You might also like
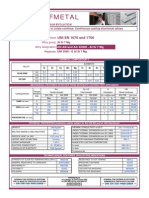
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Anshuman RoyNo ratings yet
- Aluminum Alloy EvolutionDocument2 pagesAluminum Alloy Evolutionc4pp3ll410_m4tt0No ratings yet
- How To Weld Fully Austenitic Stainless SteelsDocument20 pagesHow To Weld Fully Austenitic Stainless SteelsCarlos Bermejo AlvarezNo ratings yet
- A Presentation ON Vocational Training: Sandeep Pradhan 3203810039Document22 pagesA Presentation ON Vocational Training: Sandeep Pradhan 3203810039Rahul PandeyNo ratings yet
- Manufacturing Procedure For Coil MILLDocument40 pagesManufacturing Procedure For Coil MILLVishal Hirde100% (1)
- Pipesteel API 5l x80Document52 pagesPipesteel API 5l x80Vera Yulia RachmawatyNo ratings yet
- URB25Document4 pagesURB25malika_00No ratings yet
- B Bã-Hler Nibas 70 20-Fd Fcaw 02Document1 pageB Bã-Hler Nibas 70 20-Fd Fcaw 02kamals55No ratings yet
- Term Paper Mec 208Document20 pagesTerm Paper Mec 208lksingh1987No ratings yet
- Material Selection and Corrosion Resistant AlloysDocument4 pagesMaterial Selection and Corrosion Resistant Alloysعزت عبد المنعمNo ratings yet
- Welding of Nickel AlloysDocument4 pagesWelding of Nickel AlloysMuhammed SulfeekNo ratings yet
- Die Casting AlloysDocument5 pagesDie Casting AlloysManojm_vNo ratings yet
- Norsok M-001 - Materials Selection GuidanceDocument29 pagesNorsok M-001 - Materials Selection GuidanceWalid LabidiNo ratings yet
- Copper Casting Alloys - Foundry TechnologyDocument16 pagesCopper Casting Alloys - Foundry TechnologyOnilio Firmino de MedeirosNo ratings yet
- Avesta Welding: How To Weld Fully Austenitic Stainless SteelsDocument0 pagesAvesta Welding: How To Weld Fully Austenitic Stainless SteelsMoosewanger01No ratings yet
- 12 - Materials For Sour Service PDFDocument50 pages12 - Materials For Sour Service PDFAlessio Scarabelli67% (3)
- UTP Brazing Filler MetalsDocument8 pagesUTP Brazing Filler MetalsIvan Dulic100% (1)
- Al-Zn AlloyDocument7 pagesAl-Zn Alloymohamad60No ratings yet
- 2004 - 04 - Eng BrazingDocument10 pages2004 - 04 - Eng BrazingKewell LimNo ratings yet
- Chip Recycling Brochure-NewDocument2 pagesChip Recycling Brochure-NewVijaykumar SharmaNo ratings yet
- Reliable partner for welding cast iron materialsDocument8 pagesReliable partner for welding cast iron materialshrk100No ratings yet
- Ferrous Alloys Metallurgy ReviewDocument80 pagesFerrous Alloys Metallurgy ReviewAlvin Garcia PalancaNo ratings yet
- Esab DublexDocument8 pagesEsab DublexSuphi YükselNo ratings yet
- Impact of Refractories Corrosion On Industrial Processes: 4.1. Steel MakingDocument93 pagesImpact of Refractories Corrosion On Industrial Processes: 4.1. Steel MakingniviNo ratings yet
- Aluminum Foundry TechniqueDocument51 pagesAluminum Foundry Techniqueazadsingh1No ratings yet
- Ni base flux cored wireDocument1 pageNi base flux cored wireBBalopesabbNo ratings yet
- Cu Ni FabricationDocument28 pagesCu Ni FabricationAli Varmazyar100% (1)
- 904LDocument5 pages904LManish542No ratings yet
- Cast Materials: Sulzer PumpsDocument6 pagesCast Materials: Sulzer PumpsElmey Bin JulkeplyNo ratings yet
- Melting, Casting, and ProcessingDocument6 pagesMelting, Casting, and Processingcanveraza3122No ratings yet
- Introduction to Brazing Aluminium AlloysDocument24 pagesIntroduction to Brazing Aluminium AlloysfedeloquiNo ratings yet
- Clean Steel - Best Practices TechnologyDocument42 pagesClean Steel - Best Practices TechnologyGokulNo ratings yet
