You might also like
- Marco Teorico CNCDocument4 pagesMarco Teorico CNCfarame7100% (1)
- CNCDocument22 pagesCNCEdgardDiaz0% (2)
- Montaje y reparación de los sistemas mecánicos. FMEE0208From EverandMontaje y reparación de los sistemas mecánicos. FMEE0208Rating: 4 out of 5 stars4/5 (1)
- Libro Gumaro de DiosDocument76 pagesLibro Gumaro de DiosJuan M. Mendoza Garcia100% (2)
- CNC MecanizadoDocument10 pagesCNC MecanizadojonathanNo ratings yet
- CNC FuncionesDocument5 pagesCNC FuncionesRoberto HernandezNo ratings yet
- Materia de Compresores CNC y RefrigerantesDocument10 pagesMateria de Compresores CNC y RefrigerantesLius Felipe GomezNo ratings yet
- Control NuméricoDocument5 pagesControl NuméricoTristán YulmenNo ratings yet
- Anteproyecto 6.0Document15 pagesAnteproyecto 6.0Efraín CórdovaNo ratings yet
- Tu Propio Router CNCDocument140 pagesTu Propio Router CNCNCARRILLO8167% (6)
- Historia del control numéricoDocument5 pagesHistoria del control numéricoAlejandro CastellanosNo ratings yet
- Tarea CNCDocument9 pagesTarea CNCFranzyzko MarínNo ratings yet
- CNC controla movimientos fabricaciónDocument7 pagesCNC controla movimientos fabricaciónEsk SosaNo ratings yet
- Control Numerico ComputarizadoDocument18 pagesControl Numerico ComputarizadoginnebraNo ratings yet
- Fabrica Tu Propio Router CNC PDFDocument140 pagesFabrica Tu Propio Router CNC PDFJulian Tabares100% (1)
- Electiva 2 Tercer CorteDocument6 pagesElectiva 2 Tercer CorteLIZETH MALLERLY VILLABONNo ratings yet
- Control Numerico ComputarizadoDocument8 pagesControl Numerico ComputarizadoWilfredo Joel Acuña SanchezNo ratings yet
- Codigos G y MDocument9 pagesCodigos G y MRicardo GuadalupeNo ratings yet
- PDF TP 7 CNCDocument7 pagesPDF TP 7 CNCPame MelussiNo ratings yet
- Control NuméricoDocument28 pagesControl NuméricoPOLLO12394% (17)
- Características y Tipos de Sistemas CNCDocument7 pagesCaracterísticas y Tipos de Sistemas CNCNelly ChaconNo ratings yet
- CNC Programacion EjemplosDocument4 pagesCNC Programacion Ejemploslisent2012No ratings yet
- Práctica de CNCDocument14 pagesPráctica de CNCTani Abi Nanis HernandezNo ratings yet
- Trabajo Final CNCDocument54 pagesTrabajo Final CNCDaniel CastilloNo ratings yet
- Clasificacion de Sistemas NumericosDocument5 pagesClasificacion de Sistemas NumericosLïïzMōnrôyVïïlläbonNo ratings yet
- Introduccion A Las Maquinas de CNCDocument6 pagesIntroduccion A Las Maquinas de CNCRicardo Rivas Zuñiga100% (1)
- CNC ManualDocument111 pagesCNC ManualJorge RomeroNo ratings yet
- Control Numérico Computarizado e Impresora 3dDocument14 pagesControl Numérico Computarizado e Impresora 3dAndres PatiñoNo ratings yet
- Maquinado CNCDocument10 pagesMaquinado CNCSamaí PachecoNo ratings yet
- Control NuméricoDocument6 pagesControl Numéricojorge mario ahumada medinaNo ratings yet
- Desarrollo de La Unidad 4Document17 pagesDesarrollo de La Unidad 4Rosalinda Barrios de la cruzNo ratings yet
- INTRODUCCIÓN Torno CNCDocument8 pagesINTRODUCCIÓN Torno CNCClara DiazNo ratings yet
- Control Numero Computarizado (CNC)Document4 pagesControl Numero Computarizado (CNC)santiago100% (1)
- Torno CNCDocument6 pagesTorno CNCIVAN JORA COLQUENo ratings yet
- Programacion CNC Manual y AsistidaDocument5 pagesProgramacion CNC Manual y AsistidaRoxana ArenasJuarezNo ratings yet
