You might also like
- THIOUREADocument1 pageTHIOUREAMohamad EshraNo ratings yet
- Maintaining Your Compressor in Demanding EnvironmentsDocument32 pagesMaintaining Your Compressor in Demanding EnvironmentsMohamad EshraNo ratings yet
- Steam Purity Considerations For New TurbinesDocument46 pagesSteam Purity Considerations For New Turbinesomertrik100% (1)
- Uf Tech ManualDocument18 pagesUf Tech ManualVemulapalli SaibabuNo ratings yet
- Thiourea PDFDocument43 pagesThiourea PDFMohamad EshraNo ratings yet
- Chemical CleaningDocument56 pagesChemical CleaningRathinamalNo ratings yet
- AMI HydrazineDocument84 pagesAMI HydrazineMohamad EshraNo ratings yet
- Exp12 PDFDocument13 pagesExp12 PDFSarang BondeNo ratings yet
- Thiourea PDFDocument43 pagesThiourea PDFMohamad EshraNo ratings yet
- Monel Data SheetDocument16 pagesMonel Data SheetElias KapaNo ratings yet
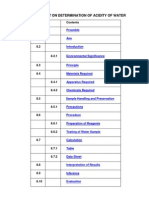
- Exp 5 - PDF Acidity of WaterDocument14 pagesExp 5 - PDF Acidity of WaterYogendra PatilNo ratings yet
- Boiler Pressure Component Failure MechanismsDocument7 pagesBoiler Pressure Component Failure MechanismsMohamad EshraNo ratings yet
- Natural ResourcesDocument27 pagesNatural ResourcesMohamad EshraNo ratings yet
- Boiler Waterside DepositionDocument6 pagesBoiler Waterside DepositionMohamad EshraNo ratings yet
- 6 3corrosionDocument7 pages6 3corrosionwadukkkkNo ratings yet
- Creep CorrosionDocument28 pagesCreep CorrosionMohamad EshraNo ratings yet
- LSD-NEERI - Water Quality AnalysisDocument68 pagesLSD-NEERI - Water Quality AnalysisSubrahmanyan EdamanaNo ratings yet
- Beginners Guide To CorrosionDocument10 pagesBeginners Guide To Corrosionshamu081No ratings yet
- How To Prevent Boiler Tube CorrosionDocument5 pagesHow To Prevent Boiler Tube CorrosionMohamad EshraNo ratings yet
- Water Treatment ChemicalsDocument8 pagesWater Treatment ChemicalsMohamad EshraNo ratings yet
- Intecna: Defoamers - Antifoam AgentDocument5 pagesIntecna: Defoamers - Antifoam AgentMohamad EshraNo ratings yet
- Creep CorrosionDocument28 pagesCreep CorrosionMohamad EshraNo ratings yet
- Failure Tube BoilerDocument8 pagesFailure Tube Boilerberanosh100% (3)
- Chapter 2 - Factors Affecting Corrosion of HbsnsDocument16 pagesChapter 2 - Factors Affecting Corrosion of HbsnsMohamad EshraNo ratings yet
- Basics of Corrosion ControlDocument9 pagesBasics of Corrosion ControlSenad Senna MuratovicNo ratings yet
- Handbook of Instrumental Techniques For Analytical CHemistry - Fran A.Settle PDFDocument728 pagesHandbook of Instrumental Techniques For Analytical CHemistry - Fran A.Settle PDFGuto Steinhorst100% (5)
- 25 Water Treatment Training Boiler Water TreatmentDocument94 pages25 Water Treatment Training Boiler Water TreatmentMohamad Eshra100% (1)
- 1 - Boiler Tube FailuresDocument54 pages1 - Boiler Tube FailuresMohamad EshraNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Operation of A Nuclear Power PlantDocument8 pagesOperation of A Nuclear Power PlantMuhamad FaizNo ratings yet
- Chashma Power PlantDocument7 pagesChashma Power PlantZaid ShakoorNo ratings yet
- Power Plant Engineering Question BankDocument17 pagesPower Plant Engineering Question BankVidyarthiplus IndiaNo ratings yet