- Aircraft MaterialsDocument16 pagesAircraft MaterialsManicharanNo ratings yet
- Cold Rolled 2010 DUNAFER HungriaDocument12 pagesCold Rolled 2010 DUNAFER HungriaBeatriz RizzoNo ratings yet
- Aluminium Alloy Specimens With High Edge RetentionDocument4 pagesAluminium Alloy Specimens With High Edge RetentionfotickNo ratings yet
- Manufacturing and Properties of Anti-Friction MaterialsDocument5 pagesManufacturing and Properties of Anti-Friction MaterialsMădălina ConstantinescuNo ratings yet
- Shielding Gases ACM Vs CO2Document34 pagesShielding Gases ACM Vs CO2ukavathekar100% (2)
- Corrosion Engineering Course Forms of CorrosionDocument138 pagesCorrosion Engineering Course Forms of CorrosionAnupam Chowdhury100% (1)
- Sumitomo Products For The Oil and Gas IndustriesDocument36 pagesSumitomo Products For The Oil and Gas IndustriesRahulprabhakaran Vannostran100% (1)
- Sandvik 2re10Document7 pagesSandvik 2re10himan_chongiNo ratings yet
- UTP For LNG PDFDocument5 pagesUTP For LNG PDFkamals55No ratings yet
- Datasheet-Sandvik-254-Smo-En-V2021-04-22 18 - 35 Version 1Document10 pagesDatasheet-Sandvik-254-Smo-En-V2021-04-22 18 - 35 Version 1darioNo ratings yet
- Wall Colmonoy Surfacing Alloys Selector ChartDocument3 pagesWall Colmonoy Surfacing Alloys Selector Chartmp87_ingNo ratings yet
- Aluminium SpecificationDocument2 pagesAluminium SpecificationklhlNo ratings yet
- 07 - Zinc and Its AlloysDocument22 pages07 - Zinc and Its AlloysessnelsonNo ratings yet
- UR45 NPlusDocument4 pagesUR45 NPlusMaiara Lima PereiraNo ratings yet
- Weldability Al AlloysDocument7 pagesWeldability Al AlloysHarischandra Prasad VvnNo ratings yet
- Essential Guide to Piping Materials SelectionDocument60 pagesEssential Guide to Piping Materials SelectionEngr Arfan Ali DhamrahoNo ratings yet
- 5 - Duplex Stainless Steels and Nickel AlloysDocument44 pages5 - Duplex Stainless Steels and Nickel AlloysdennykvgNo ratings yet
- Materials For High Temperature High Pressure Applications andDocument28 pagesMaterials For High Temperature High Pressure Applications andDrVRKNo ratings yet
- ASMe Sec2 PartcDocument53 pagesASMe Sec2 PartcSARSAN NDTNo ratings yet
- Metallurgical Properties 46100leg226Document1 pageMetallurgical Properties 46100leg226Nestor Navarro JañezNo ratings yet
- Aluminum Scrap Recycling Plant Layout and ProcessDocument2 pagesAluminum Scrap Recycling Plant Layout and ProcessStevo StanojevicNo ratings yet
- Welding Techniques and Guidelines for Power Sector ComponentsDocument50 pagesWelding Techniques and Guidelines for Power Sector ComponentsaadmaadmNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesFrom EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesRating: 5 out of 5 stars5/5 (1)
- CV for Sr Engineer with 10+ years experienceDocument3 pagesCV for Sr Engineer with 10+ years experienceshivendrakumarNo ratings yet
- CV Rohan Goswami's Curriculum VitaeDocument3 pagesCV Rohan Goswami's Curriculum VitaeshivendrakumarNo ratings yet
- NEET For PlanDocument1 pageNEET For PlanshivendrakumarNo ratings yet
- Aluminum Recycling and Processing For Energy Conservation and Sustainability - J A S Green - Asm InternationalDocument271 pagesAluminum Recycling and Processing For Energy Conservation and Sustainability - J A S Green - Asm Internationalurko78No ratings yet
- International StandardDocument18 pagesInternational StandardshivendrakumarNo ratings yet
