You might also like
- Measuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopFrom EverandMeasuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopNo ratings yet
- CMOS IC Layout: Concepts, Methodologies, and ToolsFrom EverandCMOS IC Layout: Concepts, Methodologies, and ToolsRating: 4.5 out of 5 stars4.5/5 (3)
- Managing Well CasingDocument18 pagesManaging Well CasingElena Herrera VasquezNo ratings yet
- Joint Free Slabs On Grade: Warwick ColefaxDocument13 pagesJoint Free Slabs On Grade: Warwick Colefaxmohannad eliassNo ratings yet
- JPT July PDFDocument132 pagesJPT July PDFAdri Coca SuaznabarNo ratings yet
- Rkabraha Uwaterloo CA WWW Linkedin COM IN RkabrahamDocument14 pagesRkabraha Uwaterloo CA WWW Linkedin COM IN RkabrahamRejoeNo ratings yet
- MBD2066 Assign.6 Project ReportDocument23 pagesMBD2066 Assign.6 Project ReportParen TrivediNo ratings yet
- Abaqus For Oil & Gas Geomechanics: Stephen King - SIMULIADocument28 pagesAbaqus For Oil & Gas Geomechanics: Stephen King - SIMULIAalistugui100% (1)
- SPE 90821 Solid Expandable Tubular Technology: The Value of Planned Installation vs. ContingencyDocument8 pagesSPE 90821 Solid Expandable Tubular Technology: The Value of Planned Installation vs. ContingencymsmsoftNo ratings yet
- Analyze Nozzles, Saddles, and Attachments with NozzlePRO FEA SoftwareDocument2 pagesAnalyze Nozzles, Saddles, and Attachments with NozzlePRO FEA SoftwareMinh TranNo ratings yet
- SeminarDocument15 pagesSeminarANUSHA NANDAKUMARNo ratings yet
- ENZ - Issues With Residential Hold-Down SystemsDocument5 pagesENZ - Issues With Residential Hold-Down SystemsNelson ChinNo ratings yet
- Water Well Screen and AccessoriesDocument16 pagesWater Well Screen and AccessoriescysautsNo ratings yet
- Applying Lean to Improve Welding OperationsDocument10 pagesApplying Lean to Improve Welding Operationskarthiks12008658No ratings yet
- Encyclopedia of AnchoringDocument74 pagesEncyclopedia of Anchoringgutter1No ratings yet
- VEL PAST (Unit - 2) Malumichampatti - CbeDocument32 pagesVEL PAST (Unit - 2) Malumichampatti - CbeThiyagu SundaramNo ratings yet
- Design and Analysis of Helicalspring Used in Rail Wagon: C.S.I. Institute of Technology ThovalaiDocument50 pagesDesign and Analysis of Helicalspring Used in Rail Wagon: C.S.I. Institute of Technology ThovalaiThulasi RamNo ratings yet
- Design and Testing of 6U Deployable Solar ArraysDocument24 pagesDesign and Testing of 6U Deployable Solar ArraysepujadagNo ratings yet
- Air LiquideDocument8 pagesAir Liquidea_minisoft2005No ratings yet
- WhirlpoolDocument3 pagesWhirlpoolarnuk22No ratings yet
- Modular Hydraulic Test Bench Improves Safety and FunctionalityDocument8 pagesModular Hydraulic Test Bench Improves Safety and FunctionalitySabrine Ben HmidaNo ratings yet
- P&A System Solution Overview PAC-PulverizorDocument30 pagesP&A System Solution Overview PAC-PulverizorDenier RubianoNo ratings yet
- 09 - Experience Macculloch Lwi CampaignDocument13 pages09 - Experience Macculloch Lwi CampaignAliNo ratings yet
- MR - Ksenou L&T PrecastDocument53 pagesMR - Ksenou L&T PrecastHarssh ShahNo ratings yet
- Well IntegrityDocument17 pagesWell Integritymustafaelsaid21No ratings yet
- Project Title:: Towards A Simulation Based Decision-Support System For A Medium-Sized Tile Manufacturing IndustryDocument16 pagesProject Title:: Towards A Simulation Based Decision-Support System For A Medium-Sized Tile Manufacturing Industryamir khanNo ratings yet
- Design, Manufacturing, and Testing of WT DoorsDocument11 pagesDesign, Manufacturing, and Testing of WT DoorsTheyaga GanesanNo ratings yet
- Atherton PV System Structural Criteria - 202301101734295707Document5 pagesAtherton PV System Structural Criteria - 202301101734295707mahmoud aamerNo ratings yet
