You might also like
- Final ControlDocument72 pagesFinal ControlUmang BiyaniNo ratings yet
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Bytronic SistemDocument6 pagesBytronic SistemSedat IriçNo ratings yet
- ObjectivesDocument7 pagesObjectivesPeeka booNo ratings yet
- Introduction to the simulation of power plants for EBSILON®Professional Version 15From EverandIntroduction to the simulation of power plants for EBSILON®Professional Version 15No ratings yet
- Vav SystemsDocument4 pagesVav SystemsJesus RoldanNo ratings yet
- Electrical Correcting Elements in Automatic Control and Regulation CircuitsFrom EverandElectrical Correcting Elements in Automatic Control and Regulation CircuitsNo ratings yet
- Lecture 2Document7 pagesLecture 2Mark Sanny BaldadoNo ratings yet
- Simulation of Some Power System, Control System and Power Electronics Case Studies Using Matlab and PowerWorld SimulatorFrom EverandSimulation of Some Power System, Control System and Power Electronics Case Studies Using Matlab and PowerWorld SimulatorNo ratings yet
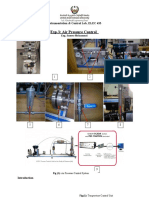
- Exp3 - Air Pressure ControlDocument8 pagesExp3 - Air Pressure ControlDon LawrenceNo ratings yet
- Power Systems-On-Chip: Practical Aspects of DesignFrom EverandPower Systems-On-Chip: Practical Aspects of DesignBruno AllardNo ratings yet
- HVAC Control Systems and Building Automation System PDFDocument19 pagesHVAC Control Systems and Building Automation System PDFStephany Montero100% (5)
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Rating: 2.5 out of 5 stars2.5/5 (3)
- Instrumentation and Control Engineering GuideDocument8 pagesInstrumentation and Control Engineering Guiderazu1234No ratings yet
- Basic Concept of Process Control SystemDocument29 pagesBasic Concept of Process Control Systemhabtemariam mollaNo ratings yet
- Lesson 1Document18 pagesLesson 1Paul Simon NacisNo ratings yet
- ON/OFF and Analog Control MethodsDocument16 pagesON/OFF and Analog Control MethodsHengky FernandoNo ratings yet
- A125703 288 PDFDocument7 pagesA125703 288 PDFTimothy FieldsNo ratings yet
- Introduction To Control: The ProcessDocument7 pagesIntroduction To Control: The ProcessshajiNo ratings yet
- L-02 (SM) (IA&C) ( (EE) NPTEL) - Architecture of Industrial Automation SystemsDocument21 pagesL-02 (SM) (IA&C) ( (EE) NPTEL) - Architecture of Industrial Automation SystemsRaymond EsmeraldaNo ratings yet
- Engine Vehicle Management SystemsDocument92 pagesEngine Vehicle Management Systemsprabahar jeevanandamNo ratings yet
- U17AEI7203 Lecture 5Document7 pagesU17AEI7203 Lecture 5SenthilKumarSNo ratings yet
- Electro Control Equipment:: Relay Circuit UnitDocument14 pagesElectro Control Equipment:: Relay Circuit UnitMarshella Faye CaguranganNo ratings yet
- 000 Digital Control LecturesDocument67 pages000 Digital Control LecturesPX PRNo ratings yet
- A Simple Single-Input-Single-Output (SISO) Feedback Control Loop Consists of FollowingDocument3 pagesA Simple Single-Input-Single-Output (SISO) Feedback Control Loop Consists of FollowingMicahNo ratings yet
- RIDWAN'S COMPLETE PROJECT (CHPT 1-5) - CorrectedDocument22 pagesRIDWAN'S COMPLETE PROJECT (CHPT 1-5) - CorrectedRidwanNo ratings yet
- Level and Flow Rig IntroductionDocument48 pagesLevel and Flow Rig IntroductionPaul100% (1)
- Automatic Motor Start/stop: Temperature ControlDocument19 pagesAutomatic Motor Start/stop: Temperature ControlNathaniel ConiseNo ratings yet
