You might also like
- 131-14 Ball Pack Dock SalterDocument1 page131-14 Ball Pack Dock SalterIvan BaraćNo ratings yet
- BVCXDocument1 pageBVCXIvan BaraćNo ratings yet
- 130-14 Ball Pack Dock Salter 1.2. 6Document2 pages130-14 Ball Pack Dock Salter 1.2. 6Ivan BaraćNo ratings yet
- WKBrothersDraw PDFDocument2 pagesWKBrothersDraw PDFIvan BaraćNo ratings yet
- BVCXDocument1 pageBVCXIvan BaraćNo ratings yet
- Ivan Barac: ExperienceDocument1 pageIvan Barac: ExperienceIvan BaraćNo ratings yet
- BVCXDocument1 pageBVCXIvan BaraćNo ratings yet
- BVCXDocument1 pageBVCXIvan BaraćNo ratings yet
- Ivan Barac: ExperienceDocument1 pageIvan Barac: ExperienceIvan BaraćNo ratings yet
- Ivan Barac: ExperienceDocument1 pageIvan Barac: ExperienceIvan BaraćNo ratings yet
- Ivan Barac: ExperienceDocument1 pageIvan Barac: ExperienceIvan BaraćNo ratings yet
- Ivan Barac: ExperienceDocument1 pageIvan Barac: ExperienceIvan BaraćNo ratings yet
- Ivan Barac: ExperienceDocument1 pageIvan Barac: ExperienceIvan BaraćNo ratings yet
- Ivan Barac: ExperienceDocument1 pageIvan Barac: ExperienceIvan BaraćNo ratings yet
- Ivan Barac: ExperienceDocument1 pageIvan Barac: ExperienceIvan BaraćNo ratings yet
- Ivan Barac: ExperienceDocument1 pageIvan Barac: ExperienceIvan BaraćNo ratings yet
- Ivan Barac: ExperienceDocument1 pageIvan Barac: ExperienceIvan BaraćNo ratings yet
- Ivan Barac: ExperienceDocument1 pageIvan Barac: ExperienceIvan BaraćNo ratings yet
- Ivan Barac: ExperienceDocument1 pageIvan Barac: ExperienceIvan BaraćNo ratings yet
- Ivan Barac: ExperienceDocument1 pageIvan Barac: ExperienceIvan BaraćNo ratings yet
- Ivan Barac: Recipient NameDocument1 pageIvan Barac: Recipient NameIvan BaraćNo ratings yet
- Durma Press Brake Safety32310Document5 pagesDurma Press Brake Safety32310Ivan BaraćNo ratings yet
- Recipient Name Contact: Title - Company - Address - City, ST ZIP Address City, ST ZIP Email TelephoneDocument1 pageRecipient Name Contact: Title - Company - Address - City, ST ZIP Address City, ST ZIP Email TelephoneIvan BaraćNo ratings yet
- NH 12025Document40 pagesNH 12025Ivan BaraćNo ratings yet
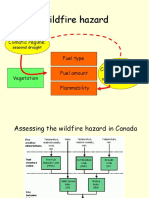
- Wildfire Hazard: Climatic Regime: Fuel Type Fuel Amount Flammability VegetationDocument65 pagesWildfire Hazard: Climatic Regime: Fuel Type Fuel Amount Flammability VegetationIvan Barać100% (1)
- FLAMMABLE: Catches Fire Easily: Make Other Substances Burn More FiercelyDocument3 pagesFLAMMABLE: Catches Fire Easily: Make Other Substances Burn More FiercelyIvan BaraćNo ratings yet
- Tech Shop Safety Level 2Document28 pagesTech Shop Safety Level 2Ivan BaraćNo ratings yet
- Kerja Pelat Sheet Metal Teknik MesinDocument82 pagesKerja Pelat Sheet Metal Teknik MesinIdham Sadaqa JNo ratings yet
- Technical Information Sheet TIS No 12: 2005Document2 pagesTechnical Information Sheet TIS No 12: 2005Ivan BaraćNo ratings yet
- Durma Press Brake Safety32310Document5 pagesDurma Press Brake Safety32310Ivan BaraćNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Atma Ram Sanatan Dharma College: PresentationDocument6 pagesAtma Ram Sanatan Dharma College: PresentationRishikeshav RaviNo ratings yet
- The Network+ Cram Sheet: Networking ConceptsDocument4 pagesThe Network+ Cram Sheet: Networking ConceptsISTAKHAR UDDIN AHAMED100% (1)
