You might also like
- Lecture4 PDFDocument10 pagesLecture4 PDFKarthik DasariNo ratings yet
- Factors To Be Considered For Selecting A Suitable TypeDocument5 pagesFactors To Be Considered For Selecting A Suitable Typeswapnil pandeNo ratings yet
- Lecture2 PDFDocument5 pagesLecture2 PDFKaushal GandhiNo ratings yet
- Welding ForcesDocument33 pagesWelding Forces019SAURABH GUPTANo ratings yet
- Electrocontact-Discharge Forge Welding of Steel Bars: M.A. Be Jar, W. Schnake, R. UrquetaDocument5 pagesElectrocontact-Discharge Forge Welding of Steel Bars: M.A. Be Jar, W. Schnake, R. UrquetajovaniNo ratings yet
- Investigation Effect of Welding Polarity in Joint Bead Geometry and Mechanical Properties of Shielded Metal Arc Welding ProcessDocument12 pagesInvestigation Effect of Welding Polarity in Joint Bead Geometry and Mechanical Properties of Shielded Metal Arc Welding Processkhairy2013100% (1)
- Murphy 2010 J. Phys. D Appl. Phys. 43 434001Document32 pagesMurphy 2010 J. Phys. D Appl. Phys. 43 434001fereidoon marefatNo ratings yet
- HEAT TRANSFER IN ARC WELDINGDocument10 pagesHEAT TRANSFER IN ARC WELDINGPrathamesh Kesarkar100% (1)
- Welding: 5.2.1. Reinforcement and BackingDocument16 pagesWelding: 5.2.1. Reinforcement and BackingakankwasaNo ratings yet
- Non Conventional Welding 1. What Is Electron Beam Welding (EBW) Process? Describe in Brief, Giving Its Scope of ApplicationDocument31 pagesNon Conventional Welding 1. What Is Electron Beam Welding (EBW) Process? Describe in Brief, Giving Its Scope of Applicationsanand_1992No ratings yet
- I. Welding: (What About Flux Cored Arc Welding??)Document4 pagesI. Welding: (What About Flux Cored Arc Welding??)Ravi PoudelNo ratings yet
- Materials Joining Techniques and VariablesDocument6 pagesMaterials Joining Techniques and VariablesOdb IndNo ratings yet
- Welding Technology: Department of Mechanical Engineering National Institute of Technology RaipurDocument66 pagesWelding Technology: Department of Mechanical Engineering National Institute of Technology RaipuryashNo ratings yet
- Lecture4EMF and Galvanic SeriesDocument8 pagesLecture4EMF and Galvanic SeriesMohamed AshfaqNo ratings yet
- Failure, Causes and Analysis of Magnetic Circuit in Power TransformerDocument8 pagesFailure, Causes and Analysis of Magnetic Circuit in Power TransformerreevamandaNo ratings yet
- Ultrasonic Non-Destructive Evaluation For Spot Welding in The Automotive IndustryDocument6 pagesUltrasonic Non-Destructive Evaluation For Spot Welding in The Automotive IndustryCarlos MusellaNo ratings yet
- Controlling Dendrite Propagation in Solid State Batteries With Engineered StressDocument19 pagesControlling Dendrite Propagation in Solid State Batteries With Engineered StressbobNo ratings yet
- Missed Joint Induced by Thermoelectric Magnetic Field in Electron-Beam Welding Dissimilar Metals-Experiment and Scale AnalysisDocument9 pagesMissed Joint Induced by Thermoelectric Magnetic Field in Electron-Beam Welding Dissimilar Metals-Experiment and Scale Analysiss_m_taheriNo ratings yet
- 1.10 Submerge Arc Welding - RDocument47 pages1.10 Submerge Arc Welding - RReza DhonyNo ratings yet
- PPAC Module - III Welding-1Document14 pagesPPAC Module - III Welding-1Albin DonyNo ratings yet
- Unit 358 Unit 3 MagnetismDocument13 pagesUnit 358 Unit 3 MagnetismJean Paul RousselinNo ratings yet
- Lect. 4. Corrosion - Types of Cells That Lead To Corrosion ReactionsDocument14 pagesLect. 4. Corrosion - Types of Cells That Lead To Corrosion ReactionsOmer IkhlasNo ratings yet
- The Importance of Secondary Flow in The Rotary Electromagnetic Stirring of Steel During Continuous CastingDocument19 pagesThe Importance of Secondary Flow in The Rotary Electromagnetic Stirring of Steel During Continuous Castingnovas88No ratings yet
- UeetDocument21 pagesUeetIts FickNo ratings yet
- Principle of WeldingDocument9 pagesPrinciple of WeldingCarolina Acibar AcquiatNo ratings yet