- 5 Product SpecifiactionDocument43 pages5 Product SpecifiactionAMIT SOLANKINo ratings yet
- Ibs Report Mini ProjectDocument10 pagesIbs Report Mini ProjectHan naniyNo ratings yet
- Gears Trebuchet Construction ManualDocument18 pagesGears Trebuchet Construction ManualsilsycesarNo ratings yet
- 10 - Helical AnchorsDocument55 pages10 - Helical AnchorsrzsoltNo ratings yet
- Pile Cropping - A Review of Current Practice: Inspector Information SheetDocument4 pagesPile Cropping - A Review of Current Practice: Inspector Information SheetphiloconnorNo ratings yet
- Product Ranges AesSealDocument28 pagesProduct Ranges AesSealabdul roufNo ratings yet
- 08-01 CompletionDocument31 pages08-01 CompletionMustafa AlrikabiNo ratings yet
- 06 3E Foundations&PilesDocument3 pages06 3E Foundations&PileslsatchithananthanNo ratings yet
- Noiseblock InstallDocument12 pagesNoiseblock InstallBenjamín AlainNo ratings yet
- KR 1.construction - ManualDocument62 pagesKR 1.construction - ManualKeith Domme88% (8)
- Composite Bit DeisgnDocument62 pagesComposite Bit DeisgncheesewizzNo ratings yet
- VarelDocument32 pagesVarelAlireza KhaniNo ratings yet
- Self-Controlling Rig For Jaw Crusher AssemblyDocument9 pagesSelf-Controlling Rig For Jaw Crusher AssemblyIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Inventory Control Project: April 2017Document11 pagesInventory Control Project: April 2017Roshan Ghatge RGNo ratings yet
- As 97SP 3Document6 pagesAs 97SP 3gdwilliams3No ratings yet
- Design of Spandrel Beams, G.J. KleinDocument24 pagesDesign of Spandrel Beams, G.J. KleinDaniel LarrínagaNo ratings yet
- Stray Gas Prevention: Industry InitiativesDocument56 pagesStray Gas Prevention: Industry InitiativesCoolProphetNo ratings yet
- Short Course For Transfer Chute DesignDocument2 pagesShort Course For Transfer Chute DesignRene D. ArrietaNo ratings yet
- Design of Spandrel Beams - PCI JOURNALDocument49 pagesDesign of Spandrel Beams - PCI JOURNALtrabajosicNo ratings yet
- Shops For Woodframe House PrefabricationDocument4 pagesShops For Woodframe House PrefabricationDon VictorNo ratings yet
- Rainroof / Shadestructure: Element Updates 6 April 2012Document31 pagesRainroof / Shadestructure: Element Updates 6 April 2012Caroline LebarNo ratings yet
- Engineering Judgement Calls for Radical Change in Safety PracticesDocument22 pagesEngineering Judgement Calls for Radical Change in Safety PracticesDisha Verma KalraNo ratings yet
- 08 01 CompletionDocument31 pages08 01 Completionمرتضى عبد الباري خنوبةNo ratings yet
- Solutions To Unpiggable' Pipelines: by Allen A PenningtonDocument6 pagesSolutions To Unpiggable' Pipelines: by Allen A PenningtonscrbdgharaviNo ratings yet
- Improve Inventory Control with Standard Operating ProcedureDocument11 pagesImprove Inventory Control with Standard Operating ProcedureJaffri SyedNo ratings yet
- NL Superbolt Standard-Range-Brochure 70186EN 2013-07Document15 pagesNL Superbolt Standard-Range-Brochure 70186EN 2013-07dassoumennNo ratings yet
- Worldwide Shipbuilding Productivity Status and TrendsDocument50 pagesWorldwide Shipbuilding Productivity Status and TrendsozgenmfNo ratings yet
- SS Series Subsea Wellhead SystemsDocument20 pagesSS Series Subsea Wellhead SystemsMOHAMED ALi IBRAHIM HASSANNo ratings yet
- Chapter 2 - Mechanical DesignDocument20 pagesChapter 2 - Mechanical DesignIvan Fauzi RyantoNo ratings yet
- Hollow Bar Micropiles For Settlement Control in Soft Soils - Case History PresentationDocument49 pagesHollow Bar Micropiles For Settlement Control in Soft Soils - Case History PresentationJonathan Bennett PE DGENo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Radel PPSU Veradel PESU Acudel PPSU Design Guide enDocument68 pagesRadel PPSU Veradel PESU Acudel PPSU Design Guide enzaeem73No ratings yet
