You might also like
- Case Study of Urea Reactor Explosion in Lake Charles USADocument50 pagesCase Study of Urea Reactor Explosion in Lake Charles USAGhulam AhmadNo ratings yet
- Metallurgy and Corrosion Control in Oil and Gas ProductionFrom EverandMetallurgy and Corrosion Control in Oil and Gas ProductionNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Organic Chemistry - Name Reactions of All Organic ChaptersDocument5 pagesOrganic Chemistry - Name Reactions of All Organic ChaptersRanit Mukherjee67% (3)
- Flat Plate Deflection Chapter13 1Document29 pagesFlat Plate Deflection Chapter13 1Feeling_so_fly100% (2)
- Duplex Stainless SteelDocument24 pagesDuplex Stainless SteeljeffreymacaseroNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- Duplex Stainless Steel WeldingDocument25 pagesDuplex Stainless Steel WeldingcfcshakerNo ratings yet
- SS 2507Document5 pagesSS 2507Madan YadavNo ratings yet
- Pipeline and Energy Plant Piping: Design and TechnologyFrom EverandPipeline and Energy Plant Piping: Design and TechnologyRating: 5 out of 5 stars5/5 (2)
- Open Plant Modeler and PID 2D-3D InteroperabilityDocument19 pagesOpen Plant Modeler and PID 2D-3D InteroperabilitySimenNo ratings yet
- Contrast MediaDocument94 pagesContrast MediaJustin JoseNo ratings yet
- 03-Fossil FuelsDocument85 pages03-Fossil FuelsUsama Ahmed100% (1)
- Material Selection & Corrosion Resistance Alloys For Petroleum IndustryDocument4 pagesMaterial Selection & Corrosion Resistance Alloys For Petroleum Industryعزت عبد المنعمNo ratings yet
- LI-Series Install-Operation Manual Ver1 - 0 For Sept 07 SRVCDocument166 pagesLI-Series Install-Operation Manual Ver1 - 0 For Sept 07 SRVCJayanath Nuwan Sameera100% (1)
- 254smo (Uns 31254)Document8 pages254smo (Uns 31254)Yang Gul LeeNo ratings yet
- Report Bhushan SteelDocument16 pagesReport Bhushan Steelshweta_770587No ratings yet
- Corrosion Resistan CharacteristicsDocument41 pagesCorrosion Resistan Characteristicshispy100% (1)
- Rawl Bolts and CapacityDocument2 pagesRawl Bolts and Capacitykevinisonline0% (1)
- Sulphuric AcidDocument37 pagesSulphuric AcidBaskaran SubramaniyanNo ratings yet
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesFrom EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Almatis - Andus Buhr - TrendsRefractoriesCleanSteelTechnology - LitcorrectionDocument15 pagesAlmatis - Andus Buhr - TrendsRefractoriesCleanSteelTechnology - LitcorrectionSaptarshi SenguptaNo ratings yet
- Nitrous Oxide - Not A Laughing Matter in Electronics Manufacturing - N2O PDFDocument1 pageNitrous Oxide - Not A Laughing Matter in Electronics Manufacturing - N2O PDFdanNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Alloy 625 Spec SheetDocument3 pagesAlloy 625 Spec SheetLinnie McleodNo ratings yet
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeFrom EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticeNo ratings yet
- Stainless Steels in Nitric AcidDocument6 pagesStainless Steels in Nitric Acidpipedown456100% (1)
- 254 SMO-Outu KumpuDocument8 pages254 SMO-Outu KumpujoseritoNo ratings yet
- Userguide For SSDocument26 pagesUserguide For SSehsan4uNo ratings yet
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- Zink Coating 12944Document2 pagesZink Coating 12944JpolyPolyNo ratings yet
