Professional Documents
Culture Documents
8 Capitulo Viii
Uploaded by
Jhon Barzola PalominoOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
8 Capitulo Viii
Uploaded by
Jhon Barzola PalominoCopyright:
Available Formats
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
CAPITULO VIII
SUPERVISIN Y CONTROL DE LOS CIRCUITOS DE
FLOTACIN
8.1. OBJETIVO.
Al trmino de este captulo el estudiante debe quedar en capacidad de manejar cualquier sistema de
control manual o automatizado.
8.2. CONTROL DE OPERACION MANUAL Y AUTOMATICO.
8.2.1. Introduccin.
Es evidente que para controlar y evaluar un proceso metalrgico-industrial se debe conocer su
sustento cientfico y fundamento operativo, el cual ya se ha dado en los captulos anteriores. Luego
de esta etapa deben seleccionarse las variables de mayor incidencia, y observar el grado de
independencia que presentan unas con respecto a otras. Por lo general, stas se clasifican de
acuerdo al grado de criticidad para el proceso, para determinar la frecuencia de control a la que
deben someterse en un perodo de tiempo. Generalmente, stas variables tienen directa relacin con
la produccin y calidad del producto, de manera tal que si aumentan o disminuyen, se estudian y
controlan con mayor rigurosidad y eficiencia.
El objetivo de evaluar es proporcionar mecanismos o mtodos para controlar las variables de
operacin de proceso, observar sus fluctuaciones y predecir cambios, de modo de prevenir cualquier
variacin que altere el normal estndar de operacin de la Planta Concentradora.
El flujo de informacin del control de procesos, por lo general tiene una estructura que se cimienta por
medio de los controles automticos de los procesos, medidos a travs de sensores electrnicos o
bien mediante mecanismos de muestreo, los que permiten obtener muestras representativas en un
instante. La diferencia entre ambos es el tiempo de respuesta, mientras en el primer caso son
automticas, el segundo demora, horas en entregar un resultado.
Hoy debido a los avances tecnolgicos, se ha podido mejorar bastante el tiempo de entrega de
informacin, ya que es obvio, que entre ms rpido y confiable es un resultado de una observacin,
se pueden tomar ms rpido las decisiones en Planta Concentradora.
En general, en la Industria Minero-Metalrgica, existen variables de rpida informacin, como el
tonelaje por minuto o por hora de mineral, el flujo de soluciones o pulpas que circulan por tuberas, la
temperatura de fluidos, etc. que procesa una Planta Concentradora. Pero tambin hay variables que
an siguen dependiendo del tiempo de respuesta, como los leyes del mineral, concentraciones de
soluciones, granulometra de mineral, etc., en resumen aquellas que dependen del Laboratorio
Qumico Metalrgico. Esto se debe a la confiabilidad y exactitud que se necesita para estos datos, ya
que todava los equipos analizadores en lnea, requieren mucho tiempo de mantencin, lo que
perjudica su confiabilidad en los datos, adems de los altos costos que hoy an tienen, para invertir
en stos.
Los equipos en Plantas de Procesamiento de Minerales, especficamente, Plantas Concentradoras,
deben clasificarse de acuerdo a que tan crticas son para el proceso. As por ejemplo los pesmetros
que miden la cantidad de cuanto mineral se procesan en las secciones de chancado, los flujmetros
para medir los caudales de pulpa, los sensores de nivel en todas los tanques de depsito de pulpas o
en las celdas de flotacin, etc., son de vital importancia. Esto lleva a que estn insertos dentro de un
programa de mantenimiento preventivo, mucho ms riguroso que otros.
Por lo general la informacin recopilada debe ser fcil de leer y analizar en el momento que se
requiere. As por ejemplo las planillas deben ser elaboradas revisadas y ordenadas de acuerdo
estndares de calidad. Los datos deben hablar por s solos, esto quiere decir, que al momento de
observar un grfico o planilla, debe quedar claramente establecido que se han manifestado cambios,
y se deben tomar medidas correctivas adecuadas.
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
La evaluacin de las operaciones es la etapa fundamental, ya que aqu se toman medidas, para
enmendar errores cometidos o bien observar condiciones que mejoren la optimizacin de los
procesos. Por tal razn los datos deben ser trazables, es decir, que permiten reproducir la situacin
que se produjo una alta produccin, o bien un problema de calidad del producto. Tambin esta etapa
permite revisar los estndares con los que se trabaja, ya que muchas veces, hay puntos de operacin
que pueden ser mejorados y corregidos.
Implementar nuevos controles en algunos puntos y remover otros que no guardan representatividad
en el proceso, ya que es muy comn que en la medida que se conoce un proceso, se encuentra con
datos o informacin, la cual no resulta relevante o representativa de lo que realmente se quiere medir.
En la Planta Concentradora, es importante medir flujo de mineral a los molinos, granulometra de
partculas en el interior de las pulpas de mineral, leyes de las diferentes pulpas que se obtienen a lo
largo del proceso, es decir, las etapas del circuito, la energa que se abastece a cada molino, a la
celdas de flotacin, etc..
En una Planta Concentradora en su seccin de flotacin, actualmente el control de la operacin
puede ser:
Control de operacin manual.
Control de operacin automtica.
A.- CONTROL DE OPERACIN MANUAL.
Para poder controlar el manejo de un circuito de flotacin en forma manual es necesario considerar
algunos aspectos tales como:
La pulpa.
Los reactivos.
El aire.
La calidad del concentrado.
La limpieza.
El relave.
As mismo, existe una operacin de control auxiliar, que se le conoce como "el plateo" el cul
consiste en lavar las espumas de los concentrados y pulpas de los relaves con el objeto de verificar si
hay material indeseable en los concentrados, ley aproximada, etc. o si an hay mineral valioso en los
relaves.
Generalmente el plateo se hace en los siguientes puntos:
Concentrado de las celdas de desbaste.
En los relaves intermedios y final.
Concentrado de las celdas de recuperacin.
Concentrado de las celdas de limpieza.
La frecuencia de plateo puede hacerse cada media hora o cuando cambia la calidad de la espuma, lo
cul indica algn cambio en el sistema.
El agua que se adiciona en las canaletas, es para romper la espuma y transportar la pulpa a la
siguiente etapa. La utilidad de esta agua debe ser controlada , puesto que un exceso puede producir
los siguientes efectos :
1.
2.
3.
Demasiada dilucin de los concentrados.
Dilucin de los reactivos.
Alteracin de pH.
En todo caso, las unidades de operacin en la seccin de flotacin entre otros son:
Alimento constante a la celda de flotacin para mantener el nivel de pulpa adecuado.
Altura correcta del colchn de espuma .Usar las compuertas y vlvulas de aire para conseguir
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
esta altura de modo que siempre sea la espuma la que rebalse y nunca la pulpa.
Verificar cada media hora, cuando menos, que los reactivos ingresen en el lugar adecuado y en la
cantidad programada.
Evaluacin del proceso mediante el plateo.
Regulacin del agua en las canaletas.
Regular la cantidad de aire entrante en la celda.
El cuidado que se debe tener en cuenta de las mquinas de flotacin es el siguiente:
Que no hayan huecos en el casco.
Que los impulsores se encuentren en buen estado.
Que la tubera de aire no est obstruida.
Chequear el estado de la hoja y varilla de las compuertas.
Mantener las fajas de transmisin en la tensin correcta.
Mantener la adecuada lubricacin de los rodamientos.
Verificar que no haya calentamiento en los motores.
Como se puede ver, el control del circuito de flotacin y de la Planta Concentradora an continua
dependiendo de la destreza de los ingenieros metalurgistas y de los operadores, los cuales entregan
un producto y una operacin sin informacin oportuna tal como leyes de cabeza, de concentrados y
relave, lo cul generalmente est disponible al da siguiente, cuyos datos sern ya slo historia.