- Process Control Lab ManualDocument19 pagesProcess Control Lab ManualAnkit Singh100% (1)
- Architecture of Industrial Automation SystemsDocument10 pagesArchitecture of Industrial Automation Systemspranjal priyeNo ratings yet
- Chapter I Auto RegDocument25 pagesChapter I Auto RegLokman DridahNo ratings yet
- Application Note AN2208: Universal PID-ThermoregulatorDocument17 pagesApplication Note AN2208: Universal PID-ThermoregulatorJ Daniel PichardoNo ratings yet
- Important On SdarticleDocument15 pagesImportant On Sdarticleveeresh1000No ratings yet
- Pneumatic NotesDocument26 pagesPneumatic Notessaliana binti sanusi85% (13)
- P, I, D, PI, PD, and PID ControlDocument14 pagesP, I, D, PI, PD, and PID ControlArnav KothiyalNo ratings yet
- Pid Controller Tuning: S.no Name of The ChapterDocument35 pagesPid Controller Tuning: S.no Name of The ChapterAmit TripathiNo ratings yet
- 1) Theoretical Background: 1-1) Function and DefinitionDocument13 pages1) Theoretical Background: 1-1) Function and DefinitionH. ZNADNo ratings yet
- Controlling Heat Exchanger Temp with PID and Fuzzy LogicDocument5 pagesControlling Heat Exchanger Temp with PID and Fuzzy LogicEric DiazNo ratings yet
- What Is Instrument Hook Up Diagram ? Instrument Hook Up Diagram Is Also Called Installation Drawing, Specifies The ScopeDocument31 pagesWhat Is Instrument Hook Up Diagram ? Instrument Hook Up Diagram Is Also Called Installation Drawing, Specifies The ScopevrajakisoriDasiNo ratings yet
- What Is A BMS or Building Management System?Document21 pagesWhat Is A BMS or Building Management System?hane zawNo ratings yet
- Pneumatic Circuits DesignDocument20 pagesPneumatic Circuits DesignyassinNo ratings yet
- Pid 1Document8 pagesPid 1Renato Torres SNo ratings yet
- AnswersDocument22 pagesAnswersVAIBHAV KESHAV MANGARNo ratings yet
- Components of Control Loops1Document19 pagesComponents of Control Loops1May Ann BontoNo ratings yet
- Water Flow Control System V2 PDFDocument12 pagesWater Flow Control System V2 PDFAayushSrivastava100% (1)
- HP and LPDocument14 pagesHP and LPSelva ManianNo ratings yet
- Chapter One:: Introduction To Industrial Automation and ControlDocument75 pagesChapter One:: Introduction To Industrial Automation and ControlamrNo ratings yet
- 21 THDocument32 pages21 THujjwal kumarNo ratings yet
- Scada SystemDocument18 pagesScada SystemAxcel HelsingNo ratings yet
- Matlab simulation of temperature control using PID and FLCDocument5 pagesMatlab simulation of temperature control using PID and FLCwsa wsaNo ratings yet
- Lab Manual MechatronicsDocument50 pagesLab Manual MechatronicsBala ChandarNo ratings yet
- Analog Electronic PID Controller TechnologyDocument8 pagesAnalog Electronic PID Controller TechnologyAlessio ScarabelliNo ratings yet
- Final ReportttttttDocument32 pagesFinal Reportttttttankitpanke100% (1)
- Self-Tuning PID Fuzzy Controller Simulates HVAC SystemDocument7 pagesSelf-Tuning PID Fuzzy Controller Simulates HVAC SystemwendyNo ratings yet
- Drager Cato Ventilator - Service ManualDocument20 pagesDrager Cato Ventilator - Service ManualEdwin Salazar OrtizNo ratings yet
- HVAC Controls Operation & MaintenanceDocument355 pagesHVAC Controls Operation & MaintenanceSergey MaghakyanNo ratings yet
- LEC# 12-Process Control2020 PDFDocument18 pagesLEC# 12-Process Control2020 PDFShahidan KirkukyNo ratings yet