- Experiment 2 Introduction and ConclusionDocument4 pagesExperiment 2 Introduction and ConclusionMaiSakurajimaNo ratings yet
- 2009 11 Brouwer UreaKnowHow - Com Stainless Steels in Urea PlantsDocument11 pages2009 11 Brouwer UreaKnowHow - Com Stainless Steels in Urea Plantsrj13103100% (1)
- NMDTM PhosphoricAcidDocument10 pagesNMDTM PhosphoricAcidacas35No ratings yet
- URB25Document4 pagesURB25malika_00No ratings yet
- Aluminum Oxide - Al2O3 Material PropertiesDocument3 pagesAluminum Oxide - Al2O3 Material PropertiesRing MasterNo ratings yet
- Ssw11xx Urea GemacoDocument5 pagesSsw11xx Urea GemacoYudhistira Perdana PutraNo ratings yet
- UR45 NPlusDocument4 pagesUR45 NPlusMaiara Lima PereiraNo ratings yet
- UR35NDocument4 pagesUR35NricardodelatorreNo ratings yet
- ASMe Sec2 PartcDocument53 pagesASMe Sec2 PartcSARSAN NDTNo ratings yet
- Saramet AlloyDocument2 pagesSaramet AlloyjeffconnorNo ratings yet
- Light Alloy Drill Pipe of Improved Dependability: Aquatic - Dril Pipe Company "Adp" LLCDocument9 pagesLight Alloy Drill Pipe of Improved Dependability: Aquatic - Dril Pipe Company "Adp" LLCdmbasNo ratings yet
- Steel UserguideDocument50 pagesSteel UserguideBhanu Pratap ChoudhuryNo ratings yet
- Hollow Bar Ovako 280Document3 pagesHollow Bar Ovako 280fernandojNo ratings yet
- Material SpecificationDocument50 pagesMaterial SpecificationSangyt Karna0% (2)
- High Chromium AlloyDocument3 pagesHigh Chromium Alloykaveh-bahiraeeNo ratings yet
- Calorised Pipes Petrochemical W-UpDocument6 pagesCalorised Pipes Petrochemical W-UpSunil GuptaNo ratings yet
- Principal of DPTDocument5 pagesPrincipal of DPTJhandu KumarNo ratings yet
- BS2L99 Alloy DetailDocument2 pagesBS2L99 Alloy Detailcharles_boyle_3No ratings yet
- Datasheet-Sandvik-254-Smo-En-V2021-04-22 18 - 35 Version 1Document10 pagesDatasheet-Sandvik-254-Smo-En-V2021-04-22 18 - 35 Version 1darioNo ratings yet
- Datasheet-Sandvik-253-Ma-En-V2021-04-22 18 - 36 Version 1Document12 pagesDatasheet-Sandvik-253-Ma-En-V2021-04-22 18 - 36 Version 1FilipNo ratings yet
- RA151 28pgDocument31 pagesRA151 28pgpipedown456No ratings yet
- 253MA High Temperature Resistant TubesDocument2 pages253MA High Temperature Resistant TubesBerkan FidanNo ratings yet
- SEA-CURE Vs Ti Prop Comparisons-MetricDocument33 pagesSEA-CURE Vs Ti Prop Comparisons-MetricSubrata DasNo ratings yet
- Sans 1431Document2 pagesSans 1431grincheu70100% (1)
- Cilindros e Servo CilindrosDocument16 pagesCilindros e Servo CilindrosluisbottonNo ratings yet
- Ss 2507Document5 pagesSs 2507Madan YadavNo ratings yet
- Duplex Steel (CD-4MCu)Document8 pagesDuplex Steel (CD-4MCu)Anonymous CMS3dL1TNo ratings yet
- Ur2202 Lean DuplexDocument8 pagesUr2202 Lean Duplexbuffle08No ratings yet
- SG Materials Selection SS 316Document4 pagesSG Materials Selection SS 316rkukgNo ratings yet
- Cast Materials: Sulzer PumpsDocument6 pagesCast Materials: Sulzer PumpsElmey Bin JulkeplyNo ratings yet
- Hot Dip Galvanizing and Corrosion Categories: Rev 4 October 2017Document3 pagesHot Dip Galvanizing and Corrosion Categories: Rev 4 October 2017Gaurav SharmaNo ratings yet
- ASM Material Data SheetDocument3 pagesASM Material Data SheetAscanio BarbosaNo ratings yet
- Term Paper Mec 208Document20 pagesTerm Paper Mec 208lksingh1987No ratings yet
