You might also like
- Norma Astm E11Document12 pagesNorma Astm E11Luis Chircca100% (2)
- Astm E11-13Document9 pagesAstm E11-13Ian Turgo Cabang BangNo ratings yet
- Astm E11-16Document11 pagesAstm E11-16Said MohamedNo ratings yet
- Astm E11Document9 pagesAstm E11Michel BohorquezNo ratings yet
- Astm e 11-17Document12 pagesAstm e 11-17Umanzor Reynaldo100% (1)
- Astm d2950Document4 pagesAstm d2950asdrecv100% (1)
- Capping Concrete Masonry Units, Related Units and Masonry Prisms For Compression TestingDocument5 pagesCapping Concrete Masonry Units, Related Units and Masonry Prisms For Compression Testingاحمد علي احمدNo ratings yet
- Peel or Stripping Strength of Adhesive Bonds: Standard Test Method ForDocument3 pagesPeel or Stripping Strength of Adhesive Bonds: Standard Test Method ForCris BandaNo ratings yet
- Astm D-4212Document6 pagesAstm D-4212Dan Mat100% (2)
- Slump Flow of Self-Consolidating Concrete: Standard Test Method ForDocument6 pagesSlump Flow of Self-Consolidating Concrete: Standard Test Method Foroscargon19100% (1)
- E329-14a Standard Specification For Agencies Engaged in Construction Inspection, Testing, or Special InspectionDocument11 pagesE329-14a Standard Specification For Agencies Engaged in Construction Inspection, Testing, or Special InspectionFahad RedaNo ratings yet
- C685Document10 pagesC685Gato Sesa0% (1)
- D6103Document3 pagesD6103Mohamed FaragNo ratings yet
- Astm D256Document20 pagesAstm D256Anonymous aIuHKoKZjNo ratings yet
- Masonry Joint Reinforcement: Standard Specification ForDocument6 pagesMasonry Joint Reinforcement: Standard Specification ForbvsubramanyamNo ratings yet
- Astm 1157 - 20Document5 pagesAstm 1157 - 20nolanjc100% (1)
- Astm D4541-17Document18 pagesAstm D4541-17aromeroquirogaNo ratings yet
- D1187 PDFDocument2 pagesD1187 PDFArnold RojasNo ratings yet
- Astm E11Document9 pagesAstm E11Ivan AlanizNo ratings yet
- ASTM D1630 16 - Standard Test Method For Rubber Property-Abrasion Resistance (Footwear Abrader)Document5 pagesASTM D1630 16 - Standard Test Method For Rubber Property-Abrasion Resistance (Footwear Abrader)Andre Rodriguez Spirim100% (1)
- Astm C150Document20 pagesAstm C150Mohammed Shafi AhmedNo ratings yet
- Astm C33.C33M 2013Document11 pagesAstm C33.C33M 2013josueNo ratings yet
- Astm E354.2014Document35 pagesAstm E354.2014Mukesh kumarNo ratings yet
- Astm d6938Document10 pagesAstm d6938Jose Miguel Romero SevillaNo ratings yet
- D1005Document3 pagesD1005meealsoNo ratings yet
- A648Document4 pagesA648Hanibale Nuril HakimNo ratings yet
- Astm D698Document4 pagesAstm D698Rofi Trianto S100% (1)
- Penetration Resistance of Hardened Concrete - C803:C803M - 17Document4 pagesPenetration Resistance of Hardened Concrete - C803:C803M - 17Ahmad ThaherNo ratings yet
- In-Place Estimation of Density and Water Content of Soil and Aggregate by Correlation With Complex Impedance MethodDocument12 pagesIn-Place Estimation of Density and Water Content of Soil and Aggregate by Correlation With Complex Impedance MethodJesús Luis Arce GuillermoNo ratings yet
- Astm - G16Document14 pagesAstm - G16Norbey Arias100% (1)
- Astm D 1621-00Document4 pagesAstm D 1621-00Anton Thomas PunzalanNo ratings yet
- Astm D1558Document3 pagesAstm D1558johan lopez100% (1)
- C1064C1064M 33838Document3 pagesC1064C1064M 33838René Nicolas Valenzuela RosasNo ratings yet
- Determination of Length Change of Concrete Due To Alkali-Silica ReactionDocument7 pagesDetermination of Length Change of Concrete Due To Alkali-Silica Reactioniipmnpti iipm100% (1)
