You might also like
- Wrap Skirt InstructionsDocument14 pagesWrap Skirt InstructionsLucija CrljenkoNo ratings yet
- CROCHET - Crochet Girlie HoodieDocument3 pagesCROCHET - Crochet Girlie HoodieKalimero KalimerovićNo ratings yet
- Embroidery Business From Home: Business Model and Digitizing Training Course (Volume 1)From EverandEmbroidery Business From Home: Business Model and Digitizing Training Course (Volume 1)No ratings yet
- RMG Garments Final ReportDocument43 pagesRMG Garments Final ReportShahriar100% (1)
- SkirtDocument5 pagesSkirtsivathmiga100% (1)
- Do You Like To Sew?: Micky Baby MoccasinsDocument11 pagesDo You Like To Sew?: Micky Baby MoccasinsMaria Lúcia PereiraNo ratings yet
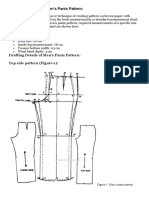
- Drafting Details of Men's Pants Pattern: Top Side Pattern (Figure-1)Document5 pagesDrafting Details of Men's Pants Pattern: Top Side Pattern (Figure-1)aswath ventra100% (2)
- Garment Accessories Autosaved PDFDocument23 pagesGarment Accessories Autosaved PDFLawson Soh100% (1)
- Flow CastingDocument13 pagesFlow CastingSanya MohindraNo ratings yet
- HP Fabric - Com Sunny Side Up Sunhat-1Document12 pagesHP Fabric - Com Sunny Side Up Sunhat-1Daniela PatrascanNo ratings yet
- NDI Second Semester Pattern Drafting ExerciseDocument24 pagesNDI Second Semester Pattern Drafting ExercisePrince Nathaniel MGNo ratings yet
- Identify The Measuring Tools and Marking Tools Used in DressmakingDocument8 pagesIdentify The Measuring Tools and Marking Tools Used in DressmakingJhackie T. CabintaNo ratings yet
- Apparelmanufacturingprocess 140214034521 Phpapp01Document121 pagesApparelmanufacturingprocess 140214034521 Phpapp01Bianca AndronacheNo ratings yet
- Rubber Lining ApplicationDocument9 pagesRubber Lining ApplicationeyslNo ratings yet
- SMEDA Fabric Dyeing & Finishing Unit (Knit Fabric)Document27 pagesSMEDA Fabric Dyeing & Finishing Unit (Knit Fabric)Nisar AhmadNo ratings yet
- Wenlan Blouse Design Twinkle by Wenlan OriginalDocument11 pagesWenlan Blouse Design Twinkle by Wenlan OriginalJelena Jokić100% (1)
- Artistic Ladies' Tailor SystemDocument100 pagesArtistic Ladies' Tailor SystemPal Bowler100% (2)
- Feasibility Studies and Business PlansDocument21 pagesFeasibility Studies and Business PlansSanya MohindraNo ratings yet
- Mns Ecp Textile Wet ProcessingDocument45 pagesMns Ecp Textile Wet ProcessingPANo ratings yet
- Ergonomics in Cutting RoomDocument21 pagesErgonomics in Cutting RoomAdhishesh Verma80% (5)
- TIR Vardhman, Budhni (29 Dec 2020)Document36 pagesTIR Vardhman, Budhni (29 Dec 2020)Keshav AnandNo ratings yet
- Masood Textile MillsDocument117 pagesMasood Textile MillsTouqeer Ahmad100% (3)
- DressmaingDocument74 pagesDressmaingJexylon Tenedero0% (1)
- Astm d1683 PDFDocument9 pagesAstm d1683 PDFstudent1291No ratings yet
- Textile InternshipDocument54 pagesTextile InternshipANEESHA PANDANo ratings yet
- Prepared by Al-Amin KhanDocument146 pagesPrepared by Al-Amin KhanAlamin KhanNo ratings yet
- Stylize FP - Indd 1 9/11/2011 5:22:07 PMDocument23 pagesStylize FP - Indd 1 9/11/2011 5:22:07 PMfspatanNo ratings yet