- CV Rohan Goswami's Curriculum VitaeDocument3 pagesCV Rohan Goswami's Curriculum VitaeshivendrakumarNo ratings yet
- NEET For PlanDocument1 pageNEET For PlanshivendrakumarNo ratings yet
- 5 6224522452270056223Document88 pages5 6224522452270056223shivendrakumarNo ratings yet
- NEET Plan UpdateDocument4 pagesNEET Plan UpdateshivendrakumarNo ratings yet
- NEET PlanDocument3 pagesNEET PlanshivendrakumarNo ratings yet
- Idioms and Phrases L2Document26 pagesIdioms and Phrases L2shivendrakumarNo ratings yet
- Technical: Iso/Tr 9272Document86 pagesTechnical: Iso/Tr 9272shivendrakumarNo ratings yet
- Gaidryn: Ä Ǣ Ȇ Ǩȏ ¡Ǣ Ȅ Ä Ǣ Ȇ Ǩȏ ¡Ǣ Ȅ Ȍ Ȅ Ȍ Ǧ Ȇ¡Ǩȏ HN Ȍ Ȅ Ȍ Ǧ Ȇ¡Ǩȏ HNDocument2 pagesGaidryn: Ä Ǣ Ȇ Ǩȏ ¡Ǣ Ȅ Ä Ǣ Ȇ Ǩȏ ¡Ǣ Ȅ Ȍ Ȅ Ȍ Ǧ Ȇ¡Ǩȏ HN Ȍ Ȅ Ȍ Ǧ Ȇ¡Ǩȏ HNshivendrakumarNo ratings yet
- Harsimrat Resigns From Cabinet Over Farm Bills: HE Sian GEDocument8 pagesHarsimrat Resigns From Cabinet Over Farm Bills: HE Sian GEshivendrakumarNo ratings yet
- International StandardDocument18 pagesInternational StandardshivendrakumarNo ratings yet
- Reassuring Clarity: The TribuneDocument2 pagesReassuring Clarity: The TribuneshivendrakumarNo ratings yet
- Surface Vehicle Standard: InternationalDocument45 pagesSurface Vehicle Standard: InternationalshivendrakumarNo ratings yet
- Asian Age Delhi 28 - 8Document8 pagesAsian Age Delhi 28 - 8shivendrakumarNo ratings yet
- Onstitutional MendmentDocument13 pagesOnstitutional MendmentshivendrakumarNo ratings yet
- It's A New Day in America: Farm Laws: SC Irked Over Criticism of Court-Appointed Committee MembersDocument8 pagesIt's A New Day in America: Farm Laws: SC Irked Over Criticism of Court-Appointed Committee MembersshivendrakumarNo ratings yet
- Áêã Òê Áœ U Á Êÿù Ë Òäu U U Uò Ë U Ÿ Ë Œ - Êœ Ê: SCDocument4 pagesÁêã Òê Áœ U Á Êÿù Ë Òäu U U Uò Ë U Ÿ Ë Œ - Êœ Ê: SCshivendrakumarNo ratings yet
- Heat and Mass Transfer: by Cool TechniquesDocument4 pagesHeat and Mass Transfer: by Cool TechniquesshivendrakumarNo ratings yet
- Educational Adaptation of Cargo Container Design Features PDFDocument10 pagesEducational Adaptation of Cargo Container Design Features PDFamadhubalanNo ratings yet
- T U E L: Opics Nder ACH ISTDocument4 pagesT U E L: Opics Nder ACH ISTshivendrakumarNo ratings yet
- T U E L: Opics Nder ACH ISTDocument4 pagesT U E L: Opics Nder ACH ISTshivendrakumarNo ratings yet
- Applauding Modi's Leadership in Time of Corona: Immune To It All, in The SlumDocument1 pageApplauding Modi's Leadership in Time of Corona: Immune To It All, in The SlumshivendrakumarNo ratings yet
- Astm A193-A193m-20Document14 pagesAstm A193-A193m-20Viviana LeonNo ratings yet
- 4 6050966418726323934Document2 pages4 6050966418726323934shivendrakumarNo ratings yet
- Error of Judgement by The Central Govt Has Led To This': RestoringthegloryDocument2 pagesError of Judgement by The Central Govt Has Led To This': RestoringthegloryshivendrakumarNo ratings yet
- 4V - Ecvac'Gzuvdc" ( Tcdftt'Fce'A''C:, Qgldkdvryhu/U IrrgjudlquhvhuyhDocument12 pages4V - Ecvac'Gzuvdc" ( Tcdftt'Fce'A''C:, Qgldkdvryhu/U IrrgjudlquhvhuyhshivendrakumarNo ratings yet
- Chapter - 4: Materials: Metals and Non MetalsDocument15 pagesChapter - 4: Materials: Metals and Non MetalsDyah IndraNo ratings yet
- Aluminum Global Strategic Business ReportDocument40 pagesAluminum Global Strategic Business ReportyagnaakellaNo ratings yet
- CH 1 MPTDocument28 pagesCH 1 MPTmolla biyadgieNo ratings yet
- Prosek Et Al 2009 Low Temperature SCC of SS in AtmosphereDocument13 pagesProsek Et Al 2009 Low Temperature SCC of SS in AtmosphereJesus Brown100% (1)
