IJRET: International Journal of Research in Engineering and Technology
eISSN: 2319-1163 | pISSN: 2321-7308
TRANSIENT ANALYSIS AND FATIGUE LIFE PREDICTION OF
TUBESHEET
S. S. Pande1, P. D. Darade2, G. R. Gogate3
1
Assistant Professor, Dept. of Mechanical Engineering, DYPCOE, Akurdi, Pune, Maharashtra, India
2
Assistant Professor, Dept. of Mechanical Engineering, SITS, Maharashtra, India
3
Professor, Dept. of Mechanical Engineering, Alard College of Engineering, Maharashtra, India
Abstract
The filtration process is widely used in various applications where the contaminants are to be removed from the working fluid of
the system. This paper deals with the analysis and determination of the fatigue life of the tube sheet which is widely used in the
filters as main supporting elements of the filter tubes. The application of the filters which is considered in this paper is of petro
chemical industries. The specific application analyzed deals with the natural gas filtering immediately after it is mined. For
analysis purpose static structural and transient dynamic modules are used and for fatigue life prediction, the ASME codes are
referred. In the primary phase the calculation of dimensions of the tubesheet were of prime importance. The calculated
dimensions of the tubesheet were then confirmed from the client for further process. In secondary phase the tubesheet was
analyzed in static structural module for proper convergence and then was analyzed in transient dynamic module for peak values
of stresses and deformation. These stress and deformation values are used for fatigue life prediction of the tubesheet. The fatigue
life is predicted by using ASME codes. The last phase of the project concludes with the validation of FEA results by comparing the
FEA results of hydro test in the virtual environment and the experimental results obtained from actual hydro test of the tubesheet
conducted at the clients end.
Keywords: - Tubesheet, Transient Dynamic analysis, Fatigue Life, ASME codes, Hydro test.
-------------------------------------------------------------------***----------------------------------------------------------------------1. INTRODUCTION
1.2 Pressure Cycle
In the conventional filtration process the gas is passed from
one side of the filter tubes and the filtered gas is collected on
the other side of the filter tubes. Generally the tubes used for
filtration process are made of ceramic materials with tiny
pores on it and hung along the open ends in the tubesheet.
The total load of the tubes is bared by the tubesheet itself
which is then assembled in the vessel. The filtration process
is continuous. After continues filtering of gas, the filter
tubes gets clogged which reduces the efficiency of the filter.
To improve the efficiency the filter tubes need to be cleaned.
For cleaning the tubes the whole filtration plant needs to
shut down which ends up with loss of production.
Fig. 1 (a) shows the schematic view of filter vessel with two
compartments.
1.1 Advancement in Filtration Process
To reduce the production losses and scheduled losses in the
system a new system has been incorporated which reduces
the compulsion of shut down of entire plant line for cleaning
of filter tubes and also increases the overall productivity of
the plant. In this system back pressure is applied in the filter
tubes for cleaning purpose. The newly designed system is
divided into two compartments as shown in fig.1 (a). Every
pressure cycle is of total 12 seconds from which for first 5
seconds, one of the compartments receives a back pressure
while the second compartment is still in the influence of
positive pressure. For next 1 sec no pressure is applied to
any of the Tubesheet surfaces and then for next 5 seconds
the pressure application is reversed. This ensures cleaning of
filters without stopping the plant.
Fig. 1 (a) First Half of Pressure Cycle
0-5 seconds: - Gas enters from the bottom end, gets filtered
from the ceramic filter tubes and passes into compartments
C1 whereas compartment C2 in under the influence of
backpressure as shown in the fig above.Due to the back
pressure applied deformation of tubesheet takes place at
compartment C2
_______________________________________________________________________________________
Volume: 03 Issue: 09 | Sep-2014, Available @ http://www.ijret.org
464
IJRET: International Journal of Research in Engineering and Technology
5-6Seconds: - No pressure is applied on either of the sides
of Tubesheet. There will be no deformation of tubesheet in
this phase.
6-11 seconds: - Gas enters from the bottom end, gets filtered
from the ceramic filter tubes and passes into compartments
C2 whereas compartment C1 is now under the influence of
backpressure as shown in the fig 1(b).
eISSN: 2319-1163 | pISSN: 2321-7308
The finalized dimensions of the tubesheet were as follows:Thickness of Tubesheet 150 mm
Ligament Efficiency 0.16
Number of Holes on the tubesheet 490
3. ANALYSIS OF TUBESHEET
Different analyses were performed on the tubesheet for its
fatigue life predictions. Before analyzing the tubesheet in
transient module, the convergence analysis was performed
on it for predicting the most acceptable number of nodes at
which the value of stress will be maximum. Following
boundary conditions were followed during analysis of
tubesheet for convergence purpose.