- Special Edition 01 Dec 2016 - Global Textiles & ApparelsDocument16 pagesSpecial Edition 01 Dec 2016 - Global Textiles & Apparelsrahul soodNo ratings yet
- 2012 Textile Internship Report Arvind Denim DevisionDocument84 pages2012 Textile Internship Report Arvind Denim DevisionAmna FarooquiNo ratings yet
- 2012-13 SourcebookDocument37 pages2012-13 SourcebookAbubdalamaNo ratings yet
- Sourcing of DenimDocument11 pagesSourcing of DenimSeveshNo ratings yet
- Jan08 US Screen CatalogDocument25 pagesJan08 US Screen CatalogcteboNo ratings yet
- 271textiles Feasibility PDFDocument20 pages271textiles Feasibility PDFlijyonasNo ratings yet
- Montex Fabrics Ltd.Document50 pagesMontex Fabrics Ltd.Monir AhmmedNo ratings yet
- Lean Manufacturing in Apparel IndustryDocument27 pagesLean Manufacturing in Apparel IndustryILLANGOVAN SIVANANDAMNo ratings yet
- Zulfiqar Haider Thesis MS ACFDocument76 pagesZulfiqar Haider Thesis MS ACFaqsa imranNo ratings yet
- VastraJet UserManualDocument76 pagesVastraJet UserManualMotif AhmedNo ratings yet
- Pre-Feasibility Study: Bed Linen Stitching UnitDocument20 pagesPre-Feasibility Study: Bed Linen Stitching UnitHammad TauqeerNo ratings yet
- Pre-Feasibility Study: S O C K S M ANU F Actur I NG UnitDocument20 pagesPre-Feasibility Study: S O C K S M ANU F Actur I NG UnitAbid Bari GorayaNo ratings yet
- Cutting Plotter: C Series User'S ManualDocument44 pagesCutting Plotter: C Series User'S ManualMauro De Assis Silva100% (1)
- Rieter g38 Brochure 3236 v1 89650 en PDFDocument28 pagesRieter g38 Brochure 3236 v1 89650 en PDFBabarKhanNo ratings yet
- Bizhubc360i C300i C250iQuickGuide PDFDocument61 pagesBizhubc360i C300i C250iQuickGuide PDFHarsha Vardhan Reddy AvulaNo ratings yet
- NEC SV8100 Installation Manual - Programming ManualDocument812 pagesNEC SV8100 Installation Manual - Programming ManualLorand Szekely100% (1)
- Kohinoor Textile MILLS, LTDDocument16 pagesKohinoor Textile MILLS, LTDBilal NaseerNo ratings yet
- List of Machine August 117Document3 pagesList of Machine August 117Arif Apu0% (1)
- Structure: Industrial Policy: Objectives & EvolutionDocument33 pagesStructure: Industrial Policy: Objectives & EvolutionSujeet SinghNo ratings yet
- Brochure Denim3Document4 pagesBrochure Denim3İbrahim GüneşNo ratings yet
- Edi GarmentDocument18 pagesEdi GarmentPrabal Kumar MajumdarNo ratings yet
- Mathis Machine BrochureDocument28 pagesMathis Machine BrochureMonjur MorshedNo ratings yet
- Report On DenimDocument58 pagesReport On DenimHarsh Parmar100% (1)
- Bombay Rayon ProjectDocument10 pagesBombay Rayon ProjectKartik VariyaNo ratings yet
- Arvind Textiles Internship ReportDocument107 pagesArvind Textiles Internship ReportDipan SahooNo ratings yet
- Readymade GarmentsDocument19 pagesReadymade GarmentsAnonymous 1FrpCENo ratings yet
- Automation in Apparel Industry: By: Jaideep Singh & Yogesh PrasadDocument16 pagesAutomation in Apparel Industry: By: Jaideep Singh & Yogesh PrasadpriyalNo ratings yet
- Zeden Automation SystemsDocument10 pagesZeden Automation SystemsYashvanth ShettyNo ratings yet
- Aarvee Denim (Final Report)Document52 pagesAarvee Denim (Final Report)DarshitSejpara100% (2)
- A. Company 1. ProfileDocument11 pagesA. Company 1. ProfilePortia FajardoNo ratings yet
