You might also like
- SurfaceProcedure Preparation-085 R3Document17 pagesSurfaceProcedure Preparation-085 R3Vinu Raveendran100% (1)
- Structural Steel Blasting and Painting ProceduresDocument16 pagesStructural Steel Blasting and Painting ProceduresHansel Francis60% (10)
- Procedure For Surface PreparationDocument10 pagesProcedure For Surface PreparationEric MagnayeNo ratings yet
- Surface Preparation and Painting Method for Alloy PipingDocument9 pagesSurface Preparation and Painting Method for Alloy Pipingsharif339No ratings yet
- Fiberglass Coating SpecDocument3 pagesFiberglass Coating Specponnivalavans_994423100% (1)
- Form Sandblast & Painting ReportDocument3 pagesForm Sandblast & Painting ReportKMPE Div PPICNo ratings yet
- Blasting Painting ProcedureDocument4 pagesBlasting Painting ProcedureRyanNo ratings yet
- Blasting & Painting Ops ProcedureDocument12 pagesBlasting & Painting Ops ProcedurekolaaruNo ratings yet
- Coating Procedure GuideDocument8 pagesCoating Procedure Guidedeva0170% (2)
- Coating Procedure - General Rev.03Document35 pagesCoating Procedure - General Rev.03moytabura96100% (2)
- Blasting and Painting ProcedureDocument9 pagesBlasting and Painting Procedureisukuru67% (12)
- Abrasive Blasting S.O.P.7ADocument7 pagesAbrasive Blasting S.O.P.7AFerlie Indrapati100% (1)
- Blasting and Coating ProcedureDocument8 pagesBlasting and Coating Procedureaamirsaddiq100% (1)
- BlastpaintDocument12 pagesBlastpaintdeje1726No ratings yet
- Painting Procedure TemplateDocument15 pagesPainting Procedure TemplateMohd Fadzle93% (70)
- Painting Procedure TemplateDocument14 pagesPainting Procedure TemplateNnamdi Celestine NnamdiNo ratings yet
- Painting ReportDocument1 pagePainting Reportbaidu1980No ratings yet
- Blasting & Painting ProcedureDocument10 pagesBlasting & Painting ProcedurepraksahNo ratings yet
- KNPC tank cleaning and painting proceduresDocument10 pagesKNPC tank cleaning and painting proceduresMohamed RizwanNo ratings yet
- Surface Preparation Standards JotunDocument2 pagesSurface Preparation Standards JotunbacabacabacaNo ratings yet
- Hempel's Epoxy Knifing Filler - DatasheetDocument2 pagesHempel's Epoxy Knifing Filler - Datasheetmuhammedemraan100% (2)
- Blasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateDocument3 pagesBlasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateLOPA THANDARNo ratings yet
- BLASTING AND PAINTING PROCEDUREDocument9 pagesBLASTING AND PAINTING PROCEDUREAhmad FadlullahNo ratings yet
- New SSPC Visual Standard for Abrasive Blast CleaningDocument4 pagesNew SSPC Visual Standard for Abrasive Blast CleaningOscar López Lemos100% (1)
- Painting SpecificationDocument19 pagesPainting SpecificationArunkumar Rackan0% (1)
- MNT - QC - BP - 001 Blasting & Painting ReportDocument1 pageMNT - QC - BP - 001 Blasting & Painting Reportsivagnanam sNo ratings yet
- Attachment: Painting ProcedureDocument79 pagesAttachment: Painting ProcedureOmar Wardeh100% (2)
- Pickling & Passivation - InspectionDocument7 pagesPickling & Passivation - InspectionBhanu Pratap ChoudhuryNo ratings yet
- Painting Procedure ProjectDocument15 pagesPainting Procedure ProjectAnas PratamaNo ratings yet
- Repair Touch-Up Paint ProcedureDocument10 pagesRepair Touch-Up Paint ProcedureLiyakathalikhan Shahjahan100% (1)
- Field Hydrostatic Testing of Piping Systems-EGDocument9 pagesField Hydrostatic Testing of Piping Systems-EGYusufNo ratings yet
