You might also like
- Coffee Porter - 5 Gal (Dry Hopping With Whole Coffee Beans)Document1 pageCoffee Porter - 5 Gal (Dry Hopping With Whole Coffee Beans)Octavio LopezNo ratings yet
- Quality ManualDocument17 pagesQuality ManualOctavio LopezNo ratings yet
- Fact Sheet #27: ISO 22000 Standards Benefits of ISO 22000Document2 pagesFact Sheet #27: ISO 22000 Standards Benefits of ISO 22000Octavio LopezNo ratings yet
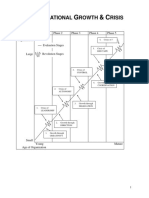
- Organizational Growth Cycles: Surviving Crises with GrowthDocument11 pagesOrganizational Growth Cycles: Surviving Crises with GrowthOctavio Lopez100% (2)
- Three Types of Skills ClassificationDocument1 pageThree Types of Skills ClassificationJaisson K SimonNo ratings yet
- Altair 4x Manual - en FR ESDocument205 pagesAltair 4x Manual - en FR ESMamelucoNo ratings yet
- YeastGuide PosterDocument1 pageYeastGuide PosterOctavio LopezNo ratings yet
- Iso Dis 45001Document46 pagesIso Dis 45001gmg210981No ratings yet
- CM20150519 55114 46644Document5 pagesCM20150519 55114 46644Octavio LopezNo ratings yet
- Information Pdfs 1152 0Document1 pageInformation Pdfs 1152 0Octavio LopezNo ratings yet
- Asme Sec V B Se 165 Examen Con Liquidos Penetrantes PDFDocument25 pagesAsme Sec V B Se 165 Examen Con Liquidos Penetrantes PDFA.A100% (1)
- Organizational Growth Cycles: Surviving Crises with GrowthDocument11 pagesOrganizational Growth Cycles: Surviving Crises with GrowthOctavio Lopez100% (2)
- Scour CalculationsDocument41 pagesScour CalculationsOladunni AfolabiNo ratings yet
- K EggingDocument7 pagesK EggingspaceskipperNo ratings yet
- Curriculum Vitae: Debra L. ReedDocument4 pagesCurriculum Vitae: Debra L. ReedOctavio LopezNo ratings yet
- U S Steel Tubular Products Standard and Line Pipe PDFDocument102 pagesU S Steel Tubular Products Standard and Line Pipe PDFarmando0212-1No ratings yet
- Muscle Building RegimenDocument8 pagesMuscle Building RegimenOctavio LopezNo ratings yet
- French III BookletDocument15 pagesFrench III BookletOctavio LopezNo ratings yet
- ++d351798x012 04 PDFDocument5 pages++d351798x012 04 PDFCarlos TarquinoNo ratings yet
- French I 111Document15 pagesFrench I 111Nana NaniNo ratings yet
- Pipe and Fitting Materials in PipelinesDocument1 pagePipe and Fitting Materials in PipelinesOctavio LopezNo ratings yet
- French II BookletDocument11 pagesFrench II BookletOctavio LopezNo ratings yet
- Pipeline Integrity BasicsDocument35 pagesPipeline Integrity Basicsharsh_1582100% (1)
- Determining Class LocationDocument57 pagesDetermining Class LocationJorgeSCZNo ratings yet
- Pipeline Accidents PDFDocument103 pagesPipeline Accidents PDFOctavio LopezNo ratings yet
- Black Iron Oxide DatasheetDocument8 pagesBlack Iron Oxide DatasheetOctavio LopezNo ratings yet
- Kwan Golden GateDocument10 pagesKwan Golden GateLuis G WeigertNo ratings yet
- Black Iron Oxide DatasheetDocument8 pagesBlack Iron Oxide DatasheetOctavio LopezNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Steam TurbineDocument30 pagesSteam Turbinenaveedsidhu100% (1)
- Fanning Friction Factor PDFDocument5 pagesFanning Friction Factor PDFlhphong021191No ratings yet
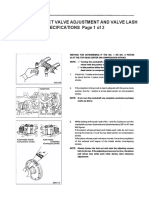