- Extrusion Basic MetallurgyDocument28 pagesExtrusion Basic MetallurgyAry OctavianiNo ratings yet
- 4.10) Arch Shaped Self Supporting Trussless Roof Specifications PDFDocument11 pages4.10) Arch Shaped Self Supporting Trussless Roof Specifications PDFGaddam Padmaja ReddyNo ratings yet
- John Deere Standard: JDV 2 Heat Treatment Numbers and DescriptionsDocument13 pagesJohn Deere Standard: JDV 2 Heat Treatment Numbers and DescriptionsFelipe Fernandes100% (1)
- Literature ReviewDocument23 pagesLiterature ReviewRISHAVNo ratings yet
- Technical Information For The Hacksaw BladesDocument2 pagesTechnical Information For The Hacksaw BladesZool HilmiNo ratings yet
- SN 200 - May 2016Document136 pagesSN 200 - May 2016Dhaivat KoraNo ratings yet
- Dacromet Coating: World Class Corrosion ProtectionDocument6 pagesDacromet Coating: World Class Corrosion Protectionmarcelogf74No ratings yet
- Duplex Grades CentravisDocument3 pagesDuplex Grades Centravisemperor_vamsiNo ratings yet
- Tds Sca4 917 EngDocument2 pagesTds Sca4 917 Engsuraj yadavNo ratings yet
- ZINCALUME G250 G250S Datasheet PDFDocument0 pagesZINCALUME G250 G250S Datasheet PDFadityavicky1No ratings yet
- CA6NMDocument2 pagesCA6NMjoene3No ratings yet
- Certificate of Analysis: National Institute of Standards & TechnologyDocument4 pagesCertificate of Analysis: National Institute of Standards & TechnologySidneide Ferreira SantosNo ratings yet
- Curriculam Vitae Ismail TP: Division, Aries Group of Companies Email: Employee ID: AG00002510Document6 pagesCurriculam Vitae Ismail TP: Division, Aries Group of Companies Email: Employee ID: AG00002510Ismail TpNo ratings yet
- Engineering Standards Manual OST220-03-01-ESM: Acceptable Api Filler MaterialsDocument2 pagesEngineering Standards Manual OST220-03-01-ESM: Acceptable Api Filler MaterialsRezaNo ratings yet
- Duckbill Ground Anchor Systems - Helical Anchors & Anchor Bolts (Feb 2010)Document12 pagesDuckbill Ground Anchor Systems - Helical Anchors & Anchor Bolts (Feb 2010)sandycastleNo ratings yet
- 04 Samss 003 PDFDocument4 pages04 Samss 003 PDFnadeem shaikhNo ratings yet
- Adaptors and CapsDocument2 pagesAdaptors and CapsRijal HarunNo ratings yet
- A7 STP CTH Type Anchors For Refractory PDFDocument7 pagesA7 STP CTH Type Anchors For Refractory PDFprashant sharmaNo ratings yet
- Husbandry PresentationDocument60 pagesHusbandry PresentationMuhammad Tabish100% (2)
- Approved Special Processor ListDocument1 pageApproved Special Processor ListErhan GencNo ratings yet
- Welding Quality and Structural Life Enhancement of High Strength Low Alloy Steel S460Document16 pagesWelding Quality and Structural Life Enhancement of High Strength Low Alloy Steel S460Noridzwan Nordin0% (1)
- Submerged Arc WeldingDocument4 pagesSubmerged Arc WeldingshifaNo ratings yet
- Improve Desulphurisation Process by Slag ControlDocument66 pagesImprove Desulphurisation Process by Slag ControlRAULYEPEZSANCHEZNo ratings yet
- EHV SERIES 2-WAY HIGH PRESSURE CARBON STEEL BALL VALVEDocument2 pagesEHV SERIES 2-WAY HIGH PRESSURE CARBON STEEL BALL VALVESHANENo ratings yet
- 3 Welding Imperfections and Materials InspectionDocument31 pages3 Welding Imperfections and Materials InspectionnanivenkatgauravNo ratings yet
- Welding Terms and Definitions Dictionary - Red-D-Arc Welder RentalsDocument20 pagesWelding Terms and Definitions Dictionary - Red-D-Arc Welder RentalsspiritveluNo ratings yet