You might also like
- Phay Master Cam 9Document126 pagesPhay Master Cam 9Duc Thang LeNo ratings yet
- SAMPLE MastercamX6 Mill-L1 TrainingTutorialDocument85 pagesSAMPLE MastercamX6 Mill-L1 TrainingTutorialmyr30No ratings yet
- Tutorial Mill and TurnDocument282 pagesTutorial Mill and TurnAbdullah100% (1)
- HAAS VF-HS Mill Programming Book 2005Document143 pagesHAAS VF-HS Mill Programming Book 2005Robert HamiltonNo ratings yet
- Application Tutorial: STL Machining 3-Axis Roughing and Finishing (HSR/HSM) and Sim. 5-Axis FinishingDocument61 pagesApplication Tutorial: STL Machining 3-Axis Roughing and Finishing (HSR/HSM) and Sim. 5-Axis FinishingMirjana EricNo ratings yet
- 63522en 02Document598 pages63522en 02Samuel MarquezNo ratings yet
- SAMPLE-X3 Handbook Volume 1Document30 pagesSAMPLE-X3 Handbook Volume 1Kris Crazzy100% (1)
- MasterCAM - X5 - Mill Lesson #5Document52 pagesMasterCAM - X5 - Mill Lesson #5Rafael DonadioNo ratings yet
- Siemens PLM Solid Edge Mold Tooling PDFDocument3 pagesSiemens PLM Solid Edge Mold Tooling PDFabsalon_jarv0% (1)
- Master Cam X5 Lathe TutorialDocument8 pagesMaster Cam X5 Lathe TutoriallionlionsherNo ratings yet
- MasterCAM X8 - Getting Started With Solids Tutorial PDFDocument78 pagesMasterCAM X8 - Getting Started With Solids Tutorial PDFSylvhiia PerezNo ratings yet
- CHooks Supplied With MastercamDocument4 pagesCHooks Supplied With MastercamVictor BarraganNo ratings yet
- SAMPLE Mastercam X9 Design Training Tutorial PDFDocument37 pagesSAMPLE Mastercam X9 Design Training Tutorial PDFGuillermo RamirezNo ratings yet
- Version 9.1 MP Post Ref Guide ChangesDocument86 pagesVersion 9.1 MP Post Ref Guide ChangesMinh PhươngNo ratings yet
- Mastercam 9Document69 pagesMastercam 9chicho640492% (13)
- Mpfan Post Processor Help FileDocument3 pagesMpfan Post Processor Help FileEd lHighNo ratings yet
- Multi Axis Lesson 7Document34 pagesMulti Axis Lesson 7Truonglana100% (1)
- SAMPLE Mastercam X9 Mill Essentials Training Tutorial METRICDocument52 pagesSAMPLE Mastercam X9 Mill Essentials Training Tutorial METRICvlad_bj_86224467% (3)
- CATIA V5 Fundamentals - Lesson 2: Profile CreationDocument97 pagesCATIA V5 Fundamentals - Lesson 2: Profile CreationAnonymous 8vNGfpdoNo ratings yet
- DMG-iTNC530 MillProgManual (533 190-23) PDFDocument789 pagesDMG-iTNC530 MillProgManual (533 190-23) PDFMACKAY9999No ratings yet
- B-64304en-1 - 02 (Manual Del Operador Torno) PDFDocument446 pagesB-64304en-1 - 02 (Manual Del Operador Torno) PDFIrineo Avalos MejiaNo ratings yet
- Tutoriales Mastercam V8 6-11Document128 pagesTutoriales Mastercam V8 6-11Eduardo Felix Ramirez PalaciosNo ratings yet
- 0i-D Description ManualDocument292 pages0i-D Description ManualR SUNDARNo ratings yet
- Mastercam Lathe Lesson 9 CAMInstructorDocument54 pagesMastercam Lathe Lesson 9 CAMInstructordanquinn24100% (1)
- Mastercam 2019 Handbook Volume 2 SAMPLESDocument38 pagesMastercam 2019 Handbook Volume 2 SAMPLESThanh VũNo ratings yet
- Project Final Year On The Injection Plastic ModuleDocument41 pagesProject Final Year On The Injection Plastic ModuleSajid ZeyaNo ratings yet
