You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Project Report Final-1Document33 pagesProject Report Final-1Sahil ChelatNo ratings yet
- Heat Capacity Lab ReportDocument8 pagesHeat Capacity Lab ReportLiHong Khaw100% (1)
- ENVIROMENTAL Civic Education 10 To 12 PDF - RepairedDocument9 pagesENVIROMENTAL Civic Education 10 To 12 PDF - RepairedRichard シNo ratings yet
- Cytech Products Data SheetsDocument71 pagesCytech Products Data Sheetslinga2014No ratings yet
- Solutios, Solutions of Non Electrolyte - 2019-2020 v2Document80 pagesSolutios, Solutions of Non Electrolyte - 2019-2020 v2hazo hazNo ratings yet
- Praxis GuideDocument43 pagesPraxis GuideRyan NegadNo ratings yet
- Distortions: M. Vedani Failure and Control of Metals - AY 2020/21Document7 pagesDistortions: M. Vedani Failure and Control of Metals - AY 2020/21MarcoNo ratings yet
- Energy Brochure 26-04-2012Document6 pagesEnergy Brochure 26-04-2012michaelvillameNo ratings yet
- Latihan Industri UiTM PDFDocument28 pagesLatihan Industri UiTM PDFzzNo ratings yet
- Nesrine-2021-2016 P4 QPDocument686 pagesNesrine-2021-2016 P4 QPMostafa HaithamNo ratings yet
- Stoichiometry: Calculations With Chemical Formulas and EquationsDocument47 pagesStoichiometry: Calculations With Chemical Formulas and EquationsAngelo Miguel GarciaNo ratings yet
- Siltech E50Document4 pagesSiltech E50Rajesh ChowdhuryNo ratings yet
- Eiffic/Efuf (T:, RFRDT (FrrtfuDocument17 pagesEiffic/Efuf (T:, RFRDT (FrrtfuRamasubba RajuNo ratings yet
- Kami Export - Hanna Huff - Amoeba Sisters - DNA Vs RNA 1Document1 pageKami Export - Hanna Huff - Amoeba Sisters - DNA Vs RNA 1hannakhuffNo ratings yet
- HAl 499-500 PDFDocument9 pagesHAl 499-500 PDFPutri AzzahraNo ratings yet
- M-Dcps Master Specification GuidelinesDocument16 pagesM-Dcps Master Specification Guidelineslobna_shatla7396No ratings yet
- Silver Nanoparticles: Synthesis and Mathematical-Geometric FormulationDocument27 pagesSilver Nanoparticles: Synthesis and Mathematical-Geometric FormulationjuanNo ratings yet
- Evaporation Rate of Solvents PDFDocument2 pagesEvaporation Rate of Solvents PDFsyamlokNo ratings yet
- Problemario MFCDocument80 pagesProblemario MFCBassaldua AlfreedNo ratings yet
- Newport E360 Ventilator - Service ManualDocument76 pagesNewport E360 Ventilator - Service ManualSHIRLEY GIRALDONo ratings yet
- Basic Concepts of ChemistryDocument31 pagesBasic Concepts of ChemistryMohammadHussainKhan100% (1)
- tmp12B1 TMPDocument29 pagestmp12B1 TMPFrontiersNo ratings yet
- Drill String Checklist 1 - IPMDocument3 pagesDrill String Checklist 1 - IPMEmre CengizNo ratings yet
- A Review On Natural Coagulants in Wastewater TreatmentDocument13 pagesA Review On Natural Coagulants in Wastewater Treatmentahsanur shuvoNo ratings yet
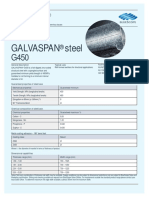
- Galvaspan G450Document2 pagesGalvaspan G450khurshedlakhoNo ratings yet
- Nitobond SBR PDFDocument4 pagesNitobond SBR PDFhelloitskalaiNo ratings yet
- Co 2Document6 pagesCo 2Sitti Nur QomariahNo ratings yet
- 自來水管埋設工程施說明書Document187 pages自來水管埋設工程施說明書富山No ratings yet
- Plant Cell WallDocument2 pagesPlant Cell WallShiela BelandresNo ratings yet
- Titanium WeldingDocument16 pagesTitanium WeldingMuhammad IrdhamNo ratings yet