- Quality Monitoring For A Resistance Spot Weld Process of Galvanized Dual-Phase Steel Based On The Electrode DisplacementDocument10 pagesQuality Monitoring For A Resistance Spot Weld Process of Galvanized Dual-Phase Steel Based On The Electrode DisplacementafabNo ratings yet
- Corrosion: 8.1 Electrochemical Reactions 8.2 Forms of CorrosionDocument8 pagesCorrosion: 8.1 Electrochemical Reactions 8.2 Forms of Corrosionkoiuy12No ratings yet
- Welding Lecture1 2Document34 pagesWelding Lecture1 2Dr Abhijeet GangulyNo ratings yet
- Chip-Level Electromigration Reliability Evaluation With Multiple On-Die Variation EffectsDocument9 pagesChip-Level Electromigration Reliability Evaluation With Multiple On-Die Variation EffectsGyanaranjan NayakNo ratings yet
- Chapter 3 - Principles of Arc WeldingDocument32 pagesChapter 3 - Principles of Arc Weldingsipi maseleNo ratings yet
- 10 5923 J Materials 20190901 03Document7 pages10 5923 J Materials 20190901 03destaeyasu67No ratings yet
- Smaw and Tig WeldingDocument46 pagesSmaw and Tig WeldingRajesh Kumar Ravi100% (1)
- CH 5Document49 pagesCH 5MuhammadMansoorGoharNo ratings yet
- How To Prevent Arc BlowDocument12 pagesHow To Prevent Arc BlowFelix GomintongNo ratings yet
- Effects of Electrode Polarity On The Droplet Transfer Mode in Self-Shielded (Ok)Document11 pagesEffects of Electrode Polarity On The Droplet Transfer Mode in Self-Shielded (Ok)Rafi ZhaffNo ratings yet
- Welding: Edge PreparationsDocument8 pagesWelding: Edge PreparationsManibhusanNo ratings yet
- WELDINGDocument8 pagesWELDINGManibhusan MohapatroNo ratings yet
- Arc BlowDocument8 pagesArc BlowAnonymous 4e7GNjzGWNo ratings yet
- Conductor Materials: 4.1 Definitions and General PropertiesDocument9 pagesConductor Materials: 4.1 Definitions and General PropertiesAdriana PetrieNo ratings yet
- Welding Process 4Document38 pagesWelding Process 4Janmayjoy Halder SwagataNo ratings yet
- Welding ProcessesDocument50 pagesWelding ProcessesTg TarroNo ratings yet
- Shielded Metal Arc WeldingDocument29 pagesShielded Metal Arc WeldingobijistephenNo ratings yet
- Keje Welding DaamDocument12 pagesKeje Welding Daamdzuko shamNo ratings yet
- Experiment No. 1: Introduction To Metal Joining Process 1. WeldingDocument13 pagesExperiment No. 1: Introduction To Metal Joining Process 1. WeldingNaval vermaNo ratings yet
- An Essential Guide to Electronic Material Surfaces and InterfacesFrom EverandAn Essential Guide to Electronic Material Surfaces and InterfacesNo ratings yet
- Effects of Steel Coatings On Electrode Life in Resistance Spot Welding of Galvannealed Steel SheetsDocument7 pagesEffects of Steel Coatings On Electrode Life in Resistance Spot Welding of Galvannealed Steel Sheetssongyang hanNo ratings yet
- Trans Ferenc i a Metalic a 3Document20 pagesTrans Ferenc i a Metalic a 3Bruno FDNo ratings yet
- Experiment No 02: AIM To Study Resistance Welding & Its SetupDocument6 pagesExperiment No 02: AIM To Study Resistance Welding & Its Setuprahul9981759900No ratings yet
- Mathematical Model of Melting Rate For SAWDocument6 pagesMathematical Model of Melting Rate For SAWbabaaromeNo ratings yet
- 6 - Eddy Current SeparationDocument6 pages6 - Eddy Current SeparationMeCHuL66No ratings yet
- Physics of Welding Better VersionDocument3 pagesPhysics of Welding Better VersionKhurram RehmanNo ratings yet
- Electromagnetic Pulse Welded Aluminium To Copper SDocument11 pagesElectromagnetic Pulse Welded Aluminium To Copper Sghou ghoiNo ratings yet
- Resistance and Special Welding.0001Document100 pagesResistance and Special Welding.0001KKNo ratings yet
- 1.09 MMA WeldingDocument51 pages1.09 MMA WeldingReza DhonyNo ratings yet
- Properties of ElectrodepositsDocument27 pagesProperties of Electrodepositsjvo917No ratings yet
- 5.arc WeldDocument40 pages5.arc Weldalinader20022No ratings yet
- Resistance Welding Techniques and ParametersDocument7 pagesResistance Welding Techniques and ParameterssoliddreamsNo ratings yet