B. CONTROL AUTOMATICO DE LOS CIRCUITOS DE FLOTACION.
Las etapas de un circuito de flotacin se pueden clasificar como:
Flotacin primaria o de desbaste.
Flotacin de recuperacin.
Remolienda, optativo de acuerdo a cada mena o yacimiento.
Flotacin primera limpieza (celda mecnica o columna) y recuperacin (repaso)
Flotacin segunda limpieza (en celdas mecnicas de flotacin)
Re-tratamiento de colas.
8.2.2. Objetivo del Control
El objetivo de control operacional de la Planta Concentradora es maximizar la recuperacin y ley de
concentrado. Esto se logra manteniendo las caractersticas de la pulpa en los rangos requeridos.
Este objetivo se satisface en general mediante:
Un adecuado control de la densidad y pH de la pulpa de alimentacin a flotacin primaria y
flotacin limpieza.
Una adecuada dosificacin de reactivos.
Un control operacional de las celdas de flotacin primaria y molinos de remolienda.
Lazos de Control
Los lazos de control automtico y controles manuales considerados en la operacin de las diferentes
etapas de un circuito de flotacin de una Planta Concentradora son:
Flotacin Primaria
Control de densidad de la pulpa de alimentacin
Control de pH de la pulpa de alimentacin
Control de nivel de las celdas de flotacin
Control de adicin de reactivos
En el caso que se tenga remolienda del concentrado de desbaste o concentrado primario
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
Remolienda de Concentrado
Control de densidad de la pulpa alimentacin.
Control de nivel cajn bomba alimentacin hidrociclones.
Control de adicin de lechada de cal.
Flotacin primera Limpieza
Control de nivel cajn bombas alimentacin a flotacin limpieza.
Control de pH alimentacin flotacin limpieza
Control de nivel de carga y espumas en las celdas
Flotacin de recuperacin (Scavenger)
Control de nivel de carga y espumas en las celdas
Control de nivel en cajones de traspaso
Adicin de Reactivos
Generalmente los reactivos se alimentan en los molinos, en el alimento a las celdas primarias y a las
de recuperacin. En las etapas de limpieza por lo general no se adicionan reactivos, ocasionalmente
cal para mantener el pH.
Control adicin de reactivos a flotacin
Control flujo alimentacin a estanques distribuidores de reactivos
Lazo de Control de Densidad de la Pulpa de Alimentacin a flotacin primaria
Este lazo de control permite regular el porcentaje de slidos de la pulpa de alimentacin a las celdas
de flotacin primaria. El lazo opera en base al porcentaje de slidos del rebose de los hidrociclones
que alimentan a la flotacin primaria, medida en Medidores de Tamao de Partculas (PSM). El
porcentaje de slidos del rebase de los hidrociclones es medido en el analizador y enva la seal para
control de adicin de agua. La Figura N.1 muestra un esquema del control de densidad para la
flotacin primaria.
Control pH de la pulpa de Alimentacin
El pH de la pulpa de alimentacin a las celdas de flotacin primaria se controla actuando sobre la
alimentacin de lechada de cal a la molienda (convencional o SAG). La medicin de pH se realiza en
los cajones distribuidores a flotacin primaria.
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
Figura N 8.1: Control de densidad alimentacin flotacin primaria
La Figura N 8.2 muestra un esquema del control de pH.
Molino
de Bolas
o
SAG
Figura N 8.2: Esquena de control de pH en flotacin primaria
Control de Nivel de las celdas de flotacin
El control de nivel de cada banco se realiza midiendo el nivel de la ltima celda y actuando
sobre las vlvulas tapn de la caja de traspaso.
La referencia de nivel la puede fijar el operador desde el DCS (Figura N 8.3)
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
Figura N 8.3: Control de nivel en celdas
En el caso de que haya remolienda de concentrado Primario, el control posible puede ser:
Control de Densidad Alimentacin Hidrociclones
El control de densidad se realiza regulando el flujo de agua fresca que se alimenta al pozo de
descarga del molino, para ello, se mide la densidad de entrada de la batera de hidrociclones de
remolienda y se regula el flujo de agua al pozo de descarga del molino. El controlador acta sobre la
vlvula reguladora de flujo de agua al pozo. Ver Figura N 8.4
Figura N 8.4: Control de densidad en la alimentacin a los hidrociclones en remolienda
Control de Nivel Sumidero Bomba Alimentacin Hidrociclones
Este control se realiza midiendo el nivel de pulpa en los pozos y actuando sobre el variador de
velocidad de las bombas de alimentacin a hidrociclones de remolienda.
La Figura N 8.5 muestra el control de nivel en pozos de bombeo a hidrociclones en el caso de que se
tenga dos molinos.
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
FIGURA N 8.5: Control de nivel en pozo de bombeo a hidrociclones remolienda
Descripcin de instrumentos en la figura:
LSLL : Interruptor de nivel
LIC : Control de nivel
LIT : Medidor de nivel
Control de nivel cajn bomba alimentacin hidrociclones
El cajn de bombeo a hidrociclones, compuesto en este caso por dos secciones, posee un sistema
independiente de control de nivel que acta sobre la Densidad7 de la bomba. El control automtico
fija la Densidad7 de la bomba, manteniendo el nivel del cajn estable.
El controlador LIC aumenta o disminuye la velocidad de la bomba al detectar, mediante el medidor LIT
alguna subida o bajada de nivel.
Control de Densidad
En la lnea de alimentacin a la batera de hidrociclones se encuentra ubicado un densmetro
(nuclear, etc), el cual forma parte de un lazo de control usado para mantener estable la densidad de la
pulpa.
Segn se muestra en la Figura N 8.6, el control de densidad funciona en base a dos elementos:
controlador de densidad (DIC) y de flujo (FIC).
En este caso, el operador fija la referencia de densidad deseada en el controlador DIC, el cual a su
vez genera una seal que sirve como referencia al controlador FIC, indicndose cual ser el caudal
de agua necesario para obtener la densidad deseada.
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
Figura N 8.6:Control de densidad en batera hidrociclones
Descripcin de instrumentos en la figura:
DIC
DIT
FIC
FIT
:
:
:
:
Control de densidad
Medidor de densidad
Control de flujo
Medidor de flujo
Control de pH
El control de pH considera la adicin de lechada de cal en el sumidero de alimentacin de
pulpa a los molinos de torre. La adicin de cal se efecta en base a 2 lneas controladas, de las
cuales una es de reserva. En la figura N 8.7 se muestra la instrumentacin asociada a la adicin de
lechada de cal
FIGURA N 8.7: Sistema de control de pH en cajn distribuidor a molinos
Descripcin de instrumentos en figura:
AX
HS
S
: Generador de pulsos (la cal se adiciona por pulsos en la vlvula, chorros)
: Selector
: Trampa de slidos decantados
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
MONITOREO
Monitoreo de Potencias
En los molinos se realiza una medicin de la potencia tomada por los motores. Esta potencia es
desplegada en la sala de control, segn se muestra en la Figura N 8.8
Figura N 8.8. Monitoreo de potencia del molino
Descripcin de instrumentos en figura:
JI
JT
:
:
Indicador de potencia
Medidor de potencia
Monitoreo de Presin
En la batera de hidrociclones, se dispone de un manmetro en la lnea principal que alimenta a
los hidrociclones. La seal de dicho instrumento es desplegada al operador en la sala de control. Para
operar dentro de rangos normales de presin, el operador deber tomar la accin manual en la
abertura o cierre de hidrociclones (Figura N 8.9).