- Sample X5 Mill Level 1 Training Tutorial MetricDocument98 pagesSample X5 Mill Level 1 Training Tutorial MetricMario TrevinoNo ratings yet
- X8 Mastercam Training Solutions BrochureMay2014Document8 pagesX8 Mastercam Training Solutions BrochureMay2014absalon_jarvNo ratings yet
- Help ToolpathDocument735 pagesHelp Toolpathhoang lyNo ratings yet
- MasterCam Design V9Document141 pagesMasterCam Design V9ikaro181083No ratings yet
- CH03. Sheet Metal ProcessesDocument74 pagesCH03. Sheet Metal ProcessesIcookiesNo ratings yet
- Doosan Puma 2600yDocument24 pagesDoosan Puma 2600ybaumgconradoNo ratings yet
- MpgugDocument96 pagesMpgugiagomouNo ratings yet
- 4th Axis PocketDocument8 pages4th Axis PocketAlaek Nu'manNo ratings yet
- SAMPLE MastercamX9 Beginner TrainingTutorialDocument56 pagesSAMPLE MastercamX9 Beginner TrainingTutorialCristian FuentesNo ratings yet
- 3 Axis Surface Machining (Smgug - C2, DISC 1, Online, Samples)Document429 pages3 Axis Surface Machining (Smgug - C2, DISC 1, Online, Samples)Clode23No ratings yet
- The Use of Variables, Macros and Subroutines and Compatibility With FANUC Parametric Programming ......................... 3Document10 pagesThe Use of Variables, Macros and Subroutines and Compatibility With FANUC Parametric Programming ......................... 3Jérôme GRANGENo ratings yet
- 302 PostblocksDocument206 pages302 PostblocksHoang LamNo ratings yet
- MasterCAM X5 Mill TutorialDocument10 pagesMasterCAM X5 Mill TutorialFagner MouraNo ratings yet
- MCAMX3 Installation GuideDocument88 pagesMCAMX3 Installation Guideabsalon_jarvNo ratings yet
- 3-Axis Flowline FinishingDocument4 pages3-Axis Flowline FinishingCristian MartinezNo ratings yet
- PowerMILL 2016 - Getting Started enDocument87 pagesPowerMILL 2016 - Getting Started enRaulEstalNo ratings yet
- Mastercam X5 Solids Training TutorialDocument49 pagesMastercam X5 Solids Training TutorialquaxesNo ratings yet
- MasterCAM - X4 - Mill Professional Course Ware L3Document19 pagesMasterCAM - X4 - Mill Professional Course Ware L3Rafael Donadio100% (2)
- 307 Parameter InformationDocument293 pages307 Parameter InformationHoang LamNo ratings yet
- Intro To MastercamDocument133 pagesIntro To MastercamVictorIturriagaNo ratings yet
- Catia BookDocument232 pagesCatia BookFlorin Manea100% (8)
- MCAMX2 Art TutorialDocument350 pagesMCAMX2 Art Tutorialcadcamshop100% (1)
- Edu Cat en Vba Af v5r19 ToprintDocument153 pagesEdu Cat en Vba Af v5r19 Toprintcadthein100% (1)
- CNC-Calc Post Processor - Basic ConfigurationDocument4 pagesCNC-Calc Post Processor - Basic ConfigurationThiênMệnhNo ratings yet
- EdgeCAM 2015Document12 pagesEdgeCAM 2015Daniela UlianNo ratings yet
- Readme MillplusDocument2 pagesReadme MillplusVagner Aux CadNo ratings yet
- CAMWorks Flex License Manager SetupDocument3 pagesCAMWorks Flex License Manager SetupminizeusNo ratings yet
- Smoke On The Water TablatureDocument1 pageSmoke On The Water Tablaturetanuxi2No ratings yet
- Victim of Partner ViolenceDocument1 pageVictim of Partner ViolenceVagner Aux CadNo ratings yet
- Mill Post InfoDocument1 pageMill Post InfoVagner Aux CadNo ratings yet
