You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Custom and Sharī'a in The Bedouin Family According To Legal Documents From TheJudaean DesertDocument18 pagesCustom and Sharī'a in The Bedouin Family According To Legal Documents From TheJudaean Desertعمرو مقلدNo ratings yet
- Journal of Asian and African Studies No. 41 1991: Factors Behind The Political Islamic Movement in EgyptDocument17 pagesJournal of Asian and African Studies No. 41 1991: Factors Behind The Political Islamic Movement in Egyptعمرو مقلدNo ratings yet
- In The Gulf States: The Islamization of Project FinanceDocument6 pagesIn The Gulf States: The Islamization of Project Financeعمرو مقلدNo ratings yet
- Origins of Modern ScienceDocument261 pagesOrigins of Modern ScienceapmountNo ratings yet
- Power Plant ValveDocument63 pagesPower Plant Valvenjc6151100% (2)
- Civil Democratic Islam 1Document9 pagesCivil Democratic Islam 1عمرو مقلدNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Base para Detectores de Humo y Temperatura KIDDE KI-SBDocument2 pagesBase para Detectores de Humo y Temperatura KIDDE KI-SBAnderson CastañedaNo ratings yet
- Ensure Even Preload with Proper Tightening Tools and SequenceDocument2 pagesEnsure Even Preload with Proper Tightening Tools and SequenceMachineryengNo ratings yet
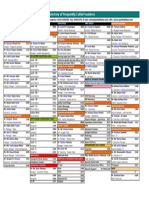
- Directory of Frequently Called Numbers: Maj. Sheikh RahmanDocument1 pageDirectory of Frequently Called Numbers: Maj. Sheikh RahmanEdward Ebb BonnoNo ratings yet
- A. Kumar Aswamy Job Offer LetterDocument1 pageA. Kumar Aswamy Job Offer LetterHimanshu PatelNo ratings yet
- 2016.05.16 - Org ChartDocument2 pages2016.05.16 - Org ChartMelissaNo ratings yet
- BIRADS Lexicon and Its Histopathological Corroboration in The Diagnosis of Breast LesionsDocument7 pagesBIRADS Lexicon and Its Histopathological Corroboration in The Diagnosis of Breast LesionsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Stress and FilipinosDocument28 pagesStress and FilipinosDaniel John Arboleda100% (2)
- How To Practice Self Care - WikiHowDocument7 pagesHow To Practice Self Care - WikiHowВасе АнѓелескиNo ratings yet
- Allium CepaDocument90 pagesAllium CepaYosr Ahmed100% (3)
- Elem. Reading PracticeDocument10 pagesElem. Reading PracticeElissa Janquil RussellNo ratings yet
- SPA For Banks From Unit OwnersDocument1 pageSPA For Banks From Unit OwnersAda DiansuyNo ratings yet
- General Specifications: Detail ADocument1 pageGeneral Specifications: Detail AJeniel PascualNo ratings yet
- Puskesmas Dua Puluh Tiga Ilir Publishes Vaccination Ticket ListDocument98 pagesPuskesmas Dua Puluh Tiga Ilir Publishes Vaccination Ticket ListLaboratorium PKM 23 IlirNo ratings yet
- Aging and Elderly IQDocument2 pagesAging and Elderly IQ317537891No ratings yet
- Auramo Oy spare parts listsDocument12 pagesAuramo Oy spare parts listsYavuz ErcanliNo ratings yet
- Assessment Formal AssessmentDocument7 pagesAssessment Formal Assessmentashish33% (3)
- Physical Education Worksheet AssessmentsDocument3 pagesPhysical Education Worksheet AssessmentsMichaela Janne VegigaNo ratings yet
- Canada's Health Care SystemDocument11 pagesCanada's Health Care SystemHuffy27100% (2)
- 2 English Course BDocument8 pages2 English Course BAnjana27No ratings yet
- Disinfecting Water Wells Shock ChlorinationDocument3 pagesDisinfecting Water Wells Shock ChlorinationmayaNo ratings yet
- GSIS vs. de LeonDocument9 pagesGSIS vs. de Leonalwayskeepthefaith8No ratings yet
- 01 - 01 - SK10 - JXNipponDocument1 page01 - 01 - SK10 - JXNipponredevils86No ratings yet
- TDS Versimax HD4 15W40Document1 pageTDS Versimax HD4 15W40Amaraa DNo ratings yet
- Grade Eleven Test 2019 Social StudiesDocument6 pagesGrade Eleven Test 2019 Social StudiesClair VickerieNo ratings yet
- Wastewater Treatment Plant Design PDFDocument68 pagesWastewater Treatment Plant Design PDFmostafa1alaahobaNo ratings yet
- RTG E-One - Manual de Manutenção 41300-41303 (EN)Document328 pagesRTG E-One - Manual de Manutenção 41300-41303 (EN)Conrado Soares100% (1)
- Insects, Stings and BitesDocument5 pagesInsects, Stings and BitesHans Alfonso ThioritzNo ratings yet
- Poverty and Crime PDFDocument17 pagesPoverty and Crime PDFLudwigNo ratings yet
- Interface GSKTMTRLBRCHR A4 Int 4webDocument7 pagesInterface GSKTMTRLBRCHR A4 Int 4webROGERIO GUILHERME DE OLIVEIRA MARQUESNo ratings yet
- Executive Order 000Document2 pagesExecutive Order 000Randell ManjarresNo ratings yet