- Painting Procedure Template PDFDocument14 pagesPainting Procedure Template PDFjohn100% (1)
- Daily Consumed Productive Hours: Job No: MRT-FRM-304-109 Responsible Engineer: Saif Ullah KhanDocument4 pagesDaily Consumed Productive Hours: Job No: MRT-FRM-304-109 Responsible Engineer: Saif Ullah KhanSUKhanNo ratings yet
- Painting ProcedureDocument18 pagesPainting ProcedurehainguyenbkvhvNo ratings yet
- Method Statement for Auxiliary Absorbent Tank ErectionDocument4 pagesMethod Statement for Auxiliary Absorbent Tank Erectionmanish pathrabeNo ratings yet
- Blasting Coating ProcedureDocument61 pagesBlasting Coating ProcedureZohair Aftab100% (1)
- Pickling and Passivation ProcedureDocument4 pagesPickling and Passivation ProcedureJaroslaw Konieczny0% (1)
- Surface Preparation Guide for Coating SuccessDocument9 pagesSurface Preparation Guide for Coating SuccessnnuekNo ratings yet
- Abrasive Sand-Blasting Procedure PDFDocument5 pagesAbrasive Sand-Blasting Procedure PDFEko Kurniawan100% (5)
- Painting Procedure GlobalDocument15 pagesPainting Procedure GlobalUbed KudachiNo ratings yet
- Blasting and Painting ProcedureDocument6 pagesBlasting and Painting ProcedureBESTIN100% (2)
- Painting Procedures ADocument7 pagesPainting Procedures AMaged Lotfy Abdel-aal100% (1)
- Blasting and Painting Procedure - 1Document6 pagesBlasting and Painting Procedure - 1Azrul Rais64% (11)
- Paint Repair ProcedureDocument1 pagePaint Repair ProcedureJennifer Bradley100% (2)
- Painting InspectionDocument63 pagesPainting Inspectionmarvinhilario100% (4)
- Painting Specification for Aegean Refinery ProjectDocument18 pagesPainting Specification for Aegean Refinery Projectraluca_19735597No ratings yet
- 2 Painting Insp - Report (PN-001)Document1 page2 Painting Insp - Report (PN-001)Vimin Prakash100% (3)
- Ai Hempadur 87540 EnglishDocument2 pagesAi Hempadur 87540 EnglishAmilcar BolagNo ratings yet
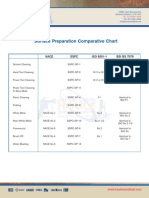
- Surface Preparation Comparative ChartDocument1 pageSurface Preparation Comparative Chartcmms88No ratings yet
- Painting Inspection ReportDocument1 pagePainting Inspection Reportakturkam8571% (7)
- Surface Preparation and Painting Procedure Rev.01 PDFDocument23 pagesSurface Preparation and Painting Procedure Rev.01 PDFSaid Alauddeen Faisz100% (1)
- Surface Preparation and Painting Procedure Rev 01 PDFDocument23 pagesSurface Preparation and Painting Procedure Rev 01 PDFNaceur Turki100% (3)
- Internal Painting of Fuel TanksDocument9 pagesInternal Painting of Fuel Tankstzimtiger50% (2)
- HPCL - Painting - Procedure ScannedDocument17 pagesHPCL - Painting - Procedure ScannedmanishkapriNo ratings yet
- Cisper Paint ProcedureDocument6 pagesCisper Paint ProcedureMike PrescottNo ratings yet
- GAIL Tender For Specification For Painting of PipelinesDocument13 pagesGAIL Tender For Specification For Painting of PipelinesKumararaja Konikki100% (1)
- Painting Procedure 16.03.2021Document18 pagesPainting Procedure 16.03.2021selvakumarNo ratings yet
- 30 - Painting ProcedureDocument12 pages30 - Painting ProcedureNguyen Anh TuanNo ratings yet
- InternalPainting PDFDocument9 pagesInternalPainting PDFPhilip LonerganNo ratings yet
- STD Spec SHP Field PNTG PDFDocument5 pagesSTD Spec SHP Field PNTG PDFBoby ThomasNo ratings yet
- All About Stainless and Heat-Resistant SteelDocument8 pagesAll About Stainless and Heat-Resistant SteelsaeidianNo ratings yet
- Welding Ra330 PDFDocument12 pagesWelding Ra330 PDFsaeidianNo ratings yet
