You might also like
- API 1104 Defects Acceptance RT PDFDocument4 pagesAPI 1104 Defects Acceptance RT PDFGoutam Kumar DebNo ratings yet
- Calculation of Target Torque for Bolts (ASME PCC-1Document1 pageCalculation of Target Torque for Bolts (ASME PCC-1daniel oliveiraNo ratings yet
- Specs SADocument12 pagesSpecs SAmaani7zeroNo ratings yet
- Saes A 004Document17 pagesSaes A 004Arvind ShakyaNo ratings yet
- Preservation & Protection PDFDocument6 pagesPreservation & Protection PDFmaani7zeroNo ratings yet
- Cswip-3 1Document81 pagesCswip-3 1Mohammed Abdul Sayeed50% (2)
- Hydrostatic Pressure Test ReportDocument2 pagesHydrostatic Pressure Test Reportmaani7zero86% (7)
- ITPDocument1 pageITPmaani7zeroNo ratings yet
- Welding Inspection: Multi-Choice Questions Paper 4 Please Return This Paper UnmarkedDocument4 pagesWelding Inspection: Multi-Choice Questions Paper 4 Please Return This Paper Unmarkedmaani7zeroNo ratings yet
- Hydrostatic Pressure Test ReportDocument2 pagesHydrostatic Pressure Test Reportmaani7zero50% (10)
- Paper 3Document4 pagesPaper 3maani7zeroNo ratings yet
- Api 510Document24 pagesApi 510maani7zeroNo ratings yet
- Cswip Naz QuestionsDocument3 pagesCswip Naz Questionsmaani7zeroNo ratings yet
- Welding Inspection: Multi-Choice Questions Paper 4 Please Return This Paper UnmarkedDocument4 pagesWelding Inspection: Multi-Choice Questions Paper 4 Please Return This Paper Unmarkedmaani7zeroNo ratings yet
- API CoursesDocument14 pagesAPI CoursesOmar Alkubaici100% (2)
- API CoursesDocument14 pagesAPI CoursesOmar Alkubaici100% (2)
- Lesson 11 Corrosion CalculationsDocument33 pagesLesson 11 Corrosion Calculationsعزت عبد المنعمNo ratings yet
- API 580 Questions ModDocument18 pagesAPI 580 Questions ModDeepak100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Astm F 568M-04Document9 pagesAstm F 568M-04JORGE ARTURO TORIBIO HUERTANo ratings yet
- MT-Series Joker Parts Catalog 2013Document100 pagesMT-Series Joker Parts Catalog 2013a04205No ratings yet
- ASME Boiler and Pressure Vessel Code Welding Procedure SpecificationDocument3 pagesASME Boiler and Pressure Vessel Code Welding Procedure SpecificationArupendranarayan ThakurNo ratings yet
- Injection Mold DesignDocument758 pagesInjection Mold DesignLeff NormanNo ratings yet
- Mechanical Workshop PracticesDocument5 pagesMechanical Workshop PracticesPradeep GsNo ratings yet
- Iso ThreadsDocument8 pagesIso ThreadsSahil SharmaNo ratings yet
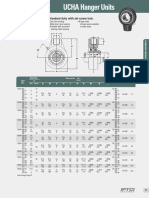
- UCHA Hanger Units: Standard Duty With Set Screw LockDocument1 pageUCHA Hanger Units: Standard Duty With Set Screw LockRicardo KharisNo ratings yet
- Machine Tools - Made Easy PDFDocument320 pagesMachine Tools - Made Easy PDFAmrinder Singh90% (10)
- ASME B16.36-96 Bridas de OrificioDocument11 pagesASME B16.36-96 Bridas de OrificioLuis MoralesNo ratings yet
- Summer training presentation at HMT AjmerDocument37 pagesSummer training presentation at HMT AjmerTushar MeemrotNo ratings yet
- Inner Ring Groove & Land Grinding ProcessDocument38 pagesInner Ring Groove & Land Grinding ProcessLateecka R Kulkarni100% (1)
- Presentation 1Document28 pagesPresentation 1ikamelyaastutiNo ratings yet
- Aluminum Stock Guide.: Materials Services Copper and Brass SalesDocument27 pagesAluminum Stock Guide.: Materials Services Copper and Brass SalesEliot TcheraudNo ratings yet
- Advisory Circular: Aircraft Maintenance Engineer Licence - Examination Subject 2 Aircraft Engineering KnowledgeDocument44 pagesAdvisory Circular: Aircraft Maintenance Engineer Licence - Examination Subject 2 Aircraft Engineering KnowledgejashkahhNo ratings yet
- Acceptance Criteria For RTDocument3 pagesAcceptance Criteria For RTrajeshmohana100% (2)
- Quorn: Tool and Cutter GrinderDocument4 pagesQuorn: Tool and Cutter GrinderDan HendersonNo ratings yet
- Series: High Efficiency and High Feed CutterDocument24 pagesSeries: High Efficiency and High Feed CutterJD CABALLERONo ratings yet
- Introduction of Machine Shop OperationDocument14 pagesIntroduction of Machine Shop Operationjohn50% (2)
- Part 2 - Materials and Manufacturing ElementsDocument101 pagesPart 2 - Materials and Manufacturing ElementsREYNALD MILONo ratings yet
- NASA Bolting Design ManualDocument98 pagesNASA Bolting Design ManualjoshhinesNo ratings yet
- Drilling Machines - : Steel Iron Alumi Num LeadDocument9 pagesDrilling Machines - : Steel Iron Alumi Num LeadPuneeth KumarNo ratings yet
- Pg1078-1109 - Products DataDocument32 pagesPg1078-1109 - Products DataRANJANI RAGHUNATHANNo ratings yet
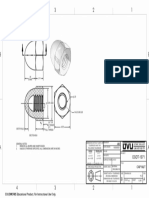
- Cap Nut DimensionsDocument1 pageCap Nut DimensionsJCNo ratings yet
- 1.2003 Datasheet, 1.2003 Chemical, 1Document2 pages1.2003 Datasheet, 1.2003 Chemical, 1Slobodan NocajNo ratings yet
- JIS-B0251-1975-Limit Gauges For Metric Coarse Screw ThreadsDocument65 pagesJIS-B0251-1975-Limit Gauges For Metric Coarse Screw Threadsfatimah83% (6)
- EPL 2019 New ManualDocument44 pagesEPL 2019 New ManualNigileshNo ratings yet
- Lost Foam Casting Process ExplainedDocument7 pagesLost Foam Casting Process ExplainedMohd AzriNo ratings yet
- Air Force To 32-1-101 Army TM 9 243 Navy m6290 Aj Man 1010 Marine Corp TM 10209 101 Technical Manual Use and Care of Hand Tools and Measuring Tools 14Document310 pagesAir Force To 32-1-101 Army TM 9 243 Navy m6290 Aj Man 1010 Marine Corp TM 10209 101 Technical Manual Use and Care of Hand Tools and Measuring Tools 14Michael SmallNo ratings yet
- Is 4897 1994Document15 pagesIs 4897 1994Vedanth ChoudharyNo ratings yet
- MPS LONTAR TOOLS LISTDocument4 pagesMPS LONTAR TOOLS LISTfitri purwaniNo ratings yet