- Introduction To The ESPRIT Post ProcessorDocument21 pagesIntroduction To The ESPRIT Post Processordaedalus0x1a4100% (8)
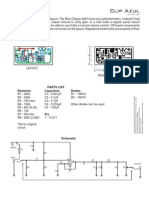
- Blue ClipperDocument1 pageBlue ClipperAugusto FigueiraNo ratings yet
- Pepe fk40 v3 2012 11 16Document1 pagePepe fk40 v3 2012 11 16Vagner Aux CadNo ratings yet
- ReadmeDocument1 pageReadmeVagner CncNo ratings yet
- Win. Loader W7Document26 pagesWin. Loader W7Roberto Giner PérezNo ratings yet
- Offset BugDocument1 pageOffset BugVagner Aux CadNo ratings yet
- MosFET BoosterDocument1 pageMosFET BoosterGustavoTfLaNo ratings yet
- Wintool Esprit Interface eDocument23 pagesWintool Esprit Interface eVagner Aux CadNo ratings yet
- HistoryDocument7 pagesHistoryVagner Aux CadNo ratings yet
- Wintool Esprit Interface eDocument23 pagesWintool Esprit Interface eVagner Aux CadNo ratings yet
- Espritsolution ReportgeneratorDocument2 pagesEspritsolution ReportgeneratorVagner Aux CadNo ratings yet
- ReadmeDocument3 pagesReadmeAbhiyan Anala ArvindNo ratings yet
- LicenseDocument6 pagesLicensemerrysun22No ratings yet
- Tonepad OctaviarmDocument1 pageTonepad OctaviarmVagner Aux CadNo ratings yet
- Siemens CommandsDocument4 pagesSiemens Commandsemaster1No ratings yet
- Fanuc LogDocument1 pageFanuc LogVagner Aux CadNo ratings yet
- LicenseDocument6 pagesLicensemerrysun22No ratings yet
- Lgjo Sdijhgosdjrgoásejhnrgnedgrstmb Weropbym W4ipe5uqvo 4hrt5i9q43r5tykwerjnguiertnghoeratmnhbioerDocument2 pagesLgjo Sdijhgosdjrgoásejhnrgnedgrstmb Weropbym W4ipe5uqvo 4hrt5i9q43r5tykwerjnguiertnghoeratmnhbioerVagner Aux CadNo ratings yet
- Lgjo Sdijhgosdjrgoásejhnrgnedgrstmb Weropbym W4ipe5uqvo 4hrt5i9q43r5tykwerjnguiertnghoeratmnhbioerDocument2 pagesLgjo Sdijhgosdjrgoásejhnrgnedgrstmb Weropbym W4ipe5uqvo 4hrt5i9q43r5tykwerjnguiertnghoeratmnhbioerVagner Aux CadNo ratings yet
- The Complete Book of Scales and Arpeggios For Guitar PDFDocument50 pagesThe Complete Book of Scales and Arpeggios For Guitar PDFLais Garcia80% (5)
- Lgjo Sdijhgosdjrgoásejhnrgnedgrstmb Weropbym W4ipe5uqvo 4hrt5i9q43r5tykwerjnguiertnghoeratmnhbioerDocument2 pagesLgjo Sdijhgosdjrgoásejhnrgnedgrstmb Weropbym W4ipe5uqvo 4hrt5i9q43r5tykwerjnguiertnghoeratmnhbioerVagner Aux CadNo ratings yet
- Album ReviewDocument1 pageAlbum ReviewVagner Aux CadNo ratings yet
- GhvkgfhkgfgvjhfgulfyljgvuyfjlhgvuylfjlhgulyfjlguyfjlhfgvuyfutfljvulfuDocument1 pageGhvkgfhkgfgvjhfgulfyljgvuyfjlhgvuylfjlhgulyfjlguyfjlhfgvuyfutfljvulfuVagner Aux CadNo ratings yet
- Belimo ARB24-SR Datasheet En-UsDocument2 pagesBelimo ARB24-SR Datasheet En-Usian_gushepiNo ratings yet
- BCSS Sec Unit 1 Listening and Speaking SkillsDocument16 pagesBCSS Sec Unit 1 Listening and Speaking Skillsjiny benNo ratings yet
- Group 9Document1 pageGroup 9Kyla Jane GabicaNo ratings yet
- Red Hat Ceph Storage-1.2.3-Ceph Configuration Guide-en-US PDFDocument127 pagesRed Hat Ceph Storage-1.2.3-Ceph Configuration Guide-en-US PDFJony NguyễnNo ratings yet
- Jose André Morales, PH.D.: Ingeniería SocialDocument56 pagesJose André Morales, PH.D.: Ingeniería SocialJYMYNo ratings yet
