You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Two Way Concrete Floor With Slab Bands Longitudinal Bands Analysis and DesignDocument70 pagesTwo Way Concrete Floor With Slab Bands Longitudinal Bands Analysis and Designmusiomi2005No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Hitachi EX3600 Hydraulic Excavator PDFDocument11 pagesHitachi EX3600 Hydraulic Excavator PDFChaerul Umami100% (1)
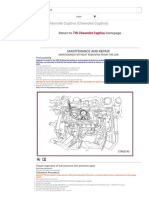
- Chevrolet Captiva Service Manual. MAINTENANCE AND REPAIR.Document57 pagesChevrolet Captiva Service Manual. MAINTENANCE AND REPAIR.krisdiarto@gmail.com96% (23)
- Kill Sheet Calculation Steps, Formulas & Calculators - Drilling ManualDocument7 pagesKill Sheet Calculation Steps, Formulas & Calculators - Drilling ManualGourav RanaNo ratings yet
- Guide For Design of Slab-Column Connections in Monolithic Concrete StructuresDocument4 pagesGuide For Design of Slab-Column Connections in Monolithic Concrete Structuresmusiomi2005100% (1)
- Bolts TheoryDocument30 pagesBolts TheoryIbrahim Mesfin100% (1)
- 09 Technical TablesDocument8 pages09 Technical TablesRuban Vijaya SinghNo ratings yet
- 29 Case Study Trump International Hotel Tower UnlockedDocument8 pages29 Case Study Trump International Hotel Tower UnlockedGustavo PohlotNo ratings yet
- Trump To We ChicagoDocument18 pagesTrump To We Chicagomusiomi2005No ratings yet
- PD 6698-2009Document30 pagesPD 6698-2009Dennoh Mbuthia100% (4)
- Open Book API 510 Practice Exam B Do Not Mark On Your Exam, Use The Answer Sheets ProvidedDocument16 pagesOpen Book API 510 Practice Exam B Do Not Mark On Your Exam, Use The Answer Sheets ProvidedBeantickNo ratings yet
- Six Sigma Report Out TemplateDocument55 pagesSix Sigma Report Out Templatevijayasarathy201325350% (2)
- Vesic (1973) Analysis of Ultimate Loads of Shallow FoundationsDocument14 pagesVesic (1973) Analysis of Ultimate Loads of Shallow FoundationsJuan Felipe Zambrano Bustillo100% (7)
- Ccip Ec2 BridgesDocument140 pagesCcip Ec2 BridgesnuNo ratings yet
- RA 7920 Section 33Document1 pageRA 7920 Section 33Renz Emil ReyesNo ratings yet
- Woodward 2301D ManualDocument104 pagesWoodward 2301D ManualAbdul Samad MahmoodNo ratings yet
- Muthomi Thiankolus CVDocument8 pagesMuthomi Thiankolus CVmusiomi2005No ratings yet
- Analysis of A Rigid Frame Concrete Arch - 1934Document21 pagesAnalysis of A Rigid Frame Concrete Arch - 1934musiomi2005No ratings yet
- Analysis of A Rigid Frame Concrete Arch - 1934Document21 pagesAnalysis of A Rigid Frame Concrete Arch - 1934musiomi2005No ratings yet
- NSCJune2023 DigiDocument36 pagesNSCJune2023 Digirfc1309No ratings yet
- Vesic-1977-Design of Pile FoundationsDocument76 pagesVesic-1977-Design of Pile Foundationsmusiomi2005No ratings yet
- Security EngineeringDocument4 pagesSecurity Engineeringmusiomi2005No ratings yet
- 1.2 McLain HardyDocument29 pages1.2 McLain Hardymusiomi2005No ratings yet
- County Weekly Vol 110Document12 pagesCounty Weekly Vol 110musiomi2005No ratings yet
- 3.3 AxialDocument19 pages3.3 Axialmusiomi2005No ratings yet
- 4.1 Strut & TieDocument15 pages4.1 Strut & Tiemusiomi2005No ratings yet
- 13 2025 PDFDocument15 pages13 2025 PDFkoce_todorovNo ratings yet
- 4.3 FatigueDocument15 pages4.3 Fatiguemusiomi2005No ratings yet
- 4.2 PrestressedDocument25 pages4.2 Prestressedmusiomi2005No ratings yet
- Blue Ocean Hotel Structural Audit QuotationDocument2 pagesBlue Ocean Hotel Structural Audit Quotationmusiomi2005No ratings yet
- 2.1 Understanding Concrete ConstituentsDocument32 pages2.1 Understanding Concrete Constituentsmusiomi2005No ratings yet