- Programación CNC (Torno vs. Fresadora)Document12 pagesProgramación CNC (Torno vs. Fresadora)Angélica RocíoNo ratings yet
- Procesos de manufactura con control numéricoDocument10 pagesProcesos de manufactura con control numéricoMartin Aranda TorresNo ratings yet
- Marco TeoricoDocument34 pagesMarco TeoricoFranciscoNo ratings yet
- Introducción Al Control Numérico ComputarizadoDocument22 pagesIntroducción Al Control Numérico ComputarizadojuanNo ratings yet
- Ensayo CNCDocument15 pagesEnsayo CNCSally Ortega100% (2)
- TORNEO CNC PRÁCTICADocument14 pagesTORNEO CNC PRÁCTICALadhy Guadalupe Feliciano FuentesNo ratings yet
- Máquinas CNC: definición, funcionamiento y aplicacionesDocument6 pagesMáquinas CNC: definición, funcionamiento y aplicacionesRa CaNo ratings yet
- Modulo de ProgramacionDocument78 pagesModulo de ProgramacionRaul Ramirez ResendizNo ratings yet
- Historia Torno y Fresadora CNCDocument3 pagesHistoria Torno y Fresadora CNCgmbNo ratings yet
- Informe Torno CNCDocument9 pagesInforme Torno CNCMckChambiNo ratings yet
- CNC maquinado programaciónDocument54 pagesCNC maquinado programaciónCarlos Fredy EcheverríaNo ratings yet
- Introducción Al C NDocument4 pagesIntroducción Al C NElmer Gabriel Chan PechNo ratings yet
- Proceso Introduccion Procesos CNCDocument4 pagesProceso Introduccion Procesos CNCDavall17No ratings yet
- 4Document6 pages4BRAYAN ESTEVEZNo ratings yet
- Historia Del Torno CNCDocument2 pagesHistoria Del Torno CNCrafaelechuga60% (5)
- Elaborar Un ProgramaDocument11 pagesElaborar Un ProgramaDiana RivasNo ratings yet
- Expo CNC PugaDocument22 pagesExpo CNC PugaLily PalaciosNo ratings yet
- Resumen Ejecutivo CNCDocument3 pagesResumen Ejecutivo CNCdaf1830No ratings yet
- Paolo Alvarez Plasencia, Torno CNCDocument8 pagesPaolo Alvarez Plasencia, Torno CNCPaolo Alvarez PlasenciaNo ratings yet
- Torno CNCDocument20 pagesTorno CNClariza50% (2)
- El Torno de Control NuméricoDocument39 pagesEl Torno de Control NuméricoReyes ElenaNo ratings yet
- Introducción a la fabricación con control numérico (CNCDocument13 pagesIntroducción a la fabricación con control numérico (CNCAldo IsaacNo ratings yet
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109From EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109No ratings yet
- Control de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalFrom EverandControl de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalRating: 5 out of 5 stars5/5 (4)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209From EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209No ratings yet
- Iso 26000Document29 pagesIso 26000DiegoKodnerNo ratings yet
- CON - CION: Direccion de CatastroDocument1 pageCON - CION: Direccion de CatastroDiegoKodnerNo ratings yet
- Pi 003 023 V0 PDFDocument1 pagePi 003 023 V0 PDFDiegoKodnerNo ratings yet
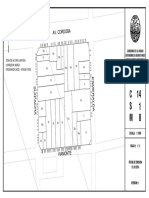
- S C M 14 1 17B: Plano IndiceDocument2 pagesS C M 14 1 17B: Plano IndiceDiegoKodnerNo ratings yet
- Pi 003 029 V0 PDFDocument1 pagePi 003 029 V0 PDFDiegoKodnerNo ratings yet
- R : Iif:ti TDocument1 pageR : Iif:ti TDiegoKodnerNo ratings yet
- IIM: LL: Al/lf.Document1 pageIIM: LL: Al/lf.DiegoKodnerNo ratings yet
- Dirección: Delcatastro - .Document1 pageDirección: Delcatastro - .DiegoKodnerNo ratings yet