- Astm D 4944Document4 pagesAstm D 4944Au C. GacotNo ratings yet
- Rust Protection by Metal Preservatives in The Humidity CabinetDocument9 pagesRust Protection by Metal Preservatives in The Humidity CabinettoanvmpetrologxNo ratings yet
- ASTM E 29 Yr 13Document5 pagesASTM E 29 Yr 13zombiecorp100% (1)
- Graded Aggregate Material For Bases or Subbases For Highways or AirportsDocument3 pagesGraded Aggregate Material For Bases or Subbases For Highways or AirportsNyimas Febrika100% (1)
- C1140 PDFDocument3 pagesC1140 PDFMyriam Carrera100% (2)
- Reducing Samples of Aggregate To Testing Size: Standard Practice ForDocument5 pagesReducing Samples of Aggregate To Testing Size: Standard Practice ForAlisúa Másmela ZúñigaNo ratings yet
- Bond Strength of Ceramic Tile To Portland Cement: Standard Test Method ForDocument5 pagesBond Strength of Ceramic Tile To Portland Cement: Standard Test Method ForEmelda Julian100% (1)
- Astm C1567 - 13 PDFDocument6 pagesAstm C1567 - 13 PDFAnonymous SBjNS7Gw0qNo ratings yet
- Materials ManualDocument734 pagesMaterials ManualMalikNo ratings yet
- ASTM C-845 Expansive Hydraulic Cement1Document3 pagesASTM C-845 Expansive Hydraulic Cement1Hsaam HsaamNo ratings yet
- ASTM D 560-96 Standard Test Methods For Freezing and Thawing Compacted Soil-Cement MixturesDocument6 pagesASTM D 560-96 Standard Test Methods For Freezing and Thawing Compacted Soil-Cement MixturesPablo Antonio Valcárcel Vargas100% (1)
- E2309 137950-1Document8 pagesE2309 137950-1Sarvesh MishraNo ratings yet
- ASTM - E2157 Test Method For Measuring Pavement Macrotexture Properties Using The Circular Track Meter.Document5 pagesASTM - E2157 Test Method For Measuring Pavement Macrotexture Properties Using The Circular Track Meter.Theeraruk ManeenartNo ratings yet
- E177 16066Document9 pagesE177 16066CJPATAGANNo ratings yet
- Astm b0117Document10 pagesAstm b0117Anjali AnjuNo ratings yet
- C1314 18Document9 pagesC1314 18NİLAY SABAHOĞLU100% (2)
- Automated Extraction of Asphalt Binder From Asphalt MixturesDocument6 pagesAutomated Extraction of Asphalt Binder From Asphalt MixturesJose Luis Contreras RamaycunaNo ratings yet
- Si Astm c173 Procedural OutlineDocument4 pagesSi Astm c173 Procedural OutlineLuis Alberto Villagómez Rivera100% (2)
- ASTM D1005-95 (Measurement of Dry-Film Thickness)Document3 pagesASTM D1005-95 (Measurement of Dry-Film Thickness)Daison PaulNo ratings yet
- Astm C490Document5 pagesAstm C490Horacio ApolayoNo ratings yet
- ASTM E2658 Standard Practices For Verification of Speed For Material Tetsign MachinesDocument10 pagesASTM E2658 Standard Practices For Verification of Speed For Material Tetsign MachineswalkerbhoNo ratings yet
- ASTM E-11 Especificacion de MallasDocument9 pagesASTM E-11 Especificacion de MallasDannyChacon100% (1)
- E-Cld-6002 - Astm E11Document9 pagesE-Cld-6002 - Astm E11claudiaortizlozaNo ratings yet
- Astm E11 13 PDFDocument9 pagesAstm E11 13 PDFSyv Consultores Asociados100% (2)
- E11-15 Standard Specification For Woven Wire Test Sieve Cloth and Test SievesDocument9 pagesE11-15 Standard Specification For Woven Wire Test Sieve Cloth and Test SievesJosé Luis Celis TejadaNo ratings yet
- Wire Cloth and Sieves For Testing PurposesDocument5 pagesWire Cloth and Sieves For Testing PurposesROHITNo ratings yet
- ASTM B127 Monel PDFDocument10 pagesASTM B127 Monel PDFCristian OtivoNo ratings yet
- BS en 01015-11-1999 (2007)Document12 pagesBS en 01015-11-1999 (2007)MaiNo ratings yet