- 2.5 Analysis & Design ProcessDocument29 pages2.5 Analysis & Design Processmusiomi2005No ratings yet
- Ref. Ns-9lhk399y Ref. Ns-9lhk399y Receipt # 2040687 Receipt # 2040687Document1 pageRef. Ns-9lhk399y Ref. Ns-9lhk399y Receipt # 2040687 Receipt # 2040687musiomi2005No ratings yet
- (Ebk) CPD Training CatalogueDocument14 pages(Ebk) CPD Training Cataloguemusiomi2005No ratings yet
- PR - Copenhagen Report 2018Document2 pagesPR - Copenhagen Report 2018musiomi2005No ratings yet
- Concrete Testing Products Sales Flyer English HighDocument12 pagesConcrete Testing Products Sales Flyer English Highmusiomi2005No ratings yet
- Statistics of ExtremeDocument44 pagesStatistics of Extrememusiomi2005No ratings yet
- Computation of Stresse in Bridge Slab Due To Wheel Loads by WestergaardDocument23 pagesComputation of Stresse in Bridge Slab Due To Wheel Loads by Westergaardmusiomi2005100% (1)
- 3 Esrtos IntroDocument8 pages3 Esrtos IntroVijayaraghavan VNo ratings yet
- Contra Dam, SwissDocument31 pagesContra Dam, SwissSudheekar ReddyNo ratings yet
- Spirent TestCenter Automation Obj RefDocument3,210 pagesSpirent TestCenter Automation Obj Refokie11No ratings yet
- Mitsubishi Electric Industrial Robots: Communication Middleware (Melfarxm - Ocx) Instruction ManualDocument152 pagesMitsubishi Electric Industrial Robots: Communication Middleware (Melfarxm - Ocx) Instruction ManualRafael GagoNo ratings yet
- Catapult Ref ManDocument372 pagesCatapult Ref ManBiplab RoyNo ratings yet
- Maxstar140str (KK013519)Document52 pagesMaxstar140str (KK013519)mrtans0% (1)
- Robotics Engineering Minor FlowchartDocument1 pageRobotics Engineering Minor FlowchartkskkingNo ratings yet
- Operating Instructions: MCA 122 Modbus TCPDocument46 pagesOperating Instructions: MCA 122 Modbus TCPnefertiti551No ratings yet
- MCT Cable Transit System: Fire Rated, Environmental Cable Sealing SystemsDocument7 pagesMCT Cable Transit System: Fire Rated, Environmental Cable Sealing SystemsRaju ThamkeNo ratings yet
- Seafrost BD50F Refrigerator SystemDocument7 pagesSeafrost BD50F Refrigerator SystemMathiyazhagan SNo ratings yet
- lm230wf1 Tla6Document32 pageslm230wf1 Tla6Charlie SierraNo ratings yet
- Chapter 14 - Storm and Sanitary Analysis PDFDocument41 pagesChapter 14 - Storm and Sanitary Analysis PDFdobridorinNo ratings yet
- Hepworth Clay DoPs - Full SetDocument54 pagesHepworth Clay DoPs - Full SetAnonymous XYAPaxjbYNo ratings yet
- MSM Carbon FibreDocument35 pagesMSM Carbon FibrelokeshkrkushwahaNo ratings yet
- Aip Enr 2.1-1 India 1 Aug 2007Document28 pagesAip Enr 2.1-1 India 1 Aug 2007itsrijoNo ratings yet
- Concrete Mix Design 10Document1 pageConcrete Mix Design 10Rexter UnabiaNo ratings yet
- Sumanta Chowdhury - CLS Aipmt-15-16 XIII Phy Study-Package-7 Set-1 Chapter-27Document32 pagesSumanta Chowdhury - CLS Aipmt-15-16 XIII Phy Study-Package-7 Set-1 Chapter-27Rohit Raj0% (1)
- PCTDS 027 Fendolite MII Cold Wet Weather ApplicationDocument2 pagesPCTDS 027 Fendolite MII Cold Wet Weather ApplicationMohammed AhteshamNo ratings yet
- Technical Brochure Metal Ceilings V100-V200-en EUDocument12 pagesTechnical Brochure Metal Ceilings V100-V200-en EUNicu PotîngNo ratings yet
- Cryptographic Systems Tend To Involve Both Algorithm and ADocument6 pagesCryptographic Systems Tend To Involve Both Algorithm and APawan Kumar ThakurNo ratings yet
- Annex12 Technical Cards For Accessible ConstructionDocument44 pagesAnnex12 Technical Cards For Accessible Constructionarchitectfemil6663No ratings yet