3.1 Boundary Conditions for Convergence:
Case1: Tubesheet analysis with self-weight and gravity
acting downwards
Case 2: Tubesheet analysis with gravity acting downwards
and design load (0.175 Mpa) acting in opposite direction of
gravity
Fig 1 (b) Second half of Pressure Cycle
11-12 Seconds: - In this phase, no pressure is applied on
either of the sides of Tubesheet. There will be no
deformation of tubesheet in this phase.
The process repeats itself over and over again. However one
of the crucial components is the filter sheet itself. This sheet
stress reversals from positive to negative and is susceptible
to fatigue.
2. DESIGN CALCULATIONS
Referring the guidelines provided by the client, the
dimensions of the tubesheet were finalized. The parameters
provided by the client for design of tubesheet are as follows.
Sr.
No.
1
2
3
4
5
6
7
8
9
Table 2 Input parameters for tubesheet design
Parameter
Notations
Given Value
Description
Internal Pressure P
0.14 MPa
External Pressure P0
Atmospheric
Process Volume
Vp
126 cu m
Expected
Vs
Not Specified
Stagnant Volume
Buffer Volume Vb
Not Specified
Requirement
Tube
Porosity Tp
70
Volume
Tube Length
TL
5.5m
Radius of tube r
2m
sheet
Tube Diameter
Td
0.15m
Case 3: Tubesheet analysis with gravity acting downwards
and back pressure (0.145 Mpa) acting in the direction of
gravity
Case 4: Tubesheet analysis with both positive and negative
pressures acting on it.
Tubesheet was analyzed for above mentioned cases by
changing the element types. Tetrahedron Elements and
Hexdominant Elements were used to get the maximum
deflections and maximum stresses. Analyses were carried
out varying the number of nodes and the size of elements.
Rise of 50000 nodes was kept in every proceeding analysis.
Highest number of nodes for analysis was selected as 3,
50,000 nodes. Below are the results of analysis using
Hexdominent and Tetrahedron elements for different
boundary conditions.
3.2 Results of Convergence Analysis
3.2.1 Tetrahedron Element
Table 3.2.1 (a) Max stress and Deformation values for Tet
element
Sr. Boundary
Number
Maximum Maximum
No. Condition
of Nodes Stress
Deformation
1.
Case 1
250544
38.361
0.82115
2.
Case 2
250225
35.013
0.71512
3.
Case 3
250225
99.829
2.1
4.
Case 4
250544
62.146
1.0212
Calculated dimensions were confirmed from the client and
corrections suggested by the client were implemented in the
design of tubesheet.
_______________________________________________________________________________________
Volume: 03 Issue: 09 | Sep-2014, Available @ http://www.ijret.org
465
IJRET: International Journal of Research in Engineering and Technology
eISSN: 2319-1163 | pISSN: 2321-7308
Fig 3.2.1 (d) Case2- Tet Element Maximum Deformation
Fig 3.2.1 (a) Tet Element Meshing for 2, 50,000 nodes
Fig 3.2.1 (e) Case2- Tet Element Maximum Stress
Fig 3.2.1 (b) Case1- Tet Element Maximum Deformation
Fig 3.2.1 (c) Case1- Tet Element Maximum Stress
Fig 3.2.1 (e) Case3- Tet Element Maximum Deformation
_______________________________________________________________________________________
Volume: 03 Issue: 09 | Sep-2014, Available @ http://www.ijret.org
466
IJRET: International Journal of Research in Engineering and Technology
Fig 3.2.1 (f) Case3- Tet Element Maximum Stress
eISSN: 2319-1163 | pISSN: 2321-7308
Fig 3.2.2 (g) Hex Element Meshing for 2, 50,000 nodes
Fig 3.2.2 (h) Case1- Hex Element Maximum Deformation
Fig 3.2.1 (g) Case4- Tet Element Maximum Deformation
Fig 3.2.2 (i) Case1- Hex Element Maximum Stress
Fig 3.2.1 (h) Case2- Tet Element Maximum Stress
3.2.2 Hex dominant Element
Table 3.2.2 (b) Max stress and Deformation values for Hex
element
Sr. Boundary
Number
Maximum Maximum
No. Condition
of Nodes
Stress
Deformati
on
1.