- Dfrección Catastro-: DEL Escala 1: F.OooDocument1 pageDfrección Catastro-: DEL Escala 1: F.OooDiegoKodnerNo ratings yet
- Catastro: .. DirecciónDocument1 pageCatastro: .. DirecciónDiegoKodnerNo ratings yet
- Plano Indice: Gobierno de La Ciudad Autonoma de Buenos AiresDocument2 pagesPlano Indice: Gobierno de La Ciudad Autonoma de Buenos AiresDiegoKodnerNo ratings yet
- Pi 003 023 V0 PDFDocument1 pagePi 003 023 V0 PDFDiegoKodnerNo ratings yet
- S C M 20 3 38A: Plano IndiceDocument2 pagesS C M 20 3 38A: Plano IndiceDiegoKodnerNo ratings yet
- .Juncal.: nri'1J:.Rt.. ....Document1 page.Juncal.: nri'1J:.Rt.. ....DiegoKodnerNo ratings yet
- Plano Indice: Gobierno de La Ciudad Autonoma de Buenos AiresDocument3 pagesPlano Indice: Gobierno de La Ciudad Autonoma de Buenos AiresDiegoKodnerNo ratings yet
- S C M 14 1 17B: Plano IndiceDocument2 pagesS C M 14 1 17B: Plano IndiceDiegoKodnerNo ratings yet
- Plano Indice: Zona de Altura Limitada Corredor Aereo ORDENANZA 34203 - 1978 BM 15782Document4 pagesPlano Indice: Zona de Altura Limitada Corredor Aereo ORDENANZA 34203 - 1978 BM 15782DiegoKodnerNo ratings yet
- Municipalldad de La Ciudad de Buenos Aires: .L ) WR.P-J 67. P . EQ:g:.Document1 pageMunicipalldad de La Ciudad de Buenos Aires: .L ) WR.P-J 67. P . EQ:g:.DiegoKodnerNo ratings yet
- Plano Indice: Zona de Altura Limitada Corredor Aereo ORDENANZA 34203 - 1978 BM 15782Document4 pagesPlano Indice: Zona de Altura Limitada Corredor Aereo ORDENANZA 34203 - 1978 BM 15782DiegoKodnerNo ratings yet
- Pi 001 007B V1Document2 pagesPi 001 007B V1DiegoKodnerNo ratings yet
- Viamonte: Escala: 1: 750 La Distancia A Esquina Es ReferencialDocument1 pageViamonte: Escala: 1: 750 La Distancia A Esquina Es ReferencialDiegoKodnerNo ratings yet
- Plano Indice: Gobierno de La Ciudad Autonoma de Buenos AiresDocument2 pagesPlano Indice: Gobierno de La Ciudad Autonoma de Buenos AiresDiegoKodnerNo ratings yet
- Escala: 1: 750 La Distancia A Esquina Es ReferencialDocument1 pageEscala: 1: 750 La Distancia A Esquina Es ReferencialDiegoKodnerNo ratings yet
- Plano Indice: Gobierno de La Ciudad Autonoma de Buenos AiresDocument2 pagesPlano Indice: Gobierno de La Ciudad Autonoma de Buenos AiresDiegoKodnerNo ratings yet
- Escala: 1: 750 La Distancia A Esquina Es ReferencialDocument1 pageEscala: 1: 750 La Distancia A Esquina Es ReferencialDiegoKodnerNo ratings yet
- DDJJ Publicidad Nueva 5Document2 pagesDDJJ Publicidad Nueva 5DiegoKodnerNo ratings yet
- Plano Indice: Gobierno de La Ciudad Autonoma de Buenos AiresDocument2 pagesPlano Indice: Gobierno de La Ciudad Autonoma de Buenos AiresDiegoKodnerNo ratings yet
- FP 001 002 004 V1Document1 pageFP 001 002 004 V1DiegoKodnerNo ratings yet
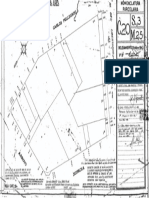
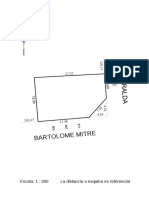
- Bartolome Mitre: Escala: 1: 300 La Distancia A Esquina Es ReferencialDocument1 pageBartolome Mitre: Escala: 1: 300 La Distancia A Esquina Es ReferencialDiegoKodnerNo ratings yet
- Bartolome M Itre: Escala: 1: 750 La Distancia A Esquina Es ReferencialDocument1 pageBartolome M Itre: Escala: 1: 750 La Distancia A Esquina Es ReferencialDiegoKodnerNo ratings yet