- Russian For Beginners The Best Handbook For Learning To Speak Russian 33Document158 pagesRussian For Beginners The Best Handbook For Learning To Speak Russian 33chimate100% (14)
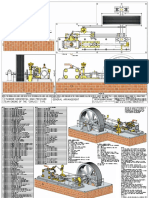
- Maudslay Marine Type Vertical Steam EngineDocument3 pagesMaudslay Marine Type Vertical Steam EngineAxel DominiqueNo ratings yet
- F I .The Diam - MM - Dim .: SolidworksDocument1 pageF I .The Diam - MM - Dim .: SolidworksAxel DominiqueNo ratings yet
- A Single Cylinder Vertical Steam EngineDocument3 pagesA Single Cylinder Vertical Steam EngineAxel DominiqueNo ratings yet
- Maudslay Marine Type Vertical Steam EngineDocument3 pagesMaudslay Marine Type Vertical Steam EngineAxel DominiqueNo ratings yet
- 2 Cylinder Steam Engine To The Bernay DesignDocument4 pages2 Cylinder Steam Engine To The Bernay DesignAxel Dominique100% (1)
- Metro MoscuDocument1 pageMetro MoscuAxel DominiqueNo ratings yet
- Connector DeploymentDocument7 pagesConnector DeploymentAxel DominiqueNo ratings yet
- Snap-Fit Design ManualDocument21 pagesSnap-Fit Design ManualAxel DominiqueNo ratings yet
- Clearances and Fits: Guidelines and Tables Machine Drawing KL Narayana, P. Kannaiah, K. Venkata ReddyDocument16 pagesClearances and Fits: Guidelines and Tables Machine Drawing KL Narayana, P. Kannaiah, K. Venkata ReddyAxel DominiqueNo ratings yet
- Intro Examples Manual DRAFT PDFDocument229 pagesIntro Examples Manual DRAFT PDFEren KalayNo ratings yet
- 1 Cylinder Horizontal High Pressure Steam Engine of The - Corliss - TypeDocument8 pages1 Cylinder Horizontal High Pressure Steam Engine of The - Corliss - TypeAxel DominiqueNo ratings yet
- A Twin Cylinder Vertical Double ActingDocument3 pagesA Twin Cylinder Vertical Double ActingAxel DominiqueNo ratings yet
- Fsa HandbookDocument35 pagesFsa Handbookargari19No ratings yet
- A Simple Small Metalworking ShaperDocument7 pagesA Simple Small Metalworking ShaperAxel DominiqueNo ratings yet
- A Single Cylinder Vertical Steam Engine of The GrasshopperDocument8 pagesA Single Cylinder Vertical Steam Engine of The GrasshopperAxel DominiqueNo ratings yet
- Flame Eating EngineDocument4 pagesFlame Eating EngineAxel DominiqueNo ratings yet
- Hexagon MI MSC Nastran Ebook A4 WEBDocument46 pagesHexagon MI MSC Nastran Ebook A4 WEBAxel DominiqueNo ratings yet
- HyperCrash 12.0 User GuideDocument873 pagesHyperCrash 12.0 User GuideAxel Dominique100% (1)
- Mechanical Engineer: EducationDocument1 pageMechanical Engineer: EducationAxel DominiqueNo ratings yet
- Senior Mechanical EngineerDocument4 pagesSenior Mechanical EngineerAxel DominiqueNo ratings yet
- Hexagon MI MSC Software Adams Ebook A4 WEBDocument77 pagesHexagon MI MSC Software Adams Ebook A4 WEBAxel Dominique100% (1)
- Design Data BookDocument639 pagesDesign Data BookVasanth Chakravarthy100% (2)
- Mathematica and SystemModeler KeygenDocument3 pagesMathematica and SystemModeler KeygenAxel DominiqueNo ratings yet
- BOM Template v2Document11 pagesBOM Template v2Axel DominiqueNo ratings yet
- Catalog For Bearing DesignDocument70 pagesCatalog For Bearing DesignHameer ReddyNo ratings yet
- Legal Statement & Elliptical Head CalculatorDocument4 pagesLegal Statement & Elliptical Head CalculatorAxel DominiqueNo ratings yet
- Cam Rocker Mechanism PDFDocument6 pagesCam Rocker Mechanism PDFAxel DominiqueNo ratings yet
- asset-v1-CornellX+ENGR2000X+2T2016+type@asset+block@F-1 Engine Model Calculations Non-Proprietyary Non-ITAR Rev2Document42 pagesasset-v1-CornellX+ENGR2000X+2T2016+type@asset+block@F-1 Engine Model Calculations Non-Proprietyary Non-ITAR Rev2Axel DominiqueNo ratings yet
