You might also like
- Qué Es El Punto de EquilibrioDocument3 pagesQué Es El Punto de EquilibrioLuis Campos DiazNo ratings yet
- Plan - Gestion - de - Calidad - 24 - PGCLDDocument15 pagesPlan - Gestion - de - Calidad - 24 - PGCLDLuis Campos Diaz100% (1)
- Analisis de Cloruros en LecheDocument1 pageAnalisis de Cloruros en LecheLuis Campos DiazNo ratings yet
- Prueba de Stress Cracking Nivel de LlenadoDocument2 pagesPrueba de Stress Cracking Nivel de LlenadoLuis Campos DiazNo ratings yet
- Especif Etiqueta GloriaDocument2 pagesEspecif Etiqueta GloriaLuis Campos DiazNo ratings yet
- Certificado Calidad Preforma 97 G. AMERAL 13-10-12Document1 pageCertificado Calidad Preforma 97 G. AMERAL 13-10-12Luis Campos DiazNo ratings yet
- AleacionDocument3 pagesAleacionLuis Campos DiazNo ratings yet
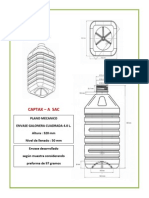
- Plano Mecanico Galonera 4.0 LitrosDocument1 pagePlano Mecanico Galonera 4.0 LitrosLuis Campos DiazNo ratings yet
- Suavizantes de RopaDocument7 pagesSuavizantes de RopaLuis Campos Diaz100% (1)
- Prueba de Hipotesis en La IndustriaDocument8 pagesPrueba de Hipotesis en La IndustriaJuan Andres Lona GomezNo ratings yet
- Comercio Internacional en El Siglo XXI Cap 1-4 y Cap 7Document170 pagesComercio Internacional en El Siglo XXI Cap 1-4 y Cap 7Valentin Gonzalez GinartNo ratings yet
- Ficha Tecnica Notebook GearDocument3 pagesFicha Tecnica Notebook GearfcruzromeroNo ratings yet
- Estructura de Formulacion de Proyecto de InversionDocument146 pagesEstructura de Formulacion de Proyecto de InversionRobert MenaNo ratings yet
- Configurar CámarasDocument9 pagesConfigurar CámarasRockolas LevisNo ratings yet
- Tarea S13 Contabilidad 2Document7 pagesTarea S13 Contabilidad 2Jennifer GomezNo ratings yet
- 3° Unidad - Apuntes Ad. EconómicoDocument18 pages3° Unidad - Apuntes Ad. EconómicoValjacket valNo ratings yet
- MAT 5º - Sesion - 30 MayoDocument5 pagesMAT 5º - Sesion - 30 MayojbadillofNo ratings yet
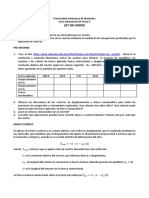
- Guía Ley de Hooke PDFDocument3 pagesGuía Ley de Hooke PDFDaniel Alejandro Regalado MontoyaNo ratings yet
- Siemmens Sistema BOSCH CRDiDocument121 pagesSiemmens Sistema BOSCH CRDiDanilo Moposita67% (3)
- Solucion Caso Practico Und 1Document5 pagesSolucion Caso Practico Und 1Maite VillegasNo ratings yet
- Ciclo de Almacenamiento - PUNTO 1Document4 pagesCiclo de Almacenamiento - PUNTO 1Sorayda CondoriNo ratings yet
- (TP1) Certif DigDocument10 pages(TP1) Certif Digsalud laboralNo ratings yet
- NIA 230 Documentación de AuditoríaDocument4 pagesNIA 230 Documentación de AuditoríaKatherine AlmeidaNo ratings yet
- Carlos Membreño 2020190068 U3tarea4Document4 pagesCarlos Membreño 2020190068 U3tarea4carlosNo ratings yet
- Documento de MATERIAL GRATUITO ?Document13 pagesDocumento de MATERIAL GRATUITO ?Maya IxaNo ratings yet
- Blackmart Noventa y Nueve de España Market Alterno ArchivosDocument3 pagesBlackmart Noventa y Nueve de España Market Alterno Archivosgustytechnique682No ratings yet
- Samir-Amin-Imperialismo y GlobalizacionDocument13 pagesSamir-Amin-Imperialismo y GlobalizaciongcarrascogarciaNo ratings yet
- Ac 5 Tipos de Modelo de Diagnostico EmpresarialDocument6 pagesAc 5 Tipos de Modelo de Diagnostico EmpresarialSarai CardenasNo ratings yet
- Plan de Trabajo Anual de Implementacion LA MONITADocument36 pagesPlan de Trabajo Anual de Implementacion LA MONITABlanca Mireya Tovar OrtegaNo ratings yet
- 1 Carlos Lopez PDFDocument34 pages1 Carlos Lopez PDFlupitaNo ratings yet
- Ley MercadeoDocument12 pagesLey MercadeoalcasNo ratings yet
- Acciones Esenciales para La Seguridad Del PacienteDocument17 pagesAcciones Esenciales para La Seguridad Del PacienteMiztly Guadalupe100% (3)
- Analisis Pdu Huancayo - Urba 3Document32 pagesAnalisis Pdu Huancayo - Urba 3Yancito Crisostomo Sanches75% (4)
- Antecendentes Historicos de La Empresa (Autoguardado)Document25 pagesAntecendentes Historicos de La Empresa (Autoguardado)Juan Esteban Bascopé RadaNo ratings yet
- Documento 1 Operador GranalladoDocument6 pagesDocumento 1 Operador GranalladoJorge Ricardo Ayala GallardoNo ratings yet
- T1 - Grupo 6 - LaboratorioDocument21 pagesT1 - Grupo 6 - LaboratorioDalyNo ratings yet
- Escritos Militares PDFDocument91 pagesEscritos Militares PDFSebastian Marquez Diaz100% (1)
- La Medicina Tibetana y El CoronavirusDocument7 pagesLa Medicina Tibetana y El CoronavirusfdomolinapNo ratings yet
- 55 Informe Tecnico Corregido Estandariz de Los Servic A Maq Jd-3 Con RepuestosDocument14 pages55 Informe Tecnico Corregido Estandariz de Los Servic A Maq Jd-3 Con RepuestosDheverlynt Patilla HuanayNo ratings yet