Figura N 8.9 . Medicin de presin en batera de hidrociclones
COMANDO DE VLVULAS NEUMTICAS ON-OFF.
Comando de Vlvulas Tapn
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
Este control permite el accionamiento de las vlvulas tapn y consiste en un cilindro neumtico de
"doble efecto" (aire para abrir y para cerrar) y una vlvula neumtica de accionamiento manual. El
operador posiciona dicha vlvula para subir o bajar el tapn (ver esquema tpico de funcionamiento en
la figura N 8.10.
Fig. N 8.10. Sistema de comando en vlvulas Tapn
Los equipos que poseen este sistema de comando son:
Cajn de bombeo a hidrociclones
Cajn distribuidor a molinos.
Comando de Vlvulas Cuchillo y Pinch
Este manejo de vlvulas es similar al utilizado en el caso de las vlvulas tapn (Figura N 10). Se
compone de un cilindro operado por una vlvula neumtica de accionamiento manual o elctrico.
Vlvulas en cajn traspaso Concentrado Scavenger1 Limpieza
La descarga de este cajn se realiza mediante dos vlvulas cuchillo, con cilindro de doble efecto,
accionado mediante una vlvula neumtica, 4 vas, y de operacin manual (se necesita aire para abrir
y para cerrar) si este fuera el sistema. En la Figura N 8.11 se muestra la disposicin del sistema de
control usado para descargar dicho cajn.
Control mediante Vlvulas Pinch
El accionamiento de la vlvula Pinch se efecta en base a un cilindro de efecto simple (aire, para
cerrar y resorte para abrir) y una vlvula neumtica de operacin manual.
El interruptor de presin sirve para indicar al operador de la sala de control, la posicin que posee la
vlvula Pinch: abierta (cilindro con presin) o cerrada (cilindro sin presin).
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
FIGURA N 8.11: Sistema de comando de vlvulas de cuchillo en la descarga del
cajn de traspaso scavenger 1 Limpieza
Control de Agua de Sello
En las lneas de agua sello de las bombas que alimentan la batera de hidrociclones, se dispone de
un interruptor de flujo y un interruptor de presin baja. Estos elementos generan una alarma cuando
baja la presin o el flujo de agua de sello (ver Figura N 8.12).
Figura N 8.12: Instrumentacin en lneas agua de sello a bombas de alimentacin hidrociclones
Descripcin de instrumentos en figura:
FAL
PSL
FSL
:
:
:
Alarma
Detector de presin baja
Detector de flujo bajo
Control en Bombas de Piso
En la Figura N 8.13 se muestra el esquema de lazo de control que comanda las bombas de piso
sector molinos. La bomba arranca automticamente, cuando el interruptor detecta pulpa en el
estanque. La bomba se detiene si se detecta estanque vaco.
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
8.3. INSTRUMENTACIN
De acuerdo al sistema a diseo del circuito, se selecciona la instrumentacin.
Acondicionamiento de Pulpa
El objetivo del control operacional asociado a esta etapa es acondicionar la pulpa a los valores de pH
y porcentajes de slidos requeridos para la operacin.
La instrumentacin es la siguiente:
Vlvulas automticas de adicin de agua y lechada de cal. Analizadores de muestras para determinar
leyes de Cu, Fe, Mo, Zn, As y densidad. Esto es casi tpico en una planta de Cu-Mo.
Flotacin Primaria o de desbaste.
La instrumentacin asociada a esta etapa es:
Vlvulas de tapones electro-neumtica
Botoneras arrancar/parar agitadores
Medidor de pH
Analizadores de muestras
Remolienda de Concentrado
La instrumentacin asociada a esta etapa es:
Molinos de Remolienda
Medidores de potencia y corriente.
Botoneras partir/parar molino.
Medidores de temperatura molinos.
Flujmetros
Vlvulas automticas de adicin de agua.
Bombas de Alimentacin a Hidrociclones
Variadores de velocidad
Interruptores de flujo bajo agua de sello.
Medidores de presin.
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
Medidores de nivel
Vlvulas electro-neumtica
Batera de Hidrociclones
Medidores de presin
Vlvulas electro-neumticas
Flotacin Limpieza
La instrumentacin asociada a esta etapa es:
Vlvulas de tapones electro-neumticas
Botonera arrancar/parar agitadores
Medidor de pH
Flotacin Relimpieza
La instrumentacin asociada a esta etapa es:
Vlvulas de tapones electro-neumticas
Botonera arrancar/parar agitadores
Distribucin de Reactivos
La instrumentacin asociada a esta etapa es:
Medidores de nivel.
Variadores de velocidad.
ENCLAVAMIENTOS
Los enclavamientos principales de los equipos de una Planta Concentradora pueden ser:
Bombas alimentacin hidrociclones.
Estn enclavadas con:
Agua de sello bombas
Molinos de remolienda.
Estn enclavados con:
Servicios motor molino.
Servicios del molino.
Baja presin aire embrague del molino.
Vlvulas de tapones de control de nivel celdas de flotacin.
Estn enclavadas con:
Aire de instrumentacin
Dosificadores de reactivos.
Estn enclavadas con:
Bajo nivel estanque de reactivo.
Bombas de traspaso.
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
Estn enclavadas con:
Nivel pozo bombeo
POSICIN FALLA DE TAPONES Y VLVULAS
Tapones distribuidores motorizados y mecnicos.
Ante una falla de suministro elctrico estos tapones se cierran.
Vlvulas de tapones de control de nivel celdas de flotacin
Ante una falla de suministro de energa elctrica y una prdida en la presin de aire, los tapones se
abren.
Vlvulas de cuchillo pozos alimentacin bombas hidrociclones
Ante una falla de suministro de energa elctrica las vlvulas se cierran.
Vlvulas de cuchillo pozo de bombeo traspaso
Ante un falla de suministro de energa elctrica las vlvulas se cierran.
TIPOS DE CONTROL
Control Clsico
En la industria se basa en la existencia de tres instrumentos: Transmisor, Controlador y Vlvula de
control, relacionados a travs del lazo o bucle de retroalimentacin, que es nico para cada variable
controlada del proceso industrial.
Existen tantos lazos de control como variables controladas.
Utilizacin hasta los aos 1960.
Control Digital Directo DDC
En el control digital directo, un computador sustituye al instrumento controlador, efectuando los
clculos de acuerdo con las acciones de control deseadas y enviando las correspondientes seales
de salida a las vlvulas de control. Esta funcin de clculo la efecta secuencialmente para cada
variable de entrada analgica o digital y para cada vlvula de control del lazo correspondiente.
Una falla en el computador da lugar a la prdida total del control de la planta.
Utilizacin desde los aos 1960 a 1975.
Control de Puntos de Consigna SPC
Al descartar el empleo de un nico computador (control DDC) por el serio inconveniente de la
seguridad y sustituirlo por varios controladores digitales capaces de controlar individualmente un
cierto nmero de variables, para as distribuir el riesgo del control nico. Cada controlador digital,
deba ser universal, es decir disponer de algoritmos de control seleccionables por software, que
permitan resolver todas las situaciones de control y dieran as versatilidad al sistema. Para
comunicarse entre s los transmisores electrnicos de terreno, los controladores y las interfases para
la comunicacin con el operador de la planta, se adopt el empleo de una va de comunicaciones, en
forma de cable coaxial. Para eliminar el espacio de panel requerido por el control clsico, se adopt el
uso de uno o varios monitores de CRT, en los cuales, el operador, a travs de teclado, deba
examinar las variables de proceso, las caractersticas de control, las alarmas, etc., sin perturbar el
control de la Planta y con opcin de cambiar cualquier caracterstica de control de las variables del
proceso. Utilizacin desde el ao 1970.