- (Duderstadt, Louis-J. - Hamilton) Nuclear Reactor Analysis (1976)Document671 pages(Duderstadt, Louis-J. - Hamilton) Nuclear Reactor Analysis (1976)sina sanatiNo ratings yet
- Nuclear Power EngineeringDocument26 pagesNuclear Power EngineeringRoed Alejandro LlagaNo ratings yet
- Failed Fuel Experience Mechanism and ManagementDocument279 pagesFailed Fuel Experience Mechanism and ManagementRajibNo ratings yet
- 1.A - EPR Design Description - v3 PDFDocument185 pages1.A - EPR Design Description - v3 PDFMudassarHashmiNo ratings yet
- UnitIII Professional EthicsDocument22 pagesUnitIII Professional EthicsmunirajNo ratings yet
- Cat c4 2Document12 pagesCat c4 2AndresPonceNo ratings yet
- Progress in Particle and Nuclear Physics: M. Salvatores, G. PalmiottiDocument23 pagesProgress in Particle and Nuclear Physics: M. Salvatores, G. PalmiottiWalid BadrNo ratings yet
- Power Plant Engineering - 2 Marks - All 5 UnitsDocument25 pagesPower Plant Engineering - 2 Marks - All 5 UnitsMohan Prasad.M89% (9)
- Thermal-Hydraulic Design of A Printed-Circuit Steam Generator For Integral Reactor-EnglishDocument15 pagesThermal-Hydraulic Design of A Printed-Circuit Steam Generator For Integral Reactor-EnglishSyed Anas SohailNo ratings yet
- Three Mile Island AccidentDocument8 pagesThree Mile Island AccidentJeyakrishnan CNo ratings yet
- Education Tool For SimulationDocument10 pagesEducation Tool For SimulationKhangBomNo ratings yet
- Answers To Test Yourself Questions: Topic 8Document7 pagesAnswers To Test Yourself Questions: Topic 8Abel CruzNo ratings yet
- Introduction To Phased Array Ultrasonic Technology Applications: Olympus GuidelineDocument5 pagesIntroduction To Phased Array Ultrasonic Technology Applications: Olympus GuidelineKevin HuangNo ratings yet
- Nuclear Power Plant Engineering - BUETDocument79 pagesNuclear Power Plant Engineering - BUET0410058100% (6)
- Nuclear and Thermal Hydraulic Design Characteristics of The SMART CoreDocument7 pagesNuclear and Thermal Hydraulic Design Characteristics of The SMART CoreUsamaayubNo ratings yet
- Nuclei - Material FinalDocument8 pagesNuclei - Material FinallafaNo ratings yet
- Small Modular Reactors For Enhancing Energy SecuriDocument28 pagesSmall Modular Reactors For Enhancing Energy SecuriTechZenNo ratings yet
- Lecture 9Document53 pagesLecture 9plyx xyNo ratings yet
- Westinghouse PWR ManualDocument245 pagesWestinghouse PWR ManualHector Naranjo100% (1)
- Importance of Nuclear EnergyDocument91 pagesImportance of Nuclear EnergyMuhammad NasirNo ratings yet
- TE 1441 Web PDFDocument64 pagesTE 1441 Web PDFAbhinav OjhaNo ratings yet
- Sommaire: I-What Is Nuclear Energy? II - Operation of Nuclear EnergyDocument8 pagesSommaire: I-What Is Nuclear Energy? II - Operation of Nuclear Energyahmed alexisNo ratings yet
- ME 6701 Power Plant Engineering EEE 5 Sem A & BDocument16 pagesME 6701 Power Plant Engineering EEE 5 Sem A & BprabuparthibanNo ratings yet
- Envirom Cracking&Short Crack GrowthDocument203 pagesEnvirom Cracking&Short Crack GrowthAndres_Pastor1987No ratings yet
- Materials Handbook For Nuclear Plant Pressure Boundary Applications PDFDocument1,168 pagesMaterials Handbook For Nuclear Plant Pressure Boundary Applications PDFLuis Ortiz100% (2)