesThesis Pp1 4016562306No ratings yet
- 3M Masking Product Catalog PDFDocument64 pages3M Masking Product Catalog PDFsanjay ukalkarNo ratings yet
- Washer & Oiler PresentationDocument16 pagesWasher & Oiler PresentationpressroomautomationNo ratings yet
- Rotomoulding Presentation PDFDocument80 pagesRotomoulding Presentation PDFmujeebscribdNo ratings yet
- Class XII Foundry Practical ManualDocument42 pagesClass XII Foundry Practical ManualGosaye DesalegnNo ratings yet
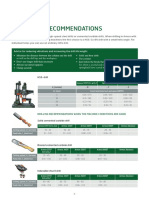
- Machining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthDocument3 pagesMachining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthbasaricaNo ratings yet
- Types of Methods of Powder Production:: Physico Chemical Processes Are As UnderDocument11 pagesTypes of Methods of Powder Production:: Physico Chemical Processes Are As UnderDevashish JoshiNo ratings yet
- Production Method - Process Flow For Rock Crusher PlantDocument5 pagesProduction Method - Process Flow For Rock Crusher Plantmaryannfrancisco16No ratings yet