Case 1
257292
45.794
0.82908
2.
Case 2
253498
38.719
0.72197
3.
4.
Case 3
Case 4
255655
253676
106.13
71.465
2.1186
1.039
Fig 3.2.2 (j) Case2- Hex Element Maximum Deformation
_______________________________________________________________________________________
Volume: 03 Issue: 09 | Sep-2014, Available @ http://www.ijret.org
467
IJRET: International Journal of Research in Engineering and Technology
eISSN: 2319-1163 | pISSN: 2321-7308
Fig 3.2.2 (k) Case2- Hex Element Maximum Stress
Fig 3.2.2 (o) Case3- Hex Element Maximum Stress
From the convergence analysis it was found that, at 2,
50,000 numbers of nodes the stress values are maximum and
after that the values of stresses are gradually reducing.
Also the Hex dominant elements are better than Tetrahedron
elements for analysis purpose and have better meshing as
compared to Tetrahedron element. Considering the
advantages of Hex dominant element, further Transient
analysis was carried out using the same.
Fig 3.2.2 (l) Case3- Hex Element Maximum Deformation
3.3 Transient Dynamic Analysis
After the convergence analysis 2, 50, 000 number of nodes
with hex dominant elements were fixed and further analysis
were performed.
3.3.1 Boundary Conditions for Transient Analysis
0 5 Seconds: - Pressure of 0.14 Mpa was applied on the
left bottom half face whereas 0.145 Mpa was applied on the
right top half face of the tubesheet.
Fig 3.2.2 (m) Case3- Hex Element Maximum Stress
Fig 3.3.1 (a) Load applied in 1st Half of Load Cycle
5 6 Seconds: - No pressure was applied on any of the
surface.
Fig 3.2.2 (n) Case4- Hex Element Maximum Deformation
6 11Seconds: - Pressure of 0.14 Mpa was applied on the
right bottom half face whereas 0.145 Mpa was applied on
the left top half face of the tubesheet.
_______________________________________________________________________________________
Volume: 03 Issue: 09 | Sep-2014, Available @ http://www.ijret.org
468
IJRET: International Journal of Research in Engineering and Technology
Fig 3.3.1 (b) Load applied in 2nd Half of Load Cycle
Fig 3.3.2 (c) Maximum Stresses in Tubesheet for single
cycle with 2, 50,000 nodes
11 12Seconds: - No pressure was applied on any of the
surface.
Time Vs Max Stress
80
Maximum Stress
3.3.2 Transient Analysis Results
eISSN: 2319-1163 | pISSN: 2321-7308
60
40
20
0
0
10
15
Time
Fig 3.3.2 (d) Time Vs Maximum Stress graph for tubesheet
with single cycle
Fig 3.3.2 (a) Maximum Deformation of tubesheet for single
cycle with 2.5L nodes
Time Vs Maximum Derformation
Maximum Deformation
1.2
The above graph shows the values of maximum stress in the
tubesheet for the applied pressure conditions with respect to
time.
3.4 FATIGUE LIFE CALCULATIONS FOR
TUBE SHEET
3.4.1 Cyclic Data [10]
1
0.8
0.6
0.4
0.2
0
0
10
15
Time
Fig 3.3.2 (b) Time Vs Maximum Deformation graph of
tubesheet for single load cycle
The above graph shows the values of maximum deformation
of the tubesheet for the applied pressure conditions with
respect to time.