Control Distribuido
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
El control distribuido consiste en uno o varios microprocesadores que controlan cada uno ms de una
variable (aproximadamente 8) y que estn repartidos por la planta y conectados a las seales de los
transmisores de las variables y a las vlvulas de control.
El primer sistema de control distribuido para la industria fue presentado por la firma Honeywell Inc. en
noviembre de 1975.
Control Supervisor
La distribucin de los microprocesadores a lo largo de la planta en los puntos con mayor
concentracin de seales es la de una distribucin arquitectnica mltiple, unida mediante una va de
comunicaciones, que permite la supervisin desde la sala de control, e incluso desde un computador
personal.
Utilizacin desde aproximadamente 1980.
En esencia, la diferencia entre el control distribuido y el control clsico es la posibilidad de
configuracin por software y la capacidad de comunicacin entre microprocesadores y el centro
supervisor, que se ofrece actualmente en los sistemas de control distribuido.
8.3.1. CLASES DE INSTRUMENTOS
Transmisores
Los transmisores son instrumentos que captan la variable de proceso y la transmiten a distancia a un
instrumento receptor indicador, registrador, controlador o combinacin de estos.
Existen varios tipos de seales de transmisin: neumticas, electrnicas, digitales, hidrulicas y
telemtricas. las ms empleadas en la industria son las tres primeras, las eales hidrulicas se
utilizan ocasionalmente cuando se necesita una gran potencia y las seales telemtricas cuando hay
una distancia de varios kilmetros entre el transmisor y el receptor.
Los transmisores neumtico generan una seal neumtica variable linealmente de 3 a 15 psi para el
campo de medida de 0 - 100 % de la variable
Los transmisores electrnicos generan la seal estndar de 4 - 20 mA c.c. a distancias de 200 m a 1
km.
Las fibras pticas en la transmisin se estn utilizando en lugares de la planta donde las condiciones
son duras (campos magnticos intensos que influyen sobre la seal ..). Los mdulos de transmisin
pueden ser excitados por fuentes de luz de LED )Light Emiting Diodes) o diodos Lser.
Elementos sensores
El sensor es un elemento que transforma la manifestacin fsica de la variable controlada en otra que
es apta de ser interpretada por el transmisor o directamente por el controlador en caso de no existir
ste.
Sensores de Presin
Algunos principios utilizados para medir presin:
Bourdn
Manmetro de mbolos
Fuelle
MembranaPiezoelctrico
Presin diferencial
Ms utilizado: Bourdn
Sensores de Nivel
Mtodos utilizados para medir nivel:
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
Por flotador
Por desplazamiento
Diferencia de presin (altura de carga)
Por peso
Capacitivo
Resistivo
Por radiacin
Ms utilizado: Diferencia de presin y flotador
Sensores de Temperatura
Mtodos utilizados para medir temperatura:
Sistema de bulbo lleno de fluido
Bimetal
Termopar (termocupla)
Termmetro de resistencia (PT-100)
Dilatacin
Radiacin
Ms utilizado: Sistema de bulbo lleno
Medicin de caudales de fluidos
Mtodos empleados para medir caudales de lquidos y gases:
Caudalmetros de altura de carga:
Rotmetro
Caudalmetro de induccin
Caudalmetro por ultrasonido
Venturi
Plato orificio
Desplazamiento positivo
Turbina
Medidor de flujo por impacto
Anemmetro de hilo caliente
Medidor de Vortex
Pitot
Medidor de codo
Ms utilizado: Plato orificio
La eleccin del medidor depende de las prdidas y del costo, como se ilustra en la siguiente tabla:
Tipo de Medidor
Orificio
Tobera
Venturi
Prdida de Carga
Grande
Media
Pequea
Costo
Pequeo
Media
Grande
Medicin de la presin
La presin es una variable de proceso fundamental y su medicin puede utilizarse directamente para
controlar o para reducir otras mediciones, por ejemplo, el nivel, el flujo y la temperatura. Se pueden
utilizar muchos tipos de transductores
Estos transductores pueden estar eslabonados a transmisores electrnicos o neumticos para que
desarrollen una seal de 3 a 15 psig. (0.02 a 0.1 MPa) o de 4 a 20 mA. El "corazn" del transmisor
neumtico es el conjunto de boquilla y aleta, que incluye el relevador neumtico.
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
Medicin del flujo
El objetivo principal de los sistemas de control Metalrgico-industrial es balancear los flujos de
material y energa en un proceso. El flujo es la variable ms comn de un proceso mineralrgico. Las
dos funciones ms importantes de la instrumentacin son la exactitud de la medicin y el control. La
Tabla 1 cita algunos de los mtodos ms comunes de medicin y sus caractersticas.
Tabla 8.1. Mediciones de Flujo*
Tipo de Cabeza
Lquidos
Lquidos
Viscosos
Lechad
a
1. Placas de
Orificios
2. Rotmetros
3. Tubos
Venturi,
Boquillas
4. Tubos Pitot
5. Codo
6. Medidores de
Blanco
7. Vertederos,
Canales
1. Magntico
2. De vrtices
Ga
s
Slidos Linea
l
Capacidad
de
Cobertura
Cost
o
Exactitud
en % de
la escala
completa
Totalizador
Indirecto
Prdid
a de
Presi
n
SR
4:1
Bajo - 2
Elevad
o
10:1
Med - 2
--------
SR
4:1
Elev - 3
ado
Med
SR
3:1
Bajo 2 - 5
-------
SR
3:1
Bajo 5 - 10
-------
No
SR
4:1
Med - 2
Elevad
o
NL
100:1
Bajo 2 - 5
-------
Med
20:1
No
10:1
Elev - 1
ado
Med - 2
Med
1.
Desplazamiento
Positivo
20:1
Med - 1
Med
2. Turbina
20:1
Med - 1
Med
Tipo de
Velocodad
De
Desplazamient
o
Flujo de Masa
1. Tipos de Peso
20:1
Med - 3
-------
-------
2. Fluvimetros
Slidos
20:1
Med - 3
-------
-------
L. limitado; NL, no lineal; SR, raz cuadrada; F, fijo.
8.3.2. SISTEMAS DE CONTROL
Modelos de Plantas
Para poder anticipar el ajuste correcto de los controladores, es necesario conocer el comportamiento
de la Planta Concentradora o proceso que se est controlando.
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
Este comportamiento se define ajustando los parmetros de un modelo matemtico de manera que
ste describa lo mejor posible dentro de un rango determinado el comportamiento del proceso real.
Determinar el modelo de una Planta Concentradora es un trabajo bastante difcil y normalmente el
modelo se hace ms complejo mientras mejor se desee describir la Planta.
Controladores
En el nivel ms bajo de un sistema de control distribuido, las unidades funcionales del sistema estn
distribuidas y puestas en el terreno, en la vecindad de la planta.
Estas unidades constituyen subsistemas fuertemente autnomos, cuyo dominio de influencia se
restringe a unos pocos puntos de medicin o lazos de control. Por un lado tienen interfaz hacia la
planta y por otro hacia el sistema. Se les puede llamar estaciones de terreno y sus objetivos
principales, son :
1) Coleccionar y pre-procesar seales anlogas y digitales,
2) Monitorear y colocar los mensajes de alarmas y
3) Realizar funciones de control de lazo abierto y cerrado. Para ello estas unidades estn
estructuradas modularmente y orientadas a un bus local.
Para un control dedicado se usan los controladores digitales del tipo Stand Alone. Estos tienen
capacidad de monitoreo y pueden ser programados o configurados desde un computador personal.