- The ALCO Controls EC3-75xDocument8 pagesThe ALCO Controls EC3-75xMaria DazaNo ratings yet
- Testing & Maintaining Power TransformersDocument83 pagesTesting & Maintaining Power Transformerscharleselitb92100% (1)
- PWM Techniques: A Pure Sine Wave InverterDocument91 pagesPWM Techniques: A Pure Sine Wave InverterAndrei BiroNo ratings yet
- Birwelco HT IgnitionDocument4 pagesBirwelco HT Ignitioncharleselitb92No ratings yet
- CV Calculation For Mov-201-2C-1 Project CTR 127. ORF Gas Line To LPG Plant Assessment Control Valve - Gas, Steam or Vapor FlowDocument1 pageCV Calculation For Mov-201-2C-1 Project CTR 127. ORF Gas Line To LPG Plant Assessment Control Valve - Gas, Steam or Vapor Flowcharleselitb92No ratings yet
- Engineering Standard: IPS-E-IN-105Document42 pagesEngineering Standard: IPS-E-IN-105ooszachoooNo ratings yet
- Engineering Standard: IPS-E-IN-140Document35 pagesEngineering Standard: IPS-E-IN-140charleselitb92No ratings yet
- 6730 CSIntegrating KH 20160330 Web2Document10 pages6730 CSIntegrating KH 20160330 Web2charleselitb92No ratings yet
- 1vga673004 - General Specification (Unigear Family)Document10 pages1vga673004 - General Specification (Unigear Family)Riza Ibn AdriansyahNo ratings yet
- Independent test lab accredited for HV and LV equipmentDocument28 pagesIndependent test lab accredited for HV and LV equipmentcerkadilerNo ratings yet
- E in 110 PDFDocument21 pagesE in 110 PDFcharleselitb92No ratings yet
- 6730 CSIntegrating KH 20160330 Web2Document10 pages6730 CSIntegrating KH 20160330 Web2charleselitb92No ratings yet
- Interpreting IEEE STD 519 and Meeting Harmonic Limits VFDs PCIC 2003 15Document6 pagesInterpreting IEEE STD 519 and Meeting Harmonic Limits VFDs PCIC 2003 15Vinícius BaconNo ratings yet
- 26 08 00 Commissioning of Electrical SystemsDocument17 pages26 08 00 Commissioning of Electrical Systemscharleselitb92No ratings yet
- Installation and Construction Standard: IPS-C-IN-190Document30 pagesInstallation and Construction Standard: IPS-C-IN-190charleselitb92No ratings yet
- Engineering Standard: IPS-E-IN-105Document42 pagesEngineering Standard: IPS-E-IN-105ooszachoooNo ratings yet
- Engineering Standard: IPS-E-IN-140Document35 pagesEngineering Standard: IPS-E-IN-140charleselitb92No ratings yet
- Interpreting IEEE STD 519 and Meeting Harmonic Limits VFDs PCIC 2003 15Document6 pagesInterpreting IEEE STD 519 and Meeting Harmonic Limits VFDs PCIC 2003 15Vinícius BaconNo ratings yet
- Thyristor ConvertersDocument24 pagesThyristor ConvertersAishuNo ratings yet
- HarmonicsDocument86 pagesHarmonicscharleselitb92No ratings yet
- Inspection Check Lists For Generator ProtectionDocument72 pagesInspection Check Lists For Generator ProtectionRajkumarNo ratings yet
- Specifying A Variable Frequency DriveDocument45 pagesSpecifying A Variable Frequency DriveAdeel RazaNo ratings yet
- Inspection Check Lists For Generator ProtectionDocument72 pagesInspection Check Lists For Generator ProtectionRajkumarNo ratings yet
- Specifying A Variable Frequency DriveDocument45 pagesSpecifying A Variable Frequency DriveAdeel RazaNo ratings yet
- Tekna NFOGM MPFM Handbook v2 2005Document115 pagesTekna NFOGM MPFM Handbook v2 2005ltrongluanvnNo ratings yet
- Earthing For Ehv SubDocument11 pagesEarthing For Ehv SubpanchmahabhootNo ratings yet
- GroundingDocument32 pagesGroundingcharleselitb92100% (2)
