You might also like
- Replanteo Calcuo Intercambiador de Calor-DUKE ENERGY 01-02-2012 DATOS ORIGINALES-con Dactos Actuales en Prueba 5 Y30PMDocument1 pageReplanteo Calcuo Intercambiador de Calor-DUKE ENERGY 01-02-2012 DATOS ORIGINALES-con Dactos Actuales en Prueba 5 Y30PMKendy YaltaNo ratings yet
- Rae BackusDocument2 pagesRae BackusKendy YaltaNo ratings yet
- Analisis Costo Ahorro Desaereador Pagina WebDocument18 pagesAnalisis Costo Ahorro Desaereador Pagina WebKendy YaltaNo ratings yet
- VaporDocument10 pagesVaporKendy YaltaNo ratings yet
- Rae CasagrandeDocument8 pagesRae CasagrandeKendy YaltaNo ratings yet
- Tecnicas Aire ComprimidoDocument222 pagesTecnicas Aire ComprimidoKendy YaltaNo ratings yet
- Diseño de Redes de VaporDocument234 pagesDiseño de Redes de VaporKendy YaltaNo ratings yet
- Presentacion Ariae Uso de Biocomb 06oct2011Document35 pagesPresentacion Ariae Uso de Biocomb 06oct2011Walter Raul CulquiNo ratings yet
- MantPlanif UnacDocument48 pagesMantPlanif UnacKendy YaltaNo ratings yet
- Auditorias en Sistema de Frio IndustrialDocument97 pagesAuditorias en Sistema de Frio IndustrialKendy YaltaNo ratings yet
- Aire Comprimido 1Document66 pagesAire Comprimido 1Kendy YaltaNo ratings yet
- Aire Comprimido 2Document30 pagesAire Comprimido 2Kendy YaltaNo ratings yet
- Manty Confsistenerget s1 A s4Document161 pagesManty Confsistenerget s1 A s4Kendy YaltaNo ratings yet
- Manty Confsistenerget s1 A s4Document161 pagesManty Confsistenerget s1 A s4Kendy YaltaNo ratings yet
- Separadores de HumedadDocument12 pagesSeparadores de HumedadKendy YaltaNo ratings yet
- 4 TermocompresoresDocument29 pages4 TermocompresoresmuahdibNo ratings yet
- Enarsa-00-L-Et-0001 - 0 Cañerias para GasoductosDocument9 pagesEnarsa-00-L-Et-0001 - 0 Cañerias para GasoductosEl_GasistaNo ratings yet
- MANTY CONFSISTENERGET S5 AdelanteDocument78 pagesMANTY CONFSISTENERGET S5 AdelanteKendy YaltaNo ratings yet
- GilbertoDocument40 pagesGilbertoFernandoNo ratings yet
- Valvulas Reductoras de Presion de Accion Directa. Spirax SarcoDocument8 pagesValvulas Reductoras de Presion de Accion Directa. Spirax SarcoigorletalNo ratings yet
- Caracteristica de Los Combustibles ResidualesDocument1 pageCaracteristica de Los Combustibles ResidualesKendy YaltaNo ratings yet
- Topicio CogeneracionDocument59 pagesTopicio CogeneracionKendy YaltaNo ratings yet
- Loop de VaporDocument41 pagesLoop de VaporKendy YaltaNo ratings yet
- Calderos 4Document25 pagesCalderos 4Kendy YaltaNo ratings yet
- 350 301 Calderas Estandares EficienciaDocument7 pages350 301 Calderas Estandares EficienciaKendy YaltaNo ratings yet
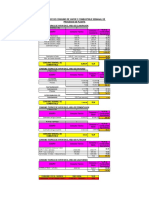
- Balance de Consumo de Vapor y Combustible de Procesos de PlantaDocument1 pageBalance de Consumo de Vapor y Combustible de Procesos de PlantaKendy YaltaNo ratings yet
- Calderos 1Document53 pagesCalderos 1Kendy YaltaNo ratings yet
- Calderos 3Document36 pagesCalderos 3Kendy YaltaNo ratings yet
- EspecificaciónProcedimientosoldadura (EPS - 11)Document4 pagesEspecificaciónProcedimientosoldadura (EPS - 11)Kendy YaltaNo ratings yet
- ITC-M16 (Pearson Test) Rev1Document4 pagesITC-M16 (Pearson Test) Rev1Kendy YaltaNo ratings yet