Spk Range of Primary + Secondary + Peak = 27 N/mm2
= 3916.30899 Psi
Kf Fatigue Strength reduction factor = 2.50
m Material constant used for the fatigue knock down
factor = 3.00
n Material constant used for the fatigue knock down factor
= 0.20
S Material Allowable Stress = 20015.207 Psi
Sy Material yield Strength = 38426.29823 Psi
Tav Average Cycle temperature = 150
Et Modulus of Elasticity at Tav = 29030000
Fatigue Penalty Factor [10]
Sps = 3* S or 2* Sy (Whichever is maximum)
Sps= 76852.59646
Kek 1 = 1
Kek 2 = 1+ (1-n) / (n (m-1)) (Spk / Sps 1)
Kek 2 = -0.89808
Kek 3 = 1 / n
Kek 3 = 5
Kek = if (Spk<Sps ) then Kek 1
_______________________________________________________________________________________
Volume: 03 Issue: 09 | Sep-2014, Available @ http://www.ijret.org
469
IJRET: International Journal of Research in Engineering and Technology
Therefore, Kek = 1
Permissible cycle life
SaltK = ( Kf * Kek * Spk ) / 2
SaltK = 4895.386 Psi (Alternating stress in Tube sheet)
SaltK = 33.7525 N/mm2
eISSN: 2319-1163 | pISSN: 2321-7308
and
gravity
condition
at 0 Mpa
pressure
5. CONCLUSION AND FUTURE SCOPE
5.1 Conclusion
The project deals with the determination of the fatigue life
of tubesheet which is one of the major components in
industrial filter vessels. The tubesheet have to sustain the
static load of the filter tubes as well as the selfweight due to
gravity. In the current study a new system exerting back
pressure was implemented due to which the tubesheet was
under alternating stresses causing the tubesheet to undergo
fatigue.
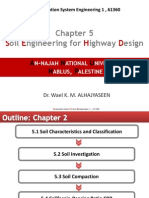
Fig 3.4 (a) Permissible Number of Cycles Vs Equivalent
alternating Stress for tubesheet with 2, 50,000 nodes [10]
From the graph(3.4 (a)) of permissible number of cycles Vs
equivalent alternating stress it can be observed that for the
calculated value of alternating stress i.e. 4895.386 psi, the
model can sustain for more than E11 number of load cycles.
Hence the tube sheet can sustain the alternating stress for
infinite life.
4. EXPERIMENTAL VALIDATION
4.1 Hydro Test
The tubesheet was checked for the maximum deformation
under the fluid pressure of 0.173 Mpa, and working at 27
deg C. The holes of tubes were blocked with the help of GR
3084 Plugs.
To measure the deformation (LC 4C1 X) HBM type of
Strain gauge was located at the center of the Filter
Tubesheet. The table below shows the values of deformation
obtained analytically as well as experimentally and the
percentage of error.
Table 4.1 Experimental Vs Analysis Results
Sr.
No.
Test
Hydro
Test at
0.173
Mpa
Pressure
Under
selfweight
Max
Deformatio
n in mm by
FE Analysis
Max
Deformation
in mm by
Measurement
%
Error
4.3903
4.9
10.4%
To increase the accuracy of results the convergence analyses
were performed with different boundary conditions to get
the proper number of nodes and element size for further
analysis.
Convergence analysis gave the following conclusion:a) 2, 50, 000 nodes should be used for the further transient
analysis as the value of stress is maximum for 2, 50, 000
nodes for different boundary conditions.
b) Hexdominent Element should be used as it shows quality
meshing results.
Transient dynamic analyses were performed on the
tubesheet to check the maximum deformation and stresses at
various instant of time during the load cycle. The transient
dynamic analysis of tubesheet with 2, 50, 000 nodes was
performed to get the maximum deformation and maximum
stresses in the tubesheet. Using the maximum stress values
the fatigue life of tubesheet was calculated which came out
as infinite life.
5.2 Future Scope
The tubesheet analyzed here was of 150mm thickness for
which the calculated fatigue life is infinite number of load
cycles. Also the tubesheet was checked under extreme
loading condition. The thickness of the tubesheet can be
reduced as per requirement. Also other parameters can be
changed and analyzed.
REFERENCES
[1]
[2]
0.82867
0.86
3.64%
Dr. Enrique Gomez, Mr. Roberto Ruiz 'ASME
SECTION III Stress Analysis of a Heat
ExchangerTubesheet With a Misdrilled Hole and
Irregular or Thin Ligaments' [Conference] // ASME
2013 Pressure Vessel and Piping Conference. - Paris :
ASME, 2013.
Giglio M. 'Fatigue Analysis of Different types of
Nozzles' [Journal] // International Journal of Pressure
Vessels and Pipings.
_______________________________________________________________________________________
Volume: 03 Issue: 09 | Sep-2014, Available @ http://www.ijret.org
470
IJRET: International Journal of Research in Engineering and Technology
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
eISSN: 2319-1163 | pISSN: 2321-7308
Liu Minshan 'Stress analysis of -tubesheet in waste
heat boiler' [Journal]. - [s.l.] : Journal of Pressure
Equipment and Systems, 2006.