Tambin pueden ser operados desde la consola en el panel frontal exterior, contienen funciones de
control tales como PID, PID cascada, otros; y un manipulador manual/automtico. Adems tiene
funciones programables usando mdulos que pueden ser configurados parametrizados. Tienen
comunicacin serial para comunicar a un sistema Controlador Bsico o Multifuncin.
Controlador bsico
El controlador bsico de un sistema es una estacin de terreno orientada a un bus con capacidad de
manejar varios controladores individuales, cada uno de los cuales puede hacer uso de sus algoritmos
computacionales. El controlador bsico tiene un lenguaje especial de control, a travs del cual se
pueden programar elaboradas secuencias de control. Tambin tiene un programa residente en
memoria, para diagnstico, que se usa para pruebas automticas de funcionamiento de las funciones
internas del controlador y para reportar los resultados al operador.
En niveles jerrquicos entre el ms bajo y el ms alto se colocan unidades funcionales intermedias.
Son unidades autnomas con influencia sobre un grupo restringido de estaciones de terreno. Se les
llama estaciones supervisoras o estaciones de clculo de puntos de consigna para los controladores
de menor nivel, seguimiento de rdenes de proceso, reportes, intercambio de datos con estaciones
de nivel superior, etc.
Controladores de Proceso
El controlador de procesos es un equipo, dedicado a comunicar y controlar un grupo reducido de
controladores de menor nivel, que realizan la accin de control propiamente tal.
Controladores de Lazo
El controlador de lazo, es un controlador Stand-Alone, dual. Realiza la accin de control dedicado a
un mximo de 4 lazos de control, con opcin
de despliegue de dos lazos en pantalla
simultneamente.
Controladores de Lgica Programable (PLC)
El controlador de lgica programable PLC, est orientado al control dedicado y al nivel bsico descrito
anteriormente, ya que tiene incorporadas funciones para desarrollar lazos de control, comandar uno o
ms lazos de control, monitorear variables y comunicar a niveles superiores de la red de control.
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
Finalidad del Controlador
El controlador es una unidad autnoma, apta para ambientes industriales, como Plantas
Concentradoras, etc.. Est protegida contra polvos, soporta vibraciones, variaciones de temperatura,
variaciones de tensin, etc. Estas unidades, estn destinadas a niveles de control inferiores y bsicos.
En el nivel inferior de control se utilizan equipos de baja capacidad para controlar pocas seales
(mximo 8), procesarlas, desarrollar alguna accin de control y/o transmitirlas a otros niveles de
control donde se encuentran las estaciones supervisoras.
En los niveles bsicos de control, se utilizan equipos de gran capacidad que pueden cumplir
funciones de control, de colector de datos, de concentrador de datos y tambin como estaciones
supervisoras de control, que se encargan de procesar la informacin y entregarla a la estacin
supervisora principal para ser desplegada en pantallas de computadores, reportes, alarmas, etc.
Opciones del Controlador
Todos los controladores utilizados en control de procesos tienen opciones de configuracin, de
programacin y de comunicacin.
Configuracin:
Permite definir el tipo de control a realizar segn la aplicacin
especfica. Puede ser un lazo cerrado de control (PID, PI, P),
transmisin de seales, generar alarmas, etc.
Programacin:
Los controladores cuentan con un lenguaje especial de control que
permite programar las instrucciones definidas en la configuracin.
Este lenguaje es propio de cada tipo de controlador. (En caso de
controladores Bristol, Loader, Accol; en PLCs, Step5, Uni-telway,
otros; controladores Taylor, PC30, etc.).
Comunicacin:
La comunicacin de datos en sistemas digitales distribuidos de
control, es de vital importancia ya que permite que exista el sistema
de control en tiempo real. La estructura tpica, es: 1) nivel de terreno,
2) nivel de control de procesos, que contiene los algoritmos de
control, 3) nivel supervisor, que contiene los algoritmos de control
ptimo del proceso y los modelos matemticos del proceso; y 4) nivel
de administracin, para la planificacin de la produccin, control, etc.
Para obtener transferencia de datos confiables entre los niveles de comunicacin descritos, se utilizan
redes de rea local, seleccionadas para obtener los requerimientos en tiempo real del sistema de
control.
Ajuste de Controladores:
Las caractersticas en estado de rgimen, las caractersticas transitorias y la estabilidad de un
sistema de control pueden ser influidas por los parmetros de los controladores. Normalmente son
slo estos parmetros los que pueden ser elegidos libremente por el especialista en control, ya que
las caractersticas de la planta y de los elementos de control primario y finales estn dadas por la
construccin del sistema.
El proceso controlado por un sistema de control primario normalmente no es aislado, sino que forma
parte de un conjunto de procesos que forma una actividad industrial. Como tal, la salida de este
control primario va a influir sobre otros procesos u otras variables del mismo proceso.
Los valores ptimos de los parmetros del controlador son diferentes si se desea que el sistema
responda ptimamente a variaciones en la referencia o si se desea que las perturbaciones tengan
una influencia mnima en la variable controlada.
8.3.3. SOFTWARE DE CONTROL
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
Para la operacin de una red de control, se requiere de un sistema operativo, de un software de
utilidad, lenguajes de programacin de alto nivel, software de comunicacin para el intercambio de
data y software de aplicacin necesario para coleccionar la data y procesarla, incluyendo el software
necesario para el monitoreo y el control del proceso.
Definicin de Software de Control
Un conjunto de instrucciones o sentencias de programacin desarrolladas en algn lenguaje
computacional para cumplir una tarea, dan origen a un programa. Un conjunto de uno o ms
programas computacionales, dan origen a un software. Para trabajar con un software, se requiere de
un computador que opere con el lenguaje de programacin en que fue desarrollado dicho software.
Bsicamente, el software para el control de procesos a travs del computador, se clasifica en:
a) Software de Sistema y
b) Software de aplicacin, encontrndose tambin software de comunicacin y software de
configuracin y parametrizacin.
En cuanto a software de sistema podemos encontrar:
a) Sistema Operativo en Tiempo Real,
b) Lenguajes de Programacin Orientados a Procesos y,
c) Programas de Utilidad y Herramientas de Programacin.
Como hemos visto histricamente el control de los circuitos industriales de flotacin es un "arte"
capaz de ser aplicado por unos cuantos privilegiados. Recientemente, debido a los altos costos de
operacin y por el nacimiento de las ciencias de la informtica y de la computacin , el control de
procesos empieza a ser considerado no como un "arte" sino como una ciencia muy compleja y
productiva, la cual redunda en un primer factor.
Un segundo factor es que el desarrollo de nuevos y ms confiables instrumentos de medicin
sumados al avance de la tecnologa de las computadoras est propiciando grandes avances en el
control de procesos en las Plantas Concentradoras.
Un tercer factor de gran importancia es la solucin de estrategias para enlazar las acciones de control
a las mediciones del proceso, para conformar el sistema global de control y el aprovechamiento de la
ciberntica en el desarrollo de sistemas expertos capaces de decidir y aprender.
Estos tres componentes, instrumentacin, "hardware" para control (sistemas de computacin) y
estrategias de control, forman un triangulo de componentes fundamentales de un sistema de control.
Su objetivo principal es hacer que la Planta Concentradora opere de manera estable. Solo a partir de
aqu se puede intentar cualquier optimizacin del circuito de la Planta.
En lo que respecta a estrategias de control de procesos para cada una de las operaciones unitarias
especialmente de flotacin, hay varios componentes claves que se debe considerar, estos son:
1. Funciones objetivo.- Las funciones objetivo son las variables o combinaciones de sistemas
entrantes que son utilizados para evaluar el rendimiento de las operaciones unitarias.
2.