- Company Profile: Crystal Textile Mill PVT LTDDocument8 pagesCompany Profile: Crystal Textile Mill PVT LTDclearheart123No ratings yet
- Weldon Rotich Business Plan FinalDocument42 pagesWeldon Rotich Business Plan Finalvincent mugendiNo ratings yet
- Garment DefectsDocument3 pagesGarment DefectsEngr Parvez Hasan100% (1)
- Roland SX - 15 - 12 - 8Document34 pagesRoland SX - 15 - 12 - 8BryanHumphriesNo ratings yet
- Chemical Industry PresentaionDocument26 pagesChemical Industry Presentaionkhushi2001No ratings yet
- First Generation Textiles: - Spinning - Weaving - ProcessingDocument89 pagesFirst Generation Textiles: - Spinning - Weaving - ProcessingMalik Muhammad AbbasNo ratings yet
- Wollo Smart Bus Transportation ServicesDocument28 pagesWollo Smart Bus Transportation Servicesbruk tadesseNo ratings yet
- Garment Industry 1Document28 pagesGarment Industry 1Mega MegalaNo ratings yet
- WiFi Plug User ManualDocument19 pagesWiFi Plug User ManualMarco ValenciaNo ratings yet
- Antimicrobial FinishesDocument10 pagesAntimicrobial FinishesSanjeev SinglaNo ratings yet
- Survey of Chemical IndustryDocument9 pagesSurvey of Chemical Industrymanu1920% (1)
- Beximco WPTDocument104 pagesBeximco WPTchoton_iiiNo ratings yet
- MaxDocument205 pagesMaxKanpicha ChanngamNo ratings yet
- Garima 1Document82 pagesGarima 1Parshant GargNo ratings yet
- SQLServer 2014 - Install ProcedureDocument5 pagesSQLServer 2014 - Install Procedureamnesia2001No ratings yet
- 28 Mar 2022 17240314384746326AnnexurePFRDocument93 pages28 Mar 2022 17240314384746326AnnexurePFRyadawsandeepkumar395No ratings yet
- Report On SKNL IndiaDocument77 pagesReport On SKNL IndiaManish BhargavaNo ratings yet
- BSL PrintDocument62 pagesBSL Printrishi100% (1)
- ProcessingDocument49 pagesProcessingFatih Aydin100% (1)
- NML Project Task # 3Document17 pagesNML Project Task # 3bakhtawar soniaNo ratings yet
- Internship Report MTMDocument79 pagesInternship Report MTMasjadm143No ratings yet
- MTMDocument29 pagesMTMChaudhry Faheem67% (3)
- BaroqueDocument8 pagesBaroqueSanya MohindraNo ratings yet
- 04 - Assembly Line BalancingDocument19 pages04 - Assembly Line BalancingSanya MohindraNo ratings yet
- Lean in SCMDocument7 pagesLean in SCMSanya MohindraNo ratings yet
- 04 - Assembly Line BalancingDocument19 pages04 - Assembly Line BalancingSanya MohindraNo ratings yet
- CPCHP 6Document30 pagesCPCHP 6Darwiza Figueroa GuimocNo ratings yet
- P&LLayoutDocument68 pagesP&LLayoutSahib Jee SinghNo ratings yet
- 79-32-ET-V1-S1 New Unit 4 Capacity BestDocument8 pages79-32-ET-V1-S1 New Unit 4 Capacity BestSanya MohindraNo ratings yet
- Mergers Acquisitions and Joint VenturesDocument26 pagesMergers Acquisitions and Joint VenturesSanya MohindraNo ratings yet
- Fdi in IndiaDocument62 pagesFdi in IndiaGoyal RahulNo ratings yet
- Us SCMDocument50 pagesUs SCMSanya MohindraNo ratings yet
- Project Idea MaintenanceDocument12 pagesProject Idea MaintenanceSanya MohindraNo ratings yet
- Joint Venture and AcquisitionDocument11 pagesJoint Venture and AcquisitionSanya MohindraNo ratings yet
- V3i12 Ijertv3is120881-2Document5 pagesV3i12 Ijertv3is120881-2Sanya MohindraNo ratings yet