- 21 Weldability of SteelsDocument40 pages21 Weldability of Steelssaeidian100% (2)
- Post Weld Heat TreatmentDocument2 pagesPost Weld Heat TreatmentgullenariNo ratings yet
- Weld NDT WorkDocument29 pagesWeld NDT WorksaeidianNo ratings yet
- Post Weld ElectricDocument4 pagesPost Weld ElectricsaeidianNo ratings yet
- ºF ºC ºF ºC Lower Limit Upper Limit Color Code MaterialDocument1 pageºF ºC ºF ºC Lower Limit Upper Limit Color Code Materialiran1362No ratings yet
- TB MBA 101 Management Behavioural ProcessDocument51 pagesTB MBA 101 Management Behavioural Processchetan_don0% (1)
- 268US03 Oiltech Technical & Product Catalogue Letter WDocument48 pages268US03 Oiltech Technical & Product Catalogue Letter WMauricio CarestiaNo ratings yet
- ButeDocument89 pagesButeNassime AmnNo ratings yet
- Automatic Helmet DetectDocument4 pagesAutomatic Helmet Detectvasanth100% (1)
- Advantages and Disadvantages of EscalatorsDocument2 pagesAdvantages and Disadvantages of EscalatorsMuhammad Nabill Jeffri100% (1)
- Army Aviation Digest - Feb 1967Document68 pagesArmy Aviation Digest - Feb 1967Aviation/Space History LibraryNo ratings yet
- Work Instruction For Coil Taping Process of EE14 (1&4 Pin)Document6 pagesWork Instruction For Coil Taping Process of EE14 (1&4 Pin)k.mehaboob bashaNo ratings yet
- Mahusay Module 4 Acc3110Document2 pagesMahusay Module 4 Acc3110Jeth MahusayNo ratings yet
- ResumeDocument4 pagesResumeBazlaa HasmanNo ratings yet
- Hybrid Electric Bike ResearchDocument31 pagesHybrid Electric Bike Researchmerlinson1100% (5)
- Gabriel Feltran. "The Revolution We Are Living"Document9 pagesGabriel Feltran. "The Revolution We Are Living"Marcos Magalhães Rosa100% (1)
- ACP160DDocument14 pagesACP160Dinbox934No ratings yet
- Organizational Structure and ProfilesDocument178 pagesOrganizational Structure and ProfilesImran Khan NiaziNo ratings yet
- Fc6a Plus (MQTT)Document44 pagesFc6a Plus (MQTT)black boxNo ratings yet
- Register for a WordPress account in 5 easy stepsDocument5 pagesRegister for a WordPress account in 5 easy stepsPutriNo ratings yet
- Gamma Ray Log ShamshadDocument36 pagesGamma Ray Log Shamshadgadi_143100% (6)
- ACI-439.3R-91 Mechanical Connections of Reinforcing BarsDocument16 pagesACI-439.3R-91 Mechanical Connections of Reinforcing BarsMichi AGNo ratings yet
- Quiz 2 ReviewDocument17 pagesQuiz 2 ReviewabubakkarNo ratings yet
- Preparation for the entrance examDocument4 pagesPreparation for the entrance examMinh ChâuNo ratings yet
- Chapter 3Document12 pagesChapter 3Raymond LeoNo ratings yet
- Quicksort and Heapsort Algorithms ExplainedDocument41 pagesQuicksort and Heapsort Algorithms ExplainedRahul SaxenaNo ratings yet
- NPPD Sri LankaDocument15 pagesNPPD Sri LankaasdasdNo ratings yet
- WHLP G9 ESolomon Nov 23-27Document4 pagesWHLP G9 ESolomon Nov 23-27Ericha SolomonNo ratings yet
- Cylindrical Plug Gage DesignsDocument3 pagesCylindrical Plug Gage DesignskkphadnisNo ratings yet
- Planets Classification Malefic and BeneficDocument3 pagesPlanets Classification Malefic and Beneficmadhu77No ratings yet
- Case StudyDocument5 pagesCase StudyTanzila khanNo ratings yet
- Mobile Phone Addiction 12 CDocument9 pagesMobile Phone Addiction 12 Cvedang agarwalNo ratings yet
- Karnaugh MapsDocument7 pagesKarnaugh Mapsdigitales100% (1)
- Volume 5 Issue 1Document625 pagesVolume 5 Issue 1IJAET Journal0% (1)
- Friction WedgesDocument7 pagesFriction Wedgespericharla ravivarmaNo ratings yet