Objetivos de control.-Los objetivos de control son los estados deseados de las funciones objetivo
para lo cul la estrategia de control esta diseada a alcanzar (por ejemplo: un mximo ,un
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
mnimo, constante, promedio, etc.).
3.
Variables de proceso.- Las variables de proceso son la informacin que la estrategia de control
monitorea (entrada a la estrategia de control) para determinar acciones apropiadas.
4.
Variables manipulables.- Las variables manipulables o manipuladoras son aquellas variables que
la estrategia de control puede ajustar para alcanzar los objetivos de control.
BENEFICIOS DE CONTROL AUTOMATICO.
Los beneficios ms evidentes que el control automtico trae consigo, pueden ubicarse en tres reas
fundamentalmente:
1. Representa mejoras en el funcionamiento de la Planta desde el punto de vista metalrgico.
2. Representa ahorros en el consumo de reactivos de flotacin, y
3. Representa ahorros en mano de obra dedicada a controlar la operacin.
PROBLEMAS ASOCIADOS CON LA AUTOMATIZACION EN FLOTACION.
Fundamentalmente pueden ser dos:
Variables de flotacin
Interaccin entre lazos de control.
a. VARIABLES DE FLOTACION.
Se basa fundamentalmente en la identificacin de las variables importantes que afectan la eficiencia
de flotacin o separacin que puede ser representada por un grupo de variables que
cuantitativamente indican la manera en que se encuentra funcionando el circuito.
Algunas de las variables de este grupo son :
Ley del concentrado
Recuperacin.
Capacidad.
Cargas circulantes.
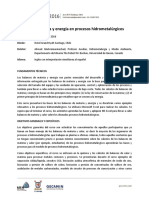
Entonces la eficiencia de separacin en un circuito de flotacin puede generalmente ser definida en
un mapa de ley de recuperacin como se muestra en la Fig. 8.14 donde cada punto en este mapa
representa una serie de condiciones de operacin, donde la Planta puede operar alrededor de un
ptimo de acuerdo a un valor econmico.
Las variables de operacin que pueden ser cambiadas con el fin de obtener predeterminada variacin
en las variables controladas, se les conoce como variables manipulables e incluyen variables tales
como:
Dosificacin de reactivos (colectores, depresores, activadores, espumantes, reguladores de pH),
puntos de adicin de los reactivos, potencial electroqumico (Eh), flujo de aire, intensidad de agitacin,
nivel de pulpa, tiempo de acondicionamiento, flujo de alimentacin. El proceso de flotacin est sujeto
a un gran nmero de perturbaciones que causan cambios en la eficiencia de la separacin. En
general, estas perturbaciones son muy difciles y en algunos casos imposibles de medirlas en flujo.
Las perturbaciones en un circuito de flotacin son debidas principalmente a la inestabilidad en el
circuito de molienda, en el circuito de flotacin o a variaciones en las propiedades del mineral
alimentado.
Ley Lmite
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
Rec..Lmite
LEY
Fig. 8.14.Mapa de Ley vs Recuperacin
En la fig. 8.15 se ilustra esquemticamente las variables de mayor importancia en la flotacin de
minerales.
Mineraloga
Grado de oxidacin
Tamao de partcula
Flujo de alimentacin
Ley del alimento
% de slidos
temperatura
Aireacin
Nivel de pulpa
W
Agitacin
Recuperacin
Adicin:
U
Y
Ley
Colector
CIRCUITO DE FLOTACION
Capacidad
Modificador
Eh
Espumante
%
slidos
Eh -- pH
Nivel
de pulpa
Ensayos
Flujos
Distr. de tamaos
Z
Nivel de pulpa
Z
Nivel de espuma
Agitacin
Conc. de colector
Eh
Fig. 8.15 Variables de importancia en flotacin
b. INTERACCION ENTRE LAZOS DE CONTROL.
Despus de definir las variables y asignar cada una de las familias, la siguiente etapa es
determinar las relaciones de cambios en las variables manipuladas en estado estacionario. Sin
embargo, el proceso de flotacin tiene muchas posibles variables controlables y bastantes posibles
variables manipulables y la eleccin de la combinacin adecuada es en ocasiones difcil. Sera bueno
que una determinada variable manipulada afectase solo una variable controlada, mas esto no es as,
porque es probable que afecte a ms de una variable controlada.
Ya que el control de flotacin es un proceso multivariable, primero es necesario conocer los enlaces
adecuados entre variables manipuladas y variables controladas y finalmente determinar cul
combinacin de variables manipulada y controlada es mejor que otra.
SISTEMAS DE CONTROL.
Hasta hoy se conocen en trminos generales los siguientes:
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
Sistemas convencionales de control.
Sistemas basados en modelos.
Sistemas expertos.
A. SISTEMAS CONVENCIONALES DE CONTROL.
Debido a las mltiples interacciones entre variables manipuladas y controladas, el control de un
circuito de flotacin es muy complejo. Como consecuencia de la naturaleza no lineal del proceso de
flotacin y las inevitables interacciones entre lazos de control, la teora clsica de control est
esencialmente limitada a sistemas con lazos de control entre una variable manipulada/una variable
controlada (una entrada/una salida). En el enfoque de la teora moderna el control o de la
representacin de estados especialmente, el control de una entrada/una salida es reemplazada por
tcnicas de control multivariable.
El control multivariable de una o ms variables pueden ser manipuladas en base a valores medidos
de una o ms variables controladas. Adems el control moderno ptimo y para la filtracin de fluido
del proceso y de las mediciones. La implementacin de un esquema de control hace uso de uno o
ambos de los modos:
Lazos de control retro-alimentados.
Lazos de control realimentados.
Los lazos de control retro-alimentador son conformados con parejas de variables, en tal forma que se
obtenga una deseada velocidad de respuesta, en la bsqueda del "valor" de las variables
manipuladas, el cul conduce a la variable controlada a un punto predeterminado o fijado "set point"
por medio de la ley de control proporcional, integral y diferencial (PID), que se puede generalizar por
la ecuacin siguiente:
m Kc x
Kc
Ti
xdt K T
c d
dx
dt
(8.1)
donde:
m
Kc
x
Ti
Td
t
= Salida del controlador
= Sensibilidad proporcional (ganancia)
= Desviacin de la variable medida del "set point"
= Constante de la integral de tiempo
= Constante de la derivada del tiempo.
= Tiempo.
Un diagrama de lazos de control retro-alimentador se muestra en la Fig 8.16.
Perturbaciones
W
Set
point
Sistema de
control
Retroalimentado
Proceso
de
Flotacin
Variables
controladas
Z
Variables
Manipuladas
Fig. 8.16. Diagrama del modo de control retro-alimentador.
Los lazos de control re-alimentador involucran la medicin de las variables principales que pueden
afectar el proceso y basado en relaciones conocidas de las variables controladas ajustan las variables
manipuladas antes que la perturbacin sobre el proceso ocurra. En cuanto una perturbacin ocurra
una accin correctiva toma lugar inmediatamente, para cancelarla antes de que afecte a la variable
controlada. Este sistema hasta el momento ha tenido un xito limitado en flotacin debido a las
complejas interacciones del proceso y la exactitud de las mediciones y clculos. La caracterstica
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
distintiva de este modo de control es el flujo realimentado de informacin y el hecho de que la variable
controlada no es usada en el sistema. Este modo de control se muestra en la Fig. 8.17.