- Poster@IcepeDocument1 pagePoster@IcepeAakash NawabNo ratings yet
- E&i QC Inspector Resum and DocumentsDocument24 pagesE&i QC Inspector Resum and DocumentsIrfan 786pakNo ratings yet
- Grounding & Bonding - The Foundation For Effective Electrical Protection PDFDocument76 pagesGrounding & Bonding - The Foundation For Effective Electrical Protection PDFFabian Nina Aguirre100% (1)
- Denso - History PDFDocument5 pagesDenso - History PDFVenkateswaran KrishnamurthyNo ratings yet
- Vedic Town Planning ConceptsDocument17 pagesVedic Town Planning ConceptsyaminiNo ratings yet
- CHECK - Chapter 11 TCD AnswersDocument6 pagesCHECK - Chapter 11 TCD AnswersbonolomphaNo ratings yet
- Syllabus 9701 Chemistry AS: AS or A2 UnitsDocument4 pagesSyllabus 9701 Chemistry AS: AS or A2 UnitsHubbak KhanNo ratings yet
- I. Ifugao and Its TribeDocument8 pagesI. Ifugao and Its TribeGerard EscandaNo ratings yet
- Anin, Cris Adrian U. Experiment Water Flirtation ELECTIVE 103Document2 pagesAnin, Cris Adrian U. Experiment Water Flirtation ELECTIVE 103Cris Adrian Umadac AninNo ratings yet
- Financial/ Accounting Ratios: Sebi Grade A & Rbi Grade BDocument10 pagesFinancial/ Accounting Ratios: Sebi Grade A & Rbi Grade Bneevedita tiwariNo ratings yet
- SITXWHS001 - Participate in Safe Work Practices Student GuideDocument42 pagesSITXWHS001 - Participate in Safe Work Practices Student GuideMarianne FernandoNo ratings yet
- Comparison of Offline and Online Partial Discharge For Large Mot PDFDocument4 pagesComparison of Offline and Online Partial Discharge For Large Mot PDFcubarturNo ratings yet
- 12 Layer PCB Manufacturing and Stack Up OptionsDocument12 pages12 Layer PCB Manufacturing and Stack Up OptionsjackNo ratings yet
- Repro Indo China Conf PDFDocument16 pagesRepro Indo China Conf PDFPavit KaurNo ratings yet
- FWN Magazine 2018 - Leonor VintervollDocument48 pagesFWN Magazine 2018 - Leonor VintervollFilipina Women's NetworkNo ratings yet
- Ansi Numerical CodeDocument6 pagesAnsi Numerical Codekachra13No ratings yet
- CPARDocument2 pagesCPARHarryrich MarbellaNo ratings yet
- Understand Fox Behaviour - Discover WildlifeDocument1 pageUnderstand Fox Behaviour - Discover WildlifeChris V.No ratings yet
- Painting: 22.1 Types of PaintsDocument8 pagesPainting: 22.1 Types of PaintsRosy RoseNo ratings yet
- Preparation of Kevlar-49 Fabric/E-Glass Fabric/Epoxy Composite Materials and Characterization of Their Mechanical PropertiesDocument10 pagesPreparation of Kevlar-49 Fabric/E-Glass Fabric/Epoxy Composite Materials and Characterization of Their Mechanical PropertiesIndhu ElangoNo ratings yet
- Fuel Injection PDFDocument11 pagesFuel Injection PDFscaniaNo ratings yet
- Applications of Remote Sensing and Gis For UrbanDocument47 pagesApplications of Remote Sensing and Gis For UrbanKashan Ali KhanNo ratings yet
- Tutorial 4 QuestionsDocument3 pagesTutorial 4 QuestionshrfjbjrfrfNo ratings yet
- Software Requirements SpecificationDocument9 pagesSoftware Requirements SpecificationSu-kEm Tech LabNo ratings yet
- English Literature Coursework Aqa GcseDocument6 pagesEnglish Literature Coursework Aqa Gcsef5d17e05100% (2)