- GARCÍA JURADO ARENAS - La Fonética Del Español (Pp. 11-17 y 117-123)Document13 pagesGARCÍA JURADO ARENAS - La Fonética Del Español (Pp. 11-17 y 117-123)Luca TrifilettiNo ratings yet
- Bugatti VeyronDocument6 pagesBugatti Veyrontascoluminova0% (1)
- S01.s2 - Carga Eléctrica y Fuerza EléctricaDocument23 pagesS01.s2 - Carga Eléctrica y Fuerza EléctricaJorge RuizNo ratings yet
- Estabilidad construcciones hormigón armadoDocument48 pagesEstabilidad construcciones hormigón armadocannobbioNo ratings yet
- Predictores de Abordaje de Una Vía Aérea DifícilDocument17 pagesPredictores de Abordaje de Una Vía Aérea DifícilJanett Patricia AronésNo ratings yet
- Ejercicio 47 FlorDocument6 pagesEjercicio 47 FlorStefany CabezaNo ratings yet
- Control de bombeo con variador de velocidadDocument7 pagesControl de bombeo con variador de velocidadJosé FlzNo ratings yet
- Tarjeta Farmacologica PregabalinaDocument2 pagesTarjeta Farmacologica PregabalinaLitzy ArceNo ratings yet
- Covid-19 variante Delta, síntomas y cuarentena IndiaDocument7 pagesCovid-19 variante Delta, síntomas y cuarentena IndiaGómezLeónGabrielNo ratings yet
- Ex. Final - Sist. Radio-TvDocument4 pagesEx. Final - Sist. Radio-TvCOSTA ORTEGA BRANCO RAFAEL HUMBERTONo ratings yet
- DeberDocument6 pagesDeberAnigaby MuñozNo ratings yet
- Hercampuri VademecumDocument7 pagesHercampuri VademecumJarek5093100% (1)
- Antena Dipolo Doblada: Compensación de Impedancia y Mayor Banda PasanteDocument14 pagesAntena Dipolo Doblada: Compensación de Impedancia y Mayor Banda PasanteedgarllanoNo ratings yet
- Moras Del Campo S.A.SDocument16 pagesMoras Del Campo S.A.SJulian David Mendez AponteNo ratings yet
- Actividad 4Document8 pagesActividad 4Luz Angela Henao NavarroNo ratings yet
- Reforma consultorios planta baja edificio anexo francésDocument18 pagesReforma consultorios planta baja edificio anexo francésCharly ColumbNo ratings yet
- Colmena Siglo XVIIIDocument22 pagesColmena Siglo XVIIIAnonymous WdGQ0KeNo ratings yet
- Dominio en El TiempoDocument21 pagesDominio en El TiempoKansocrah NakNo ratings yet
- 3.3.3 Manejo de MultimetroDocument10 pages3.3.3 Manejo de Multimetrofernando patiñoNo ratings yet
- MGI JETVARNISH 3DS impresión efectos 3DDocument4 pagesMGI JETVARNISH 3DS impresión efectos 3DTaty ElejaldeNo ratings yet
- PESMA SoldaduraDocument5 pagesPESMA Soldaduraviviana vasquez garciaNo ratings yet
- Hierro FundidoDocument14 pagesHierro Fundidogiank87100% (1)
- Dosificacion de Mezcla de Concreto Trabajo 1Document2 pagesDosificacion de Mezcla de Concreto Trabajo 1Alan García CastilloNo ratings yet
- Estructuración mixtaDocument3 pagesEstructuración mixtaJerson Misair Ludeña OyolaNo ratings yet
- Plan. Mmto - Tolva 15-20 m3Document1 pagePlan. Mmto - Tolva 15-20 m3Enrique Escobar LozanoNo ratings yet
- Matriz de Rehabilitación y Estimulación Neuropsicológica - 381Document19 pagesMatriz de Rehabilitación y Estimulación Neuropsicológica - 381Cagua Juan AntonioNo ratings yet
- Autoevaluación N°1 - SIM 2 2Document4 pagesAutoevaluación N°1 - SIM 2 2MARION SHIRLEY FERNANDEZ CALDERONNo ratings yet
- Aprendiendo El Lenguaje de Las Plantas, 2010Document11 pagesAprendiendo El Lenguaje de Las Plantas, 2010o_yampi_665513919No ratings yet
- Carburador Monitoreado ElectrónicamenteDocument40 pagesCarburador Monitoreado ElectrónicamenteEduardo Bello50% (2)