Myung Jo Jhung Jong Chull Jo 'Equivalent Material
Propeties of Perforated Plate with Triangular or
Square Penetration Pattern For Dynamic Analysis'
[Journal]. - [s.l.] : Nuclear Engineering and
Technology, 2006. - Vol. 62.
Naik Shweta 'Thickness and shape optimization of
Filter Tubesheet by Non Linear FEA' [Journal]. [s.l.] : Global Journals Inc. (USA), 2013. - 1 : Vol.
13.
Nandagopan O. R. 'Non Linear Behaviour of
Perforated Plate with Lining' [Journal]. - [s.l.] :
Defense Science Journal, 2012. - Vol. 62.
R. D. Patil Dr. Bimlesh Kumar 'An Approach to
Finite Element Analysis of Boiler Tubesheet'
[Journal]. - [s.l.] : American Journal of Engineering
Research, 2013. - 08 : Vol. 02.
W. J. O'Donnell B. F. Langer 'Design of Perforated
Plates' [Journal]. - [s.l.] : ASME, 1962. - Vol. 84.
2010 ASME Boiler and Pressure Vessel Codes
Section VIII Division II.
Finite Element Analysis report- VIII-1 by Pressure
Vessel Engineering. Ltd
_______________________________________________________________________________________
Volume: 03 Issue: 09 | Sep-2014, Available @ http://www.ijret.org
471
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Interntional Audit WorkbookDocument133 pagesInterntional Audit WorkbookReynelle Cata-alNo ratings yet
- Lab Report Physics FinalDocument5 pagesLab Report Physics FinalJahrel DaneNo ratings yet
- PTE 3 Week Study ScheduleDocument3 pagesPTE 3 Week Study ScheduleesatjournalsNo ratings yet
- Analysis and Design of A Multi Compartment Central Cone Cement Storing Silo PDFDocument7 pagesAnalysis and Design of A Multi Compartment Central Cone Cement Storing Silo PDFesatjournalsNo ratings yet
- Analysis and Optimization of Electrodes For Improving The Performance of Ring Laser Gyro PDFDocument4 pagesAnalysis and Optimization of Electrodes For Improving The Performance of Ring Laser Gyro PDFesatjournalsNo ratings yet
- Analysis of Cylindrical Shell Structure With Varying Parameters PDFDocument6 pagesAnalysis of Cylindrical Shell Structure With Varying Parameters PDFesatjournalsNo ratings yet
- Analysis and Optimization of Sand Casting Defects With The Help of Artificial Neural Network PDFDocument6 pagesAnalysis and Optimization of Sand Casting Defects With The Help of Artificial Neural Network PDFesatjournalsNo ratings yet
- A Servey On Wireless Mesh Networking ModuleDocument5 pagesA Servey On Wireless Mesh Networking ModuleesatjournalsNo ratings yet
- A Review Paper On Smart Health Care System Using Internet of ThingsDocument5 pagesA Review Paper On Smart Health Care System Using Internet of ThingsesatjournalsNo ratings yet
- A Three-Level Disposal Site Selection Criteria System For Toxic and Hazardous Wastes in The PhilippinesDocument9 pagesA Three-Level Disposal Site Selection Criteria System For Toxic and Hazardous Wastes in The PhilippinesesatjournalsNo ratings yet
- A Study and Survey On Various Progressive Duplicate Detection MechanismsDocument3 pagesA Study and Survey On Various Progressive Duplicate Detection MechanismsesatjournalsNo ratings yet
- A Review On Fake Biometric Detection System For Various ApplicationsDocument4 pagesA Review On Fake Biometric Detection System For Various ApplicationsesatjournalsNo ratings yet
- A Survey On Identification of Ranking Fraud For Mobile ApplicationsDocument6 pagesA Survey On Identification of Ranking Fraud For Mobile ApplicationsesatjournalsNo ratings yet
- A Women Secure Mobile App For Emergency Usage (Go Safe App)Document3 pagesA Women Secure Mobile App For Emergency Usage (Go Safe App)esatjournalsNo ratings yet