- Corrosion Rate Investigation of Metals in Stray Current EnvironmentsDocument8 pagesCorrosion Rate Investigation of Metals in Stray Current EnvironmentsN'FNo ratings yet
- Ch04 Corrosion PolarizationDocument11 pagesCh04 Corrosion PolarizationcibaeventoNo ratings yet
- Manonmaniam Sundaranar University: M.Sc. Physics - I YearDocument130 pagesManonmaniam Sundaranar University: M.Sc. Physics - I YearDr. Pratap Kumar SwainNo ratings yet
- 12 Vol 5 EpaperDocument38 pages12 Vol 5 EpaperThesouthasian TimesNo ratings yet
- Superquadrics and Their Geometric PropertiesDocument27 pagesSuperquadrics and Their Geometric PropertiesBRANDON ALBERTO QUINTERO CIFUENTESNo ratings yet
- Chemical Formulas and Equations PDFDocument14 pagesChemical Formulas and Equations PDFJomarie Cabuello100% (1)
- Electromagnetic RadiationDocument22 pagesElectromagnetic RadiationpriyaNo ratings yet
- Hall EffectDocument9 pagesHall EffectVishuNo ratings yet
- Thermodynamics Chapter 1 SummaryDocument29 pagesThermodynamics Chapter 1 SummarylirenavirenaNo ratings yet
- Digital ElectronicsDocument232 pagesDigital Electronicsmelankolik23100% (7)
- FT 1 Jee Adv Qp-Paper-2 PDFDocument29 pagesFT 1 Jee Adv Qp-Paper-2 PDFcoolarvreddyNo ratings yet
- End EffectersDocument4 pagesEnd EffectersSindhu BhaskarNo ratings yet
- Modules in Mechanics of Materials List of SymbolsDocument3 pagesModules in Mechanics of Materials List of SymbolsBenjali D. DinagatNo ratings yet
- Draft AnglesDocument1 pageDraft AnglesSudharsan RamanathanNo ratings yet
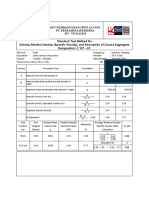
- ASTM C 27 Berat Jenis KerikilDocument1 pageASTM C 27 Berat Jenis KerikilBengkulu BetonNo ratings yet
- Copper and Its AlloysDocument6 pagesCopper and Its AlloysNaidra AbarquezNo ratings yet
- Introduction To Crystallography and Mineral Crystal Systems: Prof. Dr. Andrea Koschinsky Geosciences and AstrophysicsDocument28 pagesIntroduction To Crystallography and Mineral Crystal Systems: Prof. Dr. Andrea Koschinsky Geosciences and AstrophysicsAhmad Maroof100% (1)
- Orca Share MediaDocument13 pagesOrca Share Mediache masanaNo ratings yet
- Detection of Neutrons: Part I: Ralf NolteDocument63 pagesDetection of Neutrons: Part I: Ralf Nolteusama tariqNo ratings yet
- Formula Sheet Physics 220 PDFDocument6 pagesFormula Sheet Physics 220 PDFNimish RamtekeNo ratings yet
- Worksheet 8: Momentum March 8, 2016Document2 pagesWorksheet 8: Momentum March 8, 2016Kirstine Mae GilbuenaNo ratings yet
- Question Set 1 PDFDocument6 pagesQuestion Set 1 PDFSeljen AceNo ratings yet
- Project Name Handri Niva Sujala Sravanthi Irrigation Scheme: Right Bank CanalDocument6 pagesProject Name Handri Niva Sujala Sravanthi Irrigation Scheme: Right Bank CanalHarishSatya100% (1)
- Physics Revision Notes Term 1Document6 pagesPhysics Revision Notes Term 1prachi guptaNo ratings yet
- Chapter 19Document19 pagesChapter 19Smith RobinsonNo ratings yet
- Does Time Ever StopDocument11 pagesDoes Time Ever StopFatima FróisNo ratings yet
- Removal of Methyl Orange Dye From Textile Effluent Using Adsorption On Chitosan Hydrogel BeadsDocument8 pagesRemoval of Methyl Orange Dye From Textile Effluent Using Adsorption On Chitosan Hydrogel BeadsESSENCE - International Journal for Environmental Rehabilitation and ConservaionNo ratings yet
- Quantum Ideas Notes Week 1 PDFDocument29 pagesQuantum Ideas Notes Week 1 PDFwafa bourasNo ratings yet
- Dynamic Simulation of A PVC Suspension Reactor A. Dimian, D. Diepen, G. ADocument6 pagesDynamic Simulation of A PVC Suspension Reactor A. Dimian, D. Diepen, G. Amatheus735No ratings yet
- Praktikum Analisis Instrumentasi: Sem-EdxDocument25 pagesPraktikum Analisis Instrumentasi: Sem-EdxQurrotaA'yunNo ratings yet
- Eee1004 Engineering-Electromagnetics Eth 1.1 39 Eee1004Document4 pagesEee1004 Engineering-Electromagnetics Eth 1.1 39 Eee1004Abhishek RajNo ratings yet
- Use of Dgs Method For Ultrasonic TestiingDocument3 pagesUse of Dgs Method For Ultrasonic Testiingarunpawar_cet9462No ratings yet