- Amta5 8 Applying Tungsten Inert Gas Tig Welding TechniquesDocument115 pagesAmta5 8 Applying Tungsten Inert Gas Tig Welding TechniquesAbu RectifyNo ratings yet
- Total Phenolic and Flavonoid Contents of Srikaya (Annona Squamosa L.) Leaf Fermented ExtractsDocument14 pagesTotal Phenolic and Flavonoid Contents of Srikaya (Annona Squamosa L.) Leaf Fermented ExtractsAhmad HidayahNo ratings yet
- Math 138 Functional Analysis Notes PDFDocument159 pagesMath 138 Functional Analysis Notes PDFAidan HolwerdaNo ratings yet
- Dynamic Group Number Assignment (DGNA)Document16 pagesDynamic Group Number Assignment (DGNA)afkaeNo ratings yet
- The ParagraphDocument4 pagesThe Paragraphapi-238710927No ratings yet
- DRK109A&B Touch-Screen Bursting Strength TesterDocument2 pagesDRK109A&B Touch-Screen Bursting Strength Testermohamadreza1368No ratings yet
- Metric Ton Is 1000 KGDocument5 pagesMetric Ton Is 1000 KGmcpayodNo ratings yet
- Krilna Rexroth 1pv2v3Document8 pagesKrilna Rexroth 1pv2v3ado_22No ratings yet
- Juki Revised Top BotDocument12 pagesJuki Revised Top BotFabio GonzalezNo ratings yet
- HCL McQs SET-3Document8 pagesHCL McQs SET-3ThorNo ratings yet
- From Navier Stokes To Black Scholes - Numerical Methods in Computational FinanceDocument13 pagesFrom Navier Stokes To Black Scholes - Numerical Methods in Computational FinanceTrader CatNo ratings yet
- PointersDocument29 pagesPointersHindhupriyaNo ratings yet
- LEC# 15. Vapor Compression, Air ConditioningDocument31 pagesLEC# 15. Vapor Compression, Air ConditioningAhmer KhanNo ratings yet
- Science July Assignment Grade 8Document3 pagesScience July Assignment Grade 8G PNo ratings yet
- TransistorDocument1 pageTransistorXhaNo ratings yet
- ProNest 2012 Data SheetDocument2 pagesProNest 2012 Data Sheetalejandro777_eNo ratings yet
- 02 Bateria 12V - 150AHDocument2 pages02 Bateria 12V - 150AHRafael AlvarezNo ratings yet
- HAARPDocument230 pagesHAARPMartin hume100% (2)
- OSHA Module 3Document17 pagesOSHA Module 3Varsha GNo ratings yet
- Math10 - Q1 - Mod3 - DeterminingArithmetic - V3 1Document28 pagesMath10 - Q1 - Mod3 - DeterminingArithmetic - V3 1Cristina Amantiad100% (5)
- MagPi70 PDFDocument100 pagesMagPi70 PDFDaniel TuarezNo ratings yet
- Class 10 CatalogueDocument5 pagesClass 10 CatalogueharishchandraNo ratings yet
- Introduction To Shadowgraph and Schlieren Imaging: RIT Scholar WorksDocument59 pagesIntroduction To Shadowgraph and Schlieren Imaging: RIT Scholar WorksAnmar HamidNo ratings yet
- 20-F201007-SC-010 R0 - Design Calculation of Foam Tank and Fire Pump ShedDocument187 pages20-F201007-SC-010 R0 - Design Calculation of Foam Tank and Fire Pump ShedSaravan KumarNo ratings yet
- Class Progress Chart Electrical Installation and Maintenance NC Ii (196 HRS)Document2 pagesClass Progress Chart Electrical Installation and Maintenance NC Ii (196 HRS)Shairrah Claire Bañares BatangueNo ratings yet
- Product Manual: 1018 - Phidgetinterfacekit 8/8/8Document21 pagesProduct Manual: 1018 - Phidgetinterfacekit 8/8/8Eduardo Piña Martínez100% (1)
- 1 - A Biomechanical Model To Predict Hand-Arm Vibration When UsingDocument7 pages1 - A Biomechanical Model To Predict Hand-Arm Vibration When Usingkamel atiiaNo ratings yet
- GGDocument8 pagesGGGaurav SharmaNo ratings yet