- A Research On Significance of Kalman Filter-Approach As Applied in Electrical Power SystemDocument8 pagesA Research On Significance of Kalman Filter-Approach As Applied in Electrical Power SystemesatjournalsNo ratings yet
- Pierderea Auzului Cauzata de Afectarea Transmiterii Sunetelor (Surditatea de Transmisie) : SunteleDocument3 pagesPierderea Auzului Cauzata de Afectarea Transmiterii Sunetelor (Surditatea de Transmisie) : SunteleBianca AndreeaNo ratings yet
- 2nd Grading Examniation in MathDocument3 pages2nd Grading Examniation in MathearnestNo ratings yet
- Deloitte Sample PapersDocument8 pagesDeloitte Sample PapersAjay kumar TNPNo ratings yet
- Mentor Graphics Corporation, SystemVerilog-VHDL Assistant Reference Manual, Release v2018.2Document454 pagesMentor Graphics Corporation, SystemVerilog-VHDL Assistant Reference Manual, Release v2018.2dupipiNo ratings yet
- Insurance Regulatory & Development Authority Act: Module - 5Document12 pagesInsurance Regulatory & Development Authority Act: Module - 5RKNo ratings yet
- Morning Routine: Cheat SheetDocument4 pagesMorning Routine: Cheat Sheetvipgaming fourthNo ratings yet
- SphitDocument4 pagesSphitWild LocketNo ratings yet
- The Future As Sci FI A New Cold War - Slavoj ZizekDocument5 pagesThe Future As Sci FI A New Cold War - Slavoj ZizekpancakepunisherNo ratings yet
- The Universe ALWAYS Says YES - Brad JensenDocument15 pagesThe Universe ALWAYS Says YES - Brad JensenNicole Weatherley100% (3)
- Algorithms Notes For ProfessionalsDocument252 pagesAlgorithms Notes For ProfessionalsJin100% (1)
- Bridge Embankment FailuresDocument13 pagesBridge Embankment Failuresirmreza68No ratings yet
- 21266-47576-1-PB GenderDocument25 pages21266-47576-1-PB GenderAira CamilleNo ratings yet
- Adobe Premiere Pro Help - Keyboard Shortcuts in Premiere Pro CC PDFDocument11 pagesAdobe Premiere Pro Help - Keyboard Shortcuts in Premiere Pro CC PDFMunna TeronNo ratings yet
- Xfoil - Users - Manual 6.9 PDFDocument38 pagesXfoil - Users - Manual 6.9 PDFSepideNo ratings yet
- Quality of CG and Its Determinants Empirical Evidence From Listed Banks of BangladeshDocument24 pagesQuality of CG and Its Determinants Empirical Evidence From Listed Banks of BangladeshShahebZadaAshikNo ratings yet
- GAIN - Flight Safety HandbookDocument180 pagesGAIN - Flight Safety HandbookDennis Groves100% (4)
- Sikatop 77d Pds enDocument2 pagesSikatop 77d Pds enTran Tien DungNo ratings yet
- 8259 Programmable ControllerDocument44 pages8259 Programmable ControllerShilpa ShettyNo ratings yet
- Bca 3rd Sem Data St.Document40 pagesBca 3rd Sem Data St.TECHKNOWLOZY MOHITjiNo ratings yet
- MSO EnglishDocument8 pagesMSO EnglishAgautam Agagan100% (1)
- Convolutional Neural Networks Based Intra-PredictionDocument21 pagesConvolutional Neural Networks Based Intra-PredictionMohsin Khan JadoonNo ratings yet
- Scientific Notation PDFDocument2 pagesScientific Notation PDFJAYSONNo ratings yet
- Chapter-Wise Suggestion Paper: M201 MathematicsDocument6 pagesChapter-Wise Suggestion Paper: M201 MathematicsSoumodip ChakrabortyNo ratings yet
- Cold-Water Corals PDFDocument351 pagesCold-Water Corals PDFAlbert Wahyu50% (2)
- Chapter 5, Soil Engineering For Highway DesignDocument57 pagesChapter 5, Soil Engineering For Highway DesignIsmail Hrichi100% (1)
- Manual PhreeqcDocument326 pagesManual PhreeqcSandra BriceñoNo ratings yet
- Traditions of The North American Indians, Vol. 1 (Of 3) by Jones, James AthearnDocument125 pagesTraditions of The North American Indians, Vol. 1 (Of 3) by Jones, James AthearnGutenberg.org100% (2)
- PLC & HMI Interfacing For AC Servo Drive: Naveen Kumar E T.V.Snehaprabha Senthil KumarDocument5 pagesPLC & HMI Interfacing For AC Servo Drive: Naveen Kumar E T.V.Snehaprabha Senthil KumarNay Ba LaNo ratings yet