- Chemistry Implementation: Name: Rasheed Campbell School: Kingston College Candidate #.: Centre #: 100057Document12 pagesChemistry Implementation: Name: Rasheed Campbell School: Kingston College Candidate #.: Centre #: 100057john brownNo ratings yet
- Xii Neet Chemistry Mcqs PDFDocument30 pagesXii Neet Chemistry Mcqs PDFMarcus Rashford100% (3)
- Tds G. Beslux Komplex Alfa II (25.10.19)Document3 pagesTds G. Beslux Komplex Alfa II (25.10.19)Iulian BarbuNo ratings yet
- Abdomen - FRCEM SuccessDocument275 pagesAbdomen - FRCEM SuccessAbin ThomasNo ratings yet
- The Impact of Employees' Commitment Towards Food Safety at Ayana Resort, BaliDocument58 pagesThe Impact of Employees' Commitment Towards Food Safety at Ayana Resort, Balirachelle agathaNo ratings yet
- Air Wellness QRSDocument2 pagesAir Wellness QRSapi-3743459No ratings yet
- Accomplishment Report Yes-O NDCMC 2013Document9 pagesAccomplishment Report Yes-O NDCMC 2013Jerro Dumaya CatipayNo ratings yet
- KINETIC THEORY OF GASES TUTORIALDocument6 pagesKINETIC THEORY OF GASES TUTORIALMat SyafiqNo ratings yet
- Aacra Draft Preliminary Report PDFDocument385 pagesAacra Draft Preliminary Report PDFBeselam SeyedNo ratings yet
- Update On The Management of Acute Pancreatitis.52Document7 pagesUpdate On The Management of Acute Pancreatitis.52Sebastian DeMarinoNo ratings yet
- VT6050 VT6010 QuickGuide ENDocument19 pagesVT6050 VT6010 QuickGuide ENPriyank KumarNo ratings yet
- Asian Paints Tile Grout Cement BasedDocument2 pagesAsian Paints Tile Grout Cement Basedgirish sundarNo ratings yet
- 2 - Elements of Interior DesignDocument4 pages2 - Elements of Interior DesignYathaarth RastogiNo ratings yet
- Hyperbaric WeldingDocument17 pagesHyperbaric WeldingRam KasturiNo ratings yet
- Feline DermatologyDocument55 pagesFeline DermatologySilviuNo ratings yet
- IS 4991 (1968) - Criteria For Blast Resistant Design of Structures For Explosions Above Ground-TableDocument1 pageIS 4991 (1968) - Criteria For Blast Resistant Design of Structures For Explosions Above Ground-TableRenieNo ratings yet
- Monster of The Week Tome of Mysteries PlaybooksDocument10 pagesMonster of The Week Tome of Mysteries PlaybooksHyperLanceite XNo ratings yet
- Panasonic 2012 PDP Troubleshooting Guide ST50 ST Series (TM)Document39 pagesPanasonic 2012 PDP Troubleshooting Guide ST50 ST Series (TM)Gordon Elder100% (5)
- 2018-04-12 List Mold TVSDocument5 pages2018-04-12 List Mold TVSFerlyn ValentineNo ratings yet
- OpenROV Digital I/O and Analog Channels GuideDocument8 pagesOpenROV Digital I/O and Analog Channels GuidehbaocrNo ratings yet
- Quaternary Protoberberine Alkaloids (Must Read)Document26 pagesQuaternary Protoberberine Alkaloids (Must Read)Akshay AgnihotriNo ratings yet
- Brochure Personal CareDocument38 pagesBrochure Personal CarechayanunNo ratings yet
- Cost Analysis and Financial Projections for Gerbera Cultivation ProjectDocument26 pagesCost Analysis and Financial Projections for Gerbera Cultivation ProjectshroffhardikNo ratings yet
- Gauss Contest: Grade 8Document4 pagesGauss Contest: Grade 8peter100% (1)
- WL 318 PDFDocument199 pagesWL 318 PDFBeckty Ahmad100% (1)
- Home Brewing Log Sheet PDFDocument2 pagesHome Brewing Log Sheet PDFStefanita0% (1)
- DNB Paper - IDocument7 pagesDNB Paper - Isushil chaudhari100% (7)
- The Templist Scroll by :dr. Lawiy-Zodok (C) (R) TMDocument144 pagesThe Templist Scroll by :dr. Lawiy-Zodok (C) (R) TM:Lawiy-Zodok:Shamu:-El100% (5)
- Sayre Materia Medica-3Document87 pagesSayre Materia Medica-3ven_bams5840No ratings yet
- CG Module 1 NotesDocument64 pagesCG Module 1 Notesmanjot singhNo ratings yet