- Voltage Regulator and Parallel OperationDocument29 pagesVoltage Regulator and Parallel Operationsaulcastano6556No ratings yet
- Chapter 12Document23 pagesChapter 12sachin235No ratings yet
- Floating OutputDocument9 pagesFloating OutputDarshak AdhikarlaNo ratings yet
- Vol-Id E1708Document48 pagesVol-Id E1708charleselitb92No ratings yet
- Sevice Manual BOBCAT S630 PDFDocument890 pagesSevice Manual BOBCAT S630 PDFArtemio Garcia Barrientos100% (11)
- Tesla CSRDocument15 pagesTesla CSRM.Bhaskar0% (1)
- Solar Powered Automatic Toilet LightDocument10 pagesSolar Powered Automatic Toilet LightarwinNo ratings yet
- VAHAN SERVICE - User ManualDocument30 pagesVAHAN SERVICE - User ManualGURBACHAN SINGH ChouhanNo ratings yet
- Wulf 2018Document12 pagesWulf 2018Nida iqbalNo ratings yet
- 64-2103 Tweco Pistolas WeldskillDocument6 pages64-2103 Tweco Pistolas WeldskillcarlosNo ratings yet
- SDLC Phases Feasibility Analysis RequirementsDocument4 pagesSDLC Phases Feasibility Analysis RequirementsBrandon Mitchell0% (1)
- LTE UMTS GSM Network OptimizationDocument44 pagesLTE UMTS GSM Network OptimizationAvi Shetty100% (1)
- BS Basics Boundary Scan PDFDocument2 pagesBS Basics Boundary Scan PDFShankar ArunmozhiNo ratings yet
- SR.11.10961 - Sour Well Design GuideDocument52 pagesSR.11.10961 - Sour Well Design GuideMahmoud Ahmed Ali Abdelrazik100% (1)
- Model Manajemen Rantai Pasok Industri Perikanan Tangkap Berkelanjutan Di Propinsi MalukuDocument12 pagesModel Manajemen Rantai Pasok Industri Perikanan Tangkap Berkelanjutan Di Propinsi MalukuEmanuellaNo ratings yet
- Concord IPL Commercial Incline Vertical Platform Lift SearchableDocument92 pagesConcord IPL Commercial Incline Vertical Platform Lift SearchableHongquan SuNo ratings yet
- ExMED Debrief 2019Document16 pagesExMED Debrief 2019Hamilton WintersNo ratings yet
- MARSIC300 trainingDocument31 pagesMARSIC300 trainingDenys Podlevskykh100% (1)
- Learjet 45 Pilot Traning Manual Volumen 2Document539 pagesLearjet 45 Pilot Traning Manual Volumen 2Agustin Bernales88% (8)
- OTC13998Document15 pagesOTC13998Raifel MoralesNo ratings yet
- 1989 Volvo 740 Instruments and ControlsDocument107 pages1989 Volvo 740 Instruments and Controlsskyliner538No ratings yet
- J) Method Statement For Discharge of Stormwater and Rain WaterDocument4 pagesJ) Method Statement For Discharge of Stormwater and Rain WaterLee Tin YanNo ratings yet
- John Deere 125 HP PDFDocument2 pagesJohn Deere 125 HP PDFJulio TovarNo ratings yet
- Numeric To Numeric Encryption of Databases Using 3kDES AlgorithmDocument5 pagesNumeric To Numeric Encryption of Databases Using 3kDES AlgorithmSwathi VasudevanNo ratings yet
- Critical Reading As ReasoningDocument18 pagesCritical Reading As ReasoningKyle Velasquez100% (3)
- Dwg. No. 63170016 - ER-15Document1 pageDwg. No. 63170016 - ER-15GiantcanaNo ratings yet
- Converting Urban Waste To EnergyDocument11 pagesConverting Urban Waste To EnergyDéépákNo ratings yet
- Datasheet - SP 275K INH String InvDocument1 pageDatasheet - SP 275K INH String Invsharib26No ratings yet
- 3.B Coating Maintenance CHEMCODocument51 pages3.B Coating Maintenance CHEMCOMeleti Meleti MeletiouNo ratings yet
- Transistor InfoDocument3 pagesTransistor InfoErantha SampathNo ratings yet
- OBJECTIVES QUESTIONS RESISTIVITYDocument3 pagesOBJECTIVES QUESTIONS RESISTIVITYPankaj Kumar SinghNo ratings yet
- Centrifugal PumpsDocument20 pagesCentrifugal PumpsPiccollo640780% (5)