- Sae J409 - 1995-02Document9 pagesSae J409 - 1995-02Cristian RodeghelNo ratings yet
- Mekid S. Metrology and Instrumentation. Practical App... 2022Document386 pagesMekid S. Metrology and Instrumentation. Practical App... 2022Eduardo SilvaNo ratings yet
- F2146Document4 pagesF2146Gustavo SuarezNo ratings yet
- Document Information For:: Type Name Revision StateDocument36 pagesDocument Information For:: Type Name Revision StatePNo ratings yet
- JIS B 1534-2013 Roller Bearing.Document23 pagesJIS B 1534-2013 Roller Bearing.cecdNo ratings yet
- Fs 4041 TG Package, Rev-0Document88 pagesFs 4041 TG Package, Rev-0Othman RejabNo ratings yet
- Modular CoordinationDocument107 pagesModular Coordinationchamil_dananjayaNo ratings yet
- Mechanical Shock - Component andDocument14 pagesMechanical Shock - Component andMirna100% (1)
- Fisher & Ludlow Catalogue PDFDocument48 pagesFisher & Ludlow Catalogue PDFalinawaz9183% (12)
- Spindelhubtisch-Spindel Lifting Table TASK PDFDocument17 pagesSpindelhubtisch-Spindel Lifting Table TASK PDFMuhammad UmairNo ratings yet
- Modular CoordinationDocument66 pagesModular CoordinationSubhajit GoswamiNo ratings yet
- Limit System (Tolerances, Limits and Fits) : Engineering Drawing & Graphics Lecture # 10,11Document32 pagesLimit System (Tolerances, Limits and Fits) : Engineering Drawing & Graphics Lecture # 10,11Mohammad SohaibNo ratings yet
- Selection and performance of conveyor stringersDocument8 pagesSelection and performance of conveyor stringerseep1977No ratings yet
- Specification For Glazed Fire-Clay Sanitary AppliancesDocument15 pagesSpecification For Glazed Fire-Clay Sanitary AppliancesyesvvnNo ratings yet
- CH 11 - Column Bases and Anchorage Into Concrete Aug 2011Document33 pagesCH 11 - Column Bases and Anchorage Into Concrete Aug 2011Stephanie DavisNo ratings yet
- Cojinetes Lisos 4413Document56 pagesCojinetes Lisos 4413Roberto OrtegaNo ratings yet
- Tolerancing: Interpreting, Specifying, Manufacturing & Measuring Various Dimensional TolerancesDocument47 pagesTolerancing: Interpreting, Specifying, Manufacturing & Measuring Various Dimensional TolerancesRaghavendra DoddaiahNo ratings yet
- Experiment No 10 - Exercises in Preparation of Detailed Production DrawingsDocument29 pagesExperiment No 10 - Exercises in Preparation of Detailed Production DrawingsS S PatilNo ratings yet
- Maintenance Strategy in SAP-PMDocument12 pagesMaintenance Strategy in SAP-PMSrinivasa Sastry NNo ratings yet
- Flexible CouplingsDocument58 pagesFlexible Couplingssgupta_615796No ratings yet
- LindabRevitTools 2016.0 - ManualDocument68 pagesLindabRevitTools 2016.0 - Manualacin_mNo ratings yet
- Ansi C57 12 50 1981 PDFDocument26 pagesAnsi C57 12 50 1981 PDFdiscovered213No ratings yet
- Astm B444Document3 pagesAstm B444Ratnakar PatilNo ratings yet
- Modular Rules For 3D Wall Component Tolerances and ConclusionDocument5 pagesModular Rules For 3D Wall Component Tolerances and ConclusionMuhammad Zuhdi IbrahimNo ratings yet
- Specification For Steel Wheelbarrows (Single-Wheel Type) : (First Revision)Document12 pagesSpecification For Steel Wheelbarrows (Single-Wheel Type) : (First Revision)Devesh Kumar PandeyNo ratings yet
- Ram Concrete AnalysisDocument94 pagesRam Concrete AnalysisTom CurryNo ratings yet
- 6599892Document127 pages6599892Dino Martin Mercado QuispeNo ratings yet
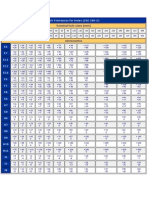
- ISO Tolerances For Holes ShaftsDocument4 pagesISO Tolerances For Holes ShaftsFeeza ZukepeliNo ratings yet