- Hino H07C H07CT Valve Adjustment and Valve Lash Clearance SpecificationsDocument2 pagesHino H07C H07CT Valve Adjustment and Valve Lash Clearance Specificationsferran_alfonso0% (1)
- UGNA3023 Report 1Document12 pagesUGNA3023 Report 1Shawn OngNo ratings yet
- W A U K E S H A: 68 FORM 6302 First EditionDocument2 pagesW A U K E S H A: 68 FORM 6302 First Editiondiego yecid millan mendozaNo ratings yet
- Flow Through PipesDocument31 pagesFlow Through PipesShyam Pandey50% (2)
- Anek Industrial Plastics-Welding Machine, Electro Fusion Machine, Hdpe Pipes, Hdpe DWC Pipe, Hdpe PLB Duct, Hdpe Pipe Fittings in MumbaiDocument4 pagesAnek Industrial Plastics-Welding Machine, Electro Fusion Machine, Hdpe Pipes, Hdpe DWC Pipe, Hdpe PLB Duct, Hdpe Pipe Fittings in Mumbaianek pipeNo ratings yet
- Solenoid - How It Works and Troubleshooting GuideDocument13 pagesSolenoid - How It Works and Troubleshooting GuideAdham Abd El KareemNo ratings yet
- Fire Water Hydraulic CalculationsDocument23 pagesFire Water Hydraulic Calculationsmano.ahanjNo ratings yet
- Gas Turbine HistoryDocument6 pagesGas Turbine Historyzhd_shah100% (1)
- Header DesignDocument12 pagesHeader DesignGun SmithNo ratings yet
- Series CA: Magnetic Drive Centrifugal PumpDocument2 pagesSeries CA: Magnetic Drive Centrifugal Pumphanni86No ratings yet
- FIRE PUMP CHECKLISTDocument4 pagesFIRE PUMP CHECKLISTsbalu12674100% (2)
- Bleed Air System Schematic: Boeing 737Document8 pagesBleed Air System Schematic: Boeing 737Estevam Gomes de AzevedoNo ratings yet
- MV Introduction LetterDocument1 pageMV Introduction LetterSoriSori2008No ratings yet
- UNIT 2 (Steam Power Plant)Document2 pagesUNIT 2 (Steam Power Plant)mohd azeemNo ratings yet
- Hydraulis All BVKDocument149 pagesHydraulis All BVKgotu123No ratings yet
- Mechatronics Unit-3Document49 pagesMechatronics Unit-3nagsanthosh3No ratings yet
- Turbine Lubrication System ComponentsDocument20 pagesTurbine Lubrication System ComponentsAshwani DograNo ratings yet
- Aire para InstrumentosDocument5 pagesAire para InstrumentosMagin Idelfonso TorreblancaNo ratings yet
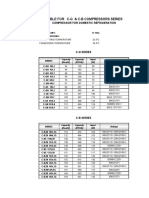
- Table For C-Q & C-B Compressors Series: Compressor For Domestic RefrigerationDocument1 pageTable For C-Q & C-B Compressors Series: Compressor For Domestic RefrigerationRefridi Ca Refrigeracion Industrial40% (5)
- Types of Pumps GuideDocument45 pagesTypes of Pumps Guidesuraj7266No ratings yet
- Pantera Dpi Compressor and Air Circuit: Original InstructionsDocument89 pagesPantera Dpi Compressor and Air Circuit: Original InstructionsLewis NemanangaNo ratings yet
- B1-11 (1) .4.1 Air Supply B-1 (2008)Document10 pagesB1-11 (1) .4.1 Air Supply B-1 (2008)Kisna BhurtelNo ratings yet
- Mod 64 ValveDocument32 pagesMod 64 ValveEduardo TapiaNo ratings yet
- Anhydrous Ammonia System Piping RequirementsDocument4 pagesAnhydrous Ammonia System Piping RequirementsBilel YoussefiNo ratings yet
- V5X Electric Control IntroductionDocument67 pagesV5X Electric Control Introductionনির্জন পথিকNo ratings yet
- Service and District Regulator ConsiderationsDocument52 pagesService and District Regulator ConsiderationsRohan Sharma100% (1)
- Cav03 OS 4 010Document7 pagesCav03 OS 4 010Emad ElsaidNo ratings yet
- Akron 4470Document1 pageAkron 4470Yadir BojacaNo ratings yet