- Swift 2002 Annual ReportDocument53 pagesSwift 2002 Annual ReportFlaviub23No ratings yet
- Side Wall SprinklerDocument6 pagesSide Wall SprinklerLasandu WanniarachchiNo ratings yet
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeFrom EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeRating: 5 out of 5 stars5/5 (8)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4.5 out of 5 stars4.5/5 (542)
- High Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsFrom EverandHigh Performance Loudspeakers: Optimising High Fidelity Loudspeaker SystemsRating: 4 out of 5 stars4/5 (1)
- The Rare Metals War: the dark side of clean energy and digital technologiesFrom EverandThe Rare Metals War: the dark side of clean energy and digital technologiesRating: 5 out of 5 stars5/5 (2)
- C++ Programming Language: Simple, Short, and Straightforward Way of Learning C++ ProgrammingFrom EverandC++ Programming Language: Simple, Short, and Straightforward Way of Learning C++ ProgrammingRating: 4 out of 5 stars4/5 (1)
- Off-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemFrom EverandOff-Grid Projects: Step-by-Step Guide to Building Your Own Off-Grid SystemNo ratings yet
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4 out of 5 stars4/5 (331)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- 8051 Microcontroller: An Applications Based IntroductionFrom Everand8051 Microcontroller: An Applications Based IntroductionRating: 5 out of 5 stars5/5 (6)
- The Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesFrom EverandThe Phone Fix: The Brain-Focused Guide to Building Healthy Digital Habits and Breaking Bad OnesRating: 5 out of 5 stars5/5 (1)
- Lithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsFrom EverandLithium-Ion Battery: The Power of Electric Vehicles with Basics, Design, Charging technology & Battery Management SystemsRating: 5 out of 5 stars5/5 (2)
- Ramblings of a Mad Scientist: 100 Ideas for a Stranger TomorrowFrom EverandRamblings of a Mad Scientist: 100 Ideas for a Stranger TomorrowNo ratings yet
- Current Interruption Transients CalculationFrom EverandCurrent Interruption Transients CalculationRating: 4 out of 5 stars4/5 (1)
- The Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026From EverandThe Fast Track to Your Technician Class Ham Radio License: For Exams July 1, 2022 - June 30, 2026Rating: 5 out of 5 stars5/5 (1)
- Build Your Own Electric Vehicle, Third EditionFrom EverandBuild Your Own Electric Vehicle, Third EditionRating: 4.5 out of 5 stars4.5/5 (3)
- The Graphene Revolution: The Weird Science of the Ultra-thinFrom EverandThe Graphene Revolution: The Weird Science of the Ultra-thinRating: 4.5 out of 5 stars4.5/5 (4)
- Beginner's Guide to Reading Schematics, Fourth EditionFrom EverandBeginner's Guide to Reading Schematics, Fourth EditionRating: 3.5 out of 5 stars3.5/5 (10)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- Digital Gold: The Beginner's Guide to Digital Product Success, Learn Useful Tips and Methods on How to Create Digital Products and Earn Massive ProfitsFrom EverandDigital Gold: The Beginner's Guide to Digital Product Success, Learn Useful Tips and Methods on How to Create Digital Products and Earn Massive ProfitsRating: 5 out of 5 stars5/5 (3)
- Electrical Principles and Technology for EngineeringFrom EverandElectrical Principles and Technology for EngineeringRating: 4 out of 5 stars4/5 (4)