- ASTM D 1186-01 - (Español) Métodos de Prueba Estándar paraDocument4 pagesASTM D 1186-01 - (Español) Métodos de Prueba Estándar parasixalex75% (4)
- Cor Cote HPDocument4 pagesCor Cote HPlanza206No ratings yet
- DOE 058 INTE 31-07-02-00 Señalización de Seguridad e Higiene en Los Centros de TrabajoDocument10 pagesDOE 058 INTE 31-07-02-00 Señalización de Seguridad e Higiene en Los Centros de TrabajoMar JimNo ratings yet
- Características Generales de La Luz LáserDocument20 pagesCaracterísticas Generales de La Luz LáserPedro ManuelNo ratings yet
- ObjetoDocument12 pagesObjetoOctavio VázquezNo ratings yet
- Trabajo de EspigonesDocument28 pagesTrabajo de EspigonesJaniiiioooo100% (1)
- Chema TechoDocument3 pagesChema TechoEdwin GómezNo ratings yet
- Tratamiento Revestimiento MetalesDocument1 pageTratamiento Revestimiento MetalesJackNo ratings yet
- Traduccion Norma Pcc2 ManholeDocument11 pagesTraduccion Norma Pcc2 ManholeAnthony GómezNo ratings yet
- Ensayo Práctica 9Document13 pagesEnsayo Práctica 9Gibran Meza CastrejonNo ratings yet
- Equipo 4 - Obras AccesoriasDocument38 pagesEquipo 4 - Obras AccesoriasDavid OrtizNo ratings yet
- Cementación de Pozos PetrolerosDocument58 pagesCementación de Pozos PetrolerosRuben Waldir Segarra MoralesNo ratings yet
- Procedimiento de Resane de PinturaDocument9 pagesProcedimiento de Resane de PinturachesporaneoNo ratings yet
- Fallas Trabajo FinalDocument33 pagesFallas Trabajo FinalCèsar David Vàsquez BenavidesNo ratings yet
- Soldadura de Mantenimiento 2012 IIDocument75 pagesSoldadura de Mantenimiento 2012 IIJonathan RiveroNo ratings yet
- ET911 Armarios para MedidoresDocument25 pagesET911 Armarios para MedidoresDavid R QuinteroNo ratings yet
- Definición DecerámicaDocument54 pagesDefinición DecerámicaChristianViCaNo ratings yet
- Arocutipa Condori, Jhon Ronald PDFDocument10 pagesArocutipa Condori, Jhon Ronald PDFIllanes Bladimir EusebioNo ratings yet
- Algebra de BaldorDocument57 pagesAlgebra de BaldorBrahian Martinez100% (1)
- CT 01 Catalogo de Herramientas Sumitomo Torno PDFDocument172 pagesCT 01 Catalogo de Herramientas Sumitomo Torno PDFAriel Morante100% (1)
- MolinoDocument152 pagesMolinowilliams bernacheaNo ratings yet
- Reglamento de MetradosDocument16 pagesReglamento de MetradosRicardo Luis Cueva RodriguezNo ratings yet
- P002-B - VS Series IOM - Spanish - AsIsDocument15 pagesP002-B - VS Series IOM - Spanish - AsIsAlberto LobonesNo ratings yet
- Manual Técnico FACHADAS 202 KINGSPANDocument50 pagesManual Técnico FACHADAS 202 KINGSPANJohn Andersson MeloNo ratings yet
- Catalogo Pavimentos Industriales PDFDocument26 pagesCatalogo Pavimentos Industriales PDFGenesis Carolina GuaimacutoNo ratings yet
- Verdadero Trabajo HechoDocument39 pagesVerdadero Trabajo HechoRaul Jorge Huillca SoriaNo ratings yet
- AlcantarilladoDocument82 pagesAlcantarilladojeronimo1995100% (4)
- N CTR Car 1 03 004 00Document6 pagesN CTR Car 1 03 004 00Gerardo JuarezNo ratings yet
- Tecno 2 Cap 11Document17 pagesTecno 2 Cap 11Gustavo CruzNo ratings yet
- Corrosion Electrodos y DiagramaDocument5 pagesCorrosion Electrodos y DiagramavictoriaNo ratings yet