Sistema de
Control
Realimentado
U
Set
Point
Variables
Manipuladas
Proceso
W
de
Flotacin
Variables
controladas
Perturbaciones
Fig. 8.17. Esquema del modo de control realimentado
En lo que respecta a la jerarqua de los sistemas de control, en circuitos de flotacin se han
distinguido dos diferentes niveles de sistemas de control:
Nivel I Sistemas de control regulador
Nivel II Sistemas de control superior
Los sistemas de control regulador o estabilizante fsicamente son usados para controlar los niveles
de las celdas de flotacin, pH, dosificacin de reactivos y flujo de aire. Las mediciones del proceso
comunes son:
Flujos de alimentacin
Ensayos de alimentacin al circuito
Propiedades del material alimentado a flotacin, incluyendo pH, Eh y porcentaje de
slidos.
Ambos modos, retroalimentacin y realimentacin son utilizados en sistemas de control regulador,
tal como se muestra en la figura. 8.18, 8.19, 8.20.
Reactivo
Controlador
Set
Point
Control
Supervisor por
Computador
FT
A
Circuito de
Flotacin
Alimentacin
Relaves
FT = Transmisor de flujo.
A = Ensaye qumico.
Fig. 8.18. Lazos de control retro-alimentado con control supervisor.
Alimento
FT
DT
Circuito de Flotacin
Relave
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
A
Control
Supervisor por
densidad
Computador
FT = Transmisor de flujo
DT = Transmisor de
A
= Ensaye qumico
Seal de
Set Point
Proceso
en
Computador
FT
Reactivo
Fig. 8.19. Lazo de control realimentado.
Alimento
Circuito de
Flotacin
Relave
FT
Proceso en
computador
A
Reactivo
Set Point
A
Control
Supervisor
Fig. 8.20. Sistema re-alimentado/retro-alimentado
La dosificacin de reactivos son comnmente controladas bajo un esquema con realimentacin,
basado en la relacin final de las leyes de alimentacin, tonelaje o medicin de otra propiedad del
material alimentado.
El control retro-alimentado es usado por lo general en variables que tienen que ser mantenidas
alrededor de un punto fijo "set point", por ejemplo, variables tales como nivel de pulpa, nivel de
espuma, flujos de aire y pH.
En general la configuracin de cualquier sistema de control en flotacin contiene lazos de control
reguladores para mantener las variables controladas automticamente en sus "set points", por lo tanto
esto constituye la etapa inicial hacia la automatizacin del circuito de flotacin. La figura 8.21 muestra
esquemticamente algunas formas de aplicacin de este nivel de control.
Control Primario
(Regulador)
PROCESAMIENTO DE MINERALES MINERALURGIA II
Retro-alimentado
Control de nivel
Control de pH
Control de flujo
de aire
de pulpa
Ing Nataniel Linares Gutirrez
Realimentado
Control de adicin
de colector
de modificador
Fig 8.21. Modos de control regulador
En el control supervisor, los primeros sistemas desarrollados de control de supervisin involucran
el ajuste automtico de los "set points" de los lazos de control reguladores, as como todos los lazos
de control actan, juntos para alcanzar el ptimo funcionamiento del circuito. Estos ajustes en los "set
points" estn basados en la eficiencia media del proceso contra cualquier ndice de eficiencia u objeto
de control.
En la prctica cada planta presenta diferentes objetivos de control. En algunos casos, los
objetivos pueden maximizar la recuperacin del mineral valioso, mientras la ley se mantiene por arriba
de un nivel mnimo, otros objetivos son usados esencialmente para: la maximizacin del consumo de
reactivos, etc.
En la Fig. 8.22 se muestra esquemticamente las diferentes formas de control supervisor de
acuerdo a su grado de complejidad.
Control Supervisor
Tradicional
Basados en analizadores mnimos
de operacin
(expertos)
Basado en modelos
Adaptativos
Optimizantes
Expertos
Fig 8.22. Sistemas de control supervisor
B. SISTEMAS BASADOS EN MODELOS
Las estrategias de control derivadas de la teora clsica de control han mostrado tener serias
limitaciones en el control de circuitos de flotacin. Estas limitaciones son debido principalmente a que
los esquemas clsicos de control retro-alimentado consideran que la direccin de cambio de una
variable manipulada es conocida y que los valores de las ganancias de los controladores son
adecuadas para todas las condiciones de operacin del circuito. Es fcil reconocer que en un circuito
de flotacin no exista una serie nica de constantes que puedan producir buen control en todo el
rango de condiciones de operacin de una planta. Aunado a estas limitaciones de control clsico
discutidas anteriormente, los factores extremadamente importantes como variaciones en el tipo de
mineral, caractersticas de liberacin, grado de oxidacin y gravedad especfica, constituyen
perturbaciones no medibles del proceso y que agravan el problema. Adems la mayora de los
sistemas de control existentes hoy en da no pueden adaptarse a perturbaciones de corta duracin y
los ensayos del concentrado y relave final se obtienen muy tarde para poder realizar acciones
correctivas de control realmente efectivas.
Una solucin promisoria para tal problema de control, involucra la construccin de un modelo
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
dinmico que incluya la informacin no medible del proceso.
Mediante la incorporacin de un modelo en flujo en el esquema de control, puede hacerse las
acciones correctivas bien informadas para contrarrestar las perturbaciones del proceso y como
consecuencia, este puede ser controlado ptimamente.
Un enfoque comn es combinar un algoritmo de identificacin de flujo con cualquier ley de
control. El uso de este enfoque nos permite generar un gran espectro de algoritmos dependiendo del
esquema de identificacin o estimacin de parmetro elegido y qu ley de control es usada. Desde
luego que slo nos concentraremos en una configuracin que ha probado, hasta cierto punto
estabilidad y convergencia.
Esta configuracin se muestra en la fig 8.23 sus componentes esenciales son las siguientes:
1. Un modelo de proceso capaz de reproducir las caractersticas dinmicas esenciales del
proceso.
2. Un estimador que pondera las mediciones del proceso y la informacin generada por el
modelo con el fin de obtener estimaciones optimas de los "estados del sistema" e identifica
los parmetros del proceso por algn periodo de tiempo.
3. Un optimizador que usa la informacin de los "estados del sistema" momentneos para
seleccionar la trayectoria de los controladores, los cuales nos conducen a alcanzar los
objetivos del proceso en forma ptima.
4. Un controlador que acepta los "set points" y/o las ganancias de los lazos de control
especificados por el optimizador.
CIRCUITO DE
FLOTACIN
Control
Regulador
CONTROLAD
OR
OPTIMIZADO
R
MODELO
ESTIMAOR
COMPUTADORA
ESQUEMA SUPERIOR
Fig 8.23. Esquema de control supervisor basado en modelos
C. SISTEMAS EXPERTOS
Los sistemas expertos muestran claras ventajas sobre los sistemas basados en programacin
convencional principalmente por que el sistema experto est enfocado en la representacn del
conocimiento y as mismo al mecanismo de inferencia para "razonar" en base al conocimiento
acumulado.
En otras palabras los sistemas expertos debido a su estructura basada en conceptos de
PROCESAMIENTO DE MINERALES MINERALURGIA II
Ing Nataniel Linares Gutirrez
inteligencia artificial que permite a la computadora "razonar" y que este razonamiento evolucione
mediante la asimilacin de nuevas experiencias (informacin).
Por lo tanto la implementacin de un sistema experto en conjuncin con el esquema de la fig
4.20 permite tomar decisiones bien informadas y obtener mejoras en la eficiencia del proceso. Este
enfoque se muestra esquemticamente en la Fig. 8.24.