- Fdi in IndiaDocument62 pagesFdi in IndiaGoyal RahulNo ratings yet
- Lean Production: Jaguar Case StudyDocument7 pagesLean Production: Jaguar Case Studypratik khatorNo ratings yet
- 370 13735 EA321 2010 1 1 1 Chap001Document42 pages370 13735 EA321 2010 1 1 1 Chap001Zakaria AfifiNo ratings yet
- Jaguar 1Document2 pagesJaguar 1Sanya MohindraNo ratings yet
- 3.1 Work MeasurementDocument14 pages3.1 Work Measurementpushpak2312No ratings yet
- Cutting Room - FunctionDocument10 pagesCutting Room - FunctionSanya MohindraNo ratings yet
- CSR 151224081159Document19 pagesCSR 151224081159Sanya MohindraNo ratings yet
- Ergonomics HandbookDocument69 pagesErgonomics HandbookSanya MohindraNo ratings yet
- Retailpricing 091003142320 Phpapp01Document15 pagesRetailpricing 091003142320 Phpapp01Dinesh MechNo ratings yet
- Dr. Mohamed Ben Daya Professor of Industrial Engineering & Operations ResearchDocument52 pagesDr. Mohamed Ben Daya Professor of Industrial Engineering & Operations ResearchParmjeetkumar YadavNo ratings yet
- Plantlayout 110929120350 Phpapp01 2Document4 pagesPlantlayout 110929120350 Phpapp01 2Sanya MohindraNo ratings yet
- Modelamaexports 111214045613 Phpapp01Document50 pagesModelamaexports 111214045613 Phpapp01Sanya MohindraNo ratings yet
- Processfromfabrictopoduct 131115122436 Phpapp02Document57 pagesProcessfromfabrictopoduct 131115122436 Phpapp02rajatburmanNo ratings yet
- Scrappy PosieDocument7 pagesScrappy PosieKarolínaNo ratings yet
- Kenmore ManualDocument48 pagesKenmore ManualAndrew J. MoeNo ratings yet
- Evo Vps Vps-Flash Manual Eng Nfpa 1108Document80 pagesEvo Vps Vps-Flash Manual Eng Nfpa 1108navigator1977No ratings yet
- Neck FinishingDocument7 pagesNeck FinishingShresha DasNo ratings yet
- Effect of Different Types of Seam Stitch PDFDocument1 pageEffect of Different Types of Seam Stitch PDFsapna maheshwariNo ratings yet
- Dressmaking 11 LO 2.3Document20 pagesDressmaking 11 LO 2.3Wendy ArnidoNo ratings yet
- Urbana Urbana: Extra Button On Wash Care Label On Side SeamDocument6 pagesUrbana Urbana: Extra Button On Wash Care Label On Side SeamAlexandru BanicaNo ratings yet
- SINGER® M1000: English - Spanish - FrenchDocument21 pagesSINGER® M1000: English - Spanish - FrenchDaniel CarlosNo ratings yet
- Columbia Sportswear Quality ManualDocument108 pagesColumbia Sportswear Quality Manualsapna maheshwariNo ratings yet
- TLKT English Ao Somi NamDocument3 pagesTLKT English Ao Somi NamNgọc Minh100% (1)
- How To Make A Standard PillowcaseDocument6 pagesHow To Make A Standard PillowcaseTr Darren Joy LaluonNo ratings yet
- Clothing DefectsDocument92 pagesClothing Defectsgulraiz.ahmad08No ratings yet
- KS2 Sprayhood Recovering: Laying Up and Cutting Out Using Either A Pattern or An Old HoodDocument2 pagesKS2 Sprayhood Recovering: Laying Up and Cutting Out Using Either A Pattern or An Old HoodRicky WrightNo ratings yet
- A Fifth Dynasty Funerary Dress in The Petrie MuseumDocument18 pagesA Fifth Dynasty Funerary Dress in The Petrie Museumsychev_dmitryNo ratings yet
- Binder #84 With Foot #94: BerninaDocument3 pagesBinder #84 With Foot #94: BerninaykuijpersNo ratings yet