- LM25 Aluminium Casting Alloy (Al - Si7Mg) : Chemical CompositionDocument3 pagesLM25 Aluminium Casting Alloy (Al - Si7Mg) : Chemical Compositiondaniel_sasikumarNo ratings yet
- PPR Techincal Data SheetDocument29 pagesPPR Techincal Data SheetToan Nguyen ThienNo ratings yet
- Advanced and Refractory Ceramics for Energy Conservation and EfficiencyFrom EverandAdvanced and Refractory Ceramics for Energy Conservation and EfficiencyHua-Tay LinNo ratings yet
- Reaction Loads of StructureDocument1 pageReaction Loads of StructureGhulam AhmadNo ratings yet
- blueEX Couriers Cod Services PDFDocument11 pagesblueEX Couriers Cod Services PDFGhulam AhmadNo ratings yet
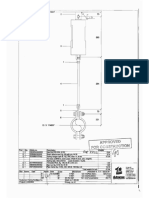
- Valve Body DrawingDocument1 pageValve Body DrawingGhulam AhmadNo ratings yet
- Section - Wizard: Research EngineersDocument116 pagesSection - Wizard: Research EngineersARYANo ratings yet
- blueEX Couriers Cod Services PDFDocument11 pagesblueEX Couriers Cod Services PDFGhulam AhmadNo ratings yet
- Spring SupportDocument2 pagesSpring SupportGhulam AhmadNo ratings yet
- PMC Patientbath-Typ 11X17Document1 pagePMC Patientbath-Typ 11X17Ghulam AhmadNo ratings yet
- Ar NumberDocument1 pageAr NumberGhulam AhmadNo ratings yet
- Ir03 Detailed Investigation Report: AttachmentsDocument4 pagesIr03 Detailed Investigation Report: AttachmentsGhulam AhmadNo ratings yet
- Installation of New Clo2 Project: Activity Duration September October Number December Jan-19Document1 pageInstallation of New Clo2 Project: Activity Duration September October Number December Jan-19Ghulam AhmadNo ratings yet
- Installation of New Clo2 Project: Activity Duration September October Number December Jan-19Document1 pageInstallation of New Clo2 Project: Activity Duration September October Number December Jan-19Ghulam AhmadNo ratings yet
- Section - Wizard: Research EngineersDocument116 pagesSection - Wizard: Research EngineersARYANo ratings yet
- Full Page PhotoDocument1 pageFull Page PhotoGhulam AhmadNo ratings yet
- PDS OpenPlantModeler LTR en LRDocument2 pagesPDS OpenPlantModeler LTR en LRGhulam AhmadNo ratings yet
- Project Engineer CV - Ghulam Ahmad - Copy 2Document3 pagesProject Engineer CV - Ghulam Ahmad - Copy 2Ghulam AhmadNo ratings yet
- PDS OpenPlantModeler LTR en LRDocument2 pagesPDS OpenPlantModeler LTR en LRGhulam AhmadNo ratings yet
- 01 17 16 Solver OutputDocument39 pages01 17 16 Solver OutputGhulam AhmadNo ratings yet
- DUDF 61199.aqua PlantDocument1 pageDUDF 61199.aqua PlantGhulam AhmadNo ratings yet
- Triangular PlateDocument1 pageTriangular PlateGhulam AhmadNo ratings yet
- Location of Factory / PlantDocument1 pageLocation of Factory / PlantGhulam AhmadNo ratings yet
- Rack Piping PDFDocument1 pageRack Piping PDFGhulam AhmadNo ratings yet
- PRL - 2016Document109 pagesPRL - 2016Ghulam AhmadNo ratings yet
- Pipeline Stress Analysis With Caesar IIDocument16 pagesPipeline Stress Analysis With Caesar IIGhulam AhmadNo ratings yet
- Safurex - Sandvik Materials TechnologyDocument14 pagesSafurex - Sandvik Materials TechnologyGhulam AhmadNo ratings yet
- DUDF 61197.new Feed Mill PoultryDocument1 pageDUDF 61197.new Feed Mill PoultryGhulam AhmadNo ratings yet
- MAYDocument2 pagesMAYGhulam AhmadNo ratings yet