CIRCUITO DE FLOTACION
CONTROL DISTRIBUIDO
SISTEMA
EXPERTO
COMPUTADORA DE CONTROL
Fig 8.24. Esquema de un sistema supervisor experto basado en modelos
You might also like
- Cinetica de Tostacion Molibdenita PDFDocument7 pagesCinetica de Tostacion Molibdenita PDFKeith TaylorNo ratings yet
- 7 Aplicats ClasseDocument57 pages7 Aplicats ClasseLaura HervertNo ratings yet
- 062Document21 pages062vanpatoNo ratings yet
- 1 Sep Solido LiquidoDocument13 pages1 Sep Solido LiquidoJhon Barzola PalominoNo ratings yet
- 062Document21 pages062vanpatoNo ratings yet
- Proceso Inco PDFDocument6 pagesProceso Inco PDFJames Edwards100% (1)
- Medioambiente-Problemática Medioambiental Sector MetalDocument76 pagesMedioambiente-Problemática Medioambiental Sector MetalYngrid TapiaNo ratings yet
- Minerales CarbonatadosDocument9 pagesMinerales CarbonatadosOscar Jaime Aviles PumacallahuiNo ratings yet
- Capitulo 1Document25 pagesCapitulo 1Juan CalderónNo ratings yet
- Características y Usos de Los Diagramas de PourbaixDocument9 pagesCaracterísticas y Usos de Los Diagramas de PourbaixNachoBueno2No ratings yet
- 16hdp Programa Curso Esp PDFDocument3 pages16hdp Programa Curso Esp PDFJhon Barzola PalominoNo ratings yet
- Lista de Canciones Festival ClaroDocument4 pagesLista de Canciones Festival ClaroJhon Barzola PalominoNo ratings yet
- Marco Ruiz Uranio PDFDocument11 pagesMarco Ruiz Uranio PDFJhon Barzola PalominoNo ratings yet
- Gravedad EspecificaDocument16 pagesGravedad EspecificaCarlos Cuevas SaenzNo ratings yet
- Potencial RedoxDocument20 pagesPotencial RedoxGustavo Adolfo Ramírez HernándezNo ratings yet
- LIBRO VI Anexo 1 Normas Recurso AguaDocument59 pagesLIBRO VI Anexo 1 Normas Recurso AguaJhon Barzola PalominoNo ratings yet
- CalCulo de Muest RaDocument2 pagesCalCulo de Muest RaJhon Barzola PalominoNo ratings yet
- Formato Apa GeneralDocument18 pagesFormato Apa GeneralJonathan' Cuotto Dellán'No ratings yet
- Enladrillado de HornoDocument1 pageEnladrillado de HornoJhon Barzola PalominoNo ratings yet
- Características y Usos de Los Diagramas de PourbaixDocument9 pagesCaracterísticas y Usos de Los Diagramas de PourbaixNachoBueno2No ratings yet
- Carbon Activa DoDocument116 pagesCarbon Activa DoJhon Barzola PalominoNo ratings yet
- Libro de Geoestadistica.Document94 pagesLibro de Geoestadistica.Sebastián Esteban Cisternas GuzmánNo ratings yet
- Letrero de BandejasDocument1 pageLetrero de BandejasJhon Barzola PalominoNo ratings yet
- Libro de Geoestadistica.Document94 pagesLibro de Geoestadistica.Sebastián Esteban Cisternas GuzmánNo ratings yet
- Evaluacion de Un Circuito de Molienda y ClasificacionDocument102 pagesEvaluacion de Un Circuito de Molienda y ClasificacionJeyson CornejoNo ratings yet
- Ecuaciones Molienda PDFDocument3 pagesEcuaciones Molienda PDFrodrigoalcainoNo ratings yet
- Estrategias de Control de CalidadDocument3 pagesEstrategias de Control de CalidadJhon Barzola PalominoNo ratings yet
- Clase14 2003Document6 pagesClase14 2003Jhon Barzola PalominoNo ratings yet
- Diseño de Reactores CLASE 10Document36 pagesDiseño de Reactores CLASE 10Jhon Barzola PalominoNo ratings yet
- Psicoanalisis de ParejaDocument30 pagesPsicoanalisis de ParejaAnibal PersicoNo ratings yet
- Conceptos clave de estadísticaDocument7 pagesConceptos clave de estadísticaCarlos Moises Espino RodríguezNo ratings yet
- Alta Tensión Unidad 1 PDFDocument27 pagesAlta Tensión Unidad 1 PDFAngelica Lisette Bueno OjedaNo ratings yet
- BiotipologiaDocument76 pagesBiotipologiaChristian Toluenda33% (3)
- Plan de Unidad de Biologia 6°-2Document4 pagesPlan de Unidad de Biologia 6°-2Ingris Paola Ortega CastroNo ratings yet
- Regresión MúltipleDocument34 pagesRegresión MúltipleLuigi ItaloNo ratings yet
- Catalogo DHMDocument57 pagesCatalogo DHMcorporatesolutionsNo ratings yet
- Campo ElectricoDocument5 pagesCampo ElectricoElías J. BarrazaNo ratings yet
- LajitDocument3 pagesLajitFrancisco PortillaNo ratings yet
- Sistemas de Manufactura Considerando Aspectos de Logisitca InversaDocument24 pagesSistemas de Manufactura Considerando Aspectos de Logisitca Inversaerick benitezNo ratings yet
- Termodinamica PDFDocument9 pagesTermodinamica PDFJordi Esteva PinedaNo ratings yet
- Antecedentes Del HumanismoDocument3 pagesAntecedentes Del HumanismoAlejandro León50% (2)
- AvisoDocument7 pagesAvisoShemily Ango Peñaloza100% (1)
- Configurar VMD cámaras Alarm.comDocument10 pagesConfigurar VMD cámaras Alarm.comcrami80No ratings yet
- Accion Psicosocial y FamiliaDocument10 pagesAccion Psicosocial y FamiliaMireya Orjuela MartinezNo ratings yet
- El ReportajeDocument5 pagesEl ReportajeDayana100% (1)
- Arm Eo SpringDocument7 pagesArm Eo SpringIsaacOTNo ratings yet
- Envases de Carton y VidrioDocument22 pagesEnvases de Carton y VidrioSALVADOR ARREDONDO APARICIONo ratings yet
- Diferencias Equipos y GruposDocument5 pagesDiferencias Equipos y GruposGabriel GastelumNo ratings yet
- 11 Res 11 Mecip Poi 2022Document105 pages11 Res 11 Mecip Poi 2022German GruberNo ratings yet
- Problemas en Las EmpresasDocument25 pagesProblemas en Las EmpresasEdgardo Ramirez SosaNo ratings yet
- Entrevista A Margarita PosadaDocument2 pagesEntrevista A Margarita PosadaEduardo JorgeNo ratings yet
- La aprehensión de la imagen en AstronautaDocument9 pagesLa aprehensión de la imagen en AstronautaMARIA CELINA MARCONo ratings yet
- Conversion de Grados Decimales A GradosDocument3 pagesConversion de Grados Decimales A GradosCesar Varas BeltranNo ratings yet
- Protocolo Individual Unid 2 - Talento HumanoDocument7 pagesProtocolo Individual Unid 2 - Talento HumanoEdgarMiguelConeoHerreraNo ratings yet
- Rol Del Quimico Farmaceutico A Nivel Nacional e InternacionalDocument7 pagesRol Del Quimico Farmaceutico A Nivel Nacional e InternacionalJhon's AguilarNo ratings yet
- Novela RegionalistaDocument13 pagesNovela RegionalistasakriNo ratings yet
- Muestreo UCSSDocument27 pagesMuestreo UCSScristinaNo ratings yet
- Walter Benjamin y el arte en la era de la reproducciónDocument4 pagesWalter Benjamin y el arte en la era de la reproducciónreinasilvinaNo ratings yet
- Sucesiones - RMDocument2 pagesSucesiones - RMVladimir Reyes FigueroaNo ratings yet