- Laboratory Manual of Basic Molecular BioDocument99 pagesLaboratory Manual of Basic Molecular BioMirey CáceresNo ratings yet
- B Systematic ApproachDocument11 pagesB Systematic ApproachSusovan SensharmaNo ratings yet
- Starch: Kirk-Othmer Encyclopedia of Chemical Technology. John Wiley & Sons, Inc. All Rights ReservedDocument18 pagesStarch: Kirk-Othmer Encyclopedia of Chemical Technology. John Wiley & Sons, Inc. All Rights ReservedAndalib TabassumNo ratings yet
- Callister Chapter 12 SolutionsDocument68 pagesCallister Chapter 12 Solutionstommy2shoes100% (1)
- Production of Phenol Via Chlorobenzene and Caustic ProcessDocument1 pageProduction of Phenol Via Chlorobenzene and Caustic ProcessPatricia MirandaNo ratings yet
- ID Pengaruh Temperatur Cetakan Pada Cacat VDocument10 pagesID Pengaruh Temperatur Cetakan Pada Cacat VDetri Yoga AdhiNo ratings yet
- Section VI Chapter-38: ITC (HS), 2012 Schedule 1 - Import PolicyDocument18 pagesSection VI Chapter-38: ITC (HS), 2012 Schedule 1 - Import PolicydkhatriNo ratings yet
- Nicotine ProductionDocument10 pagesNicotine Productionkyungsoo's death glareNo ratings yet
- Chemical Basbvbms of Pharmacology An Introduction To Pharmacodynamics 1000160027Document394 pagesChemical Basbvbms of Pharmacology An Introduction To Pharmacodynamics 1000160027Andres ZareNo ratings yet
- t1320 Part2Document158 pagest1320 Part2John McGillisNo ratings yet
- Esab, Dual Shield II 110 (265-En - US-FactSheet - Main-01) (26.10.16)Document2 pagesEsab, Dual Shield II 110 (265-En - US-FactSheet - Main-01) (26.10.16)RodrigoNo ratings yet
- Mark Scheme (Results) January 2023Document28 pagesMark Scheme (Results) January 2023Rohee TariqNo ratings yet
- Investigatory Project For Class 12th ChemistryDocument6 pagesInvestigatory Project For Class 12th ChemistrywarriorNo ratings yet
- Formularium Farmasi Cendana 2020Document42 pagesFormularium Farmasi Cendana 2020Vidyanti Permata DewiNo ratings yet
- Haloxylon Articulatum Bioss Growth in Oued Souf - AlgeriaDocument7 pagesHaloxylon Articulatum Bioss Growth in Oued Souf - Algeriaنورالدين غرافNo ratings yet
- Safety Data Sheet 3D TRASAR™ 3DT129: Section: 1. Product and Company IdentificationDocument11 pagesSafety Data Sheet 3D TRASAR™ 3DT129: Section: 1. Product and Company Identificationramcat100% (1)
- Quanta Chemistry: Csir-Net - Iit-Gate - Iit-Jam - Other Msc. Entrance An Institute of Chemical SciencesDocument6 pagesQuanta Chemistry: Csir-Net - Iit-Gate - Iit-Jam - Other Msc. Entrance An Institute of Chemical Sciencesnityananada ChemNo ratings yet
- Organic Chemistry Notes For Technical SchoolsDocument44 pagesOrganic Chemistry Notes For Technical SchoolsSheambom NelsonNo ratings yet
- Solid State: Chemistry DPP 3 by Garima Verma (Chemistry Faculty) - Referral Code: "Cgvmam"Document4 pagesSolid State: Chemistry DPP 3 by Garima Verma (Chemistry Faculty) - Referral Code: "Cgvmam"Tanisha SubudhiNo ratings yet
- Aker SolutionsDocument34 pagesAker Solutionsluagu100% (3)
- Natural Gas Processing SaadDocument9 pagesNatural Gas Processing SaadAlexander SashaNo ratings yet
- 20electrochemistry Best Slides 2Document145 pages20electrochemistry Best Slides 2Muhammad Nauman KhalidNo ratings yet
- 2.materials Technology Answered PDFDocument4 pages2.materials